1.焊前准备
5%Ni钢和9%Ni钢板材可采用火焰切割、等离子弧切割或机械剪切下料。坡口应采用机械加工制备。在施工现场制备坡口时,可采用移动式铣边机,也可用火焰切割或等离子弧切割。但热切割坡口面及其边缘应用砂轮打磨修正,并清除表面氧化膜和过热层。
9%Ni钢钢板边缘机械加工时,如变形量较大,则可能增强钢板的磁性。夹紧焊件时,应防止产生过量的变形。因此焊前应测量坡口边缘的磁场强度,超过规定值时,应通交流电进行去磁。
5%Ni钢和9%Ni钢焊接前,如果环境温度高于10℃则无需预热。当空气湿度超过80%时,应用火焰炬或电加热器将接缝附近钢板表面加热至50~70℃,以去除其冷凝水。
焊条使用前,应按药皮类型在规定的温度下烘干2~3h。
2.焊条的选择
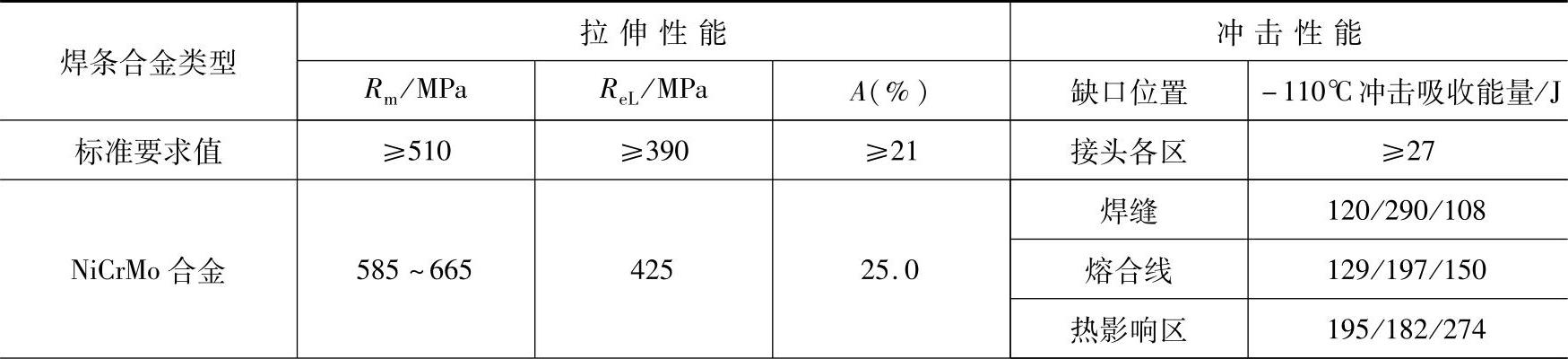
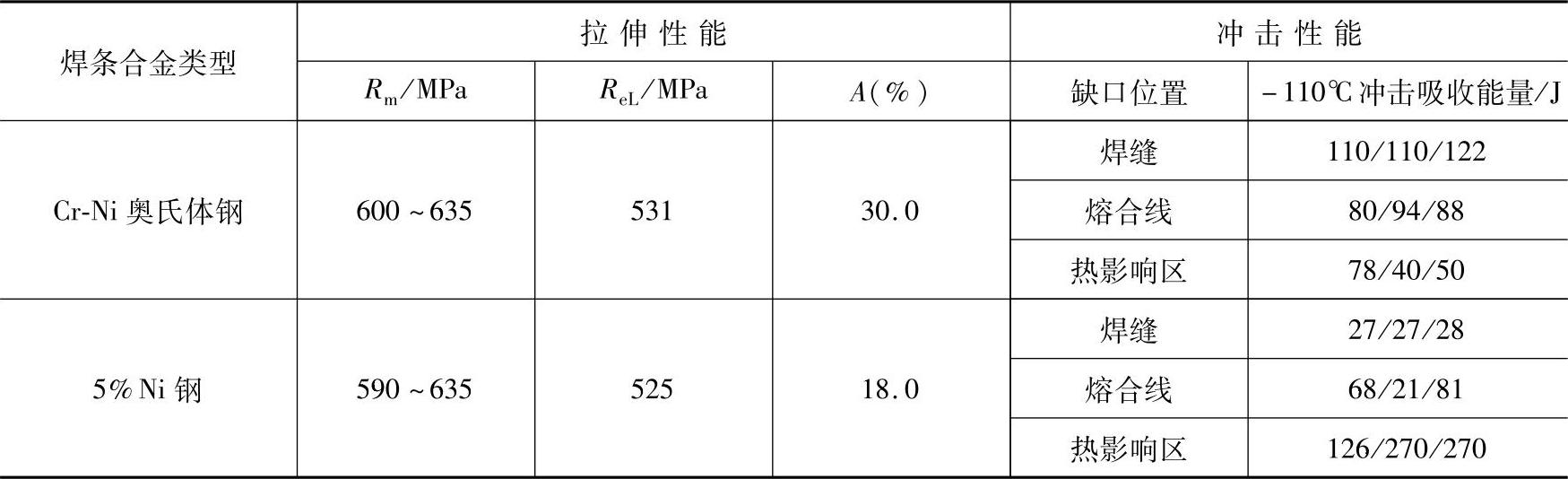
(1)5%Ni钢焊条的选择5%Ni钢焊条可按焊件的运行条件和对接头性能的要求,分别采用镍基合金、Cr-Ni奥氏体不锈钢和5%Ni钢同质焊条。表7-14和表7-15分别列出这三种焊条熔敷金属的化学成分和焊接接头的力学性能。由表载数据可知,采用镍基合金焊条焊接的接头具有最优的综合力学性能,-110℃低温冲击吸收能量大大高于母材标准规定值,且试验结果相当稳定。Cr-Ni奥氏体钢焊条焊接的接头,其各项力学性能基本满足要求,只是热影响区-110℃低温冲击吸收能量略微偏低。这归因于奥氏体钢焊缝金属的线胀系数较大,导致热影响区的残余应力增高。5%Ni钢同质焊条焊接的接头性能较差,焊缝金属-110℃低温冲击吸收能量刚达到标准要求的最低值。
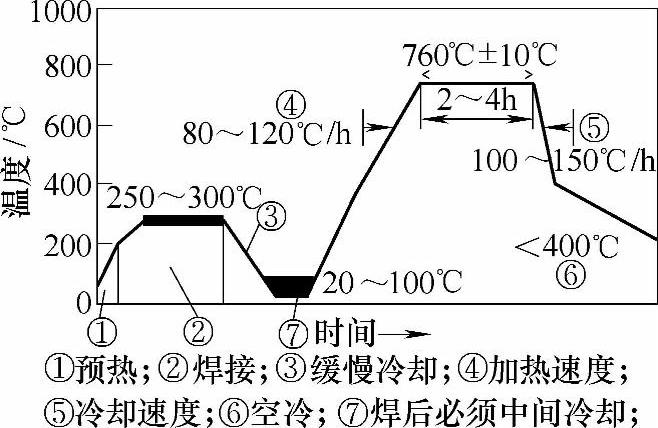
图7-25 P91,E911和P92马氏体钢焊后热处理温度-时间曲线
表7-14 三种焊条熔敷金属的化学成分
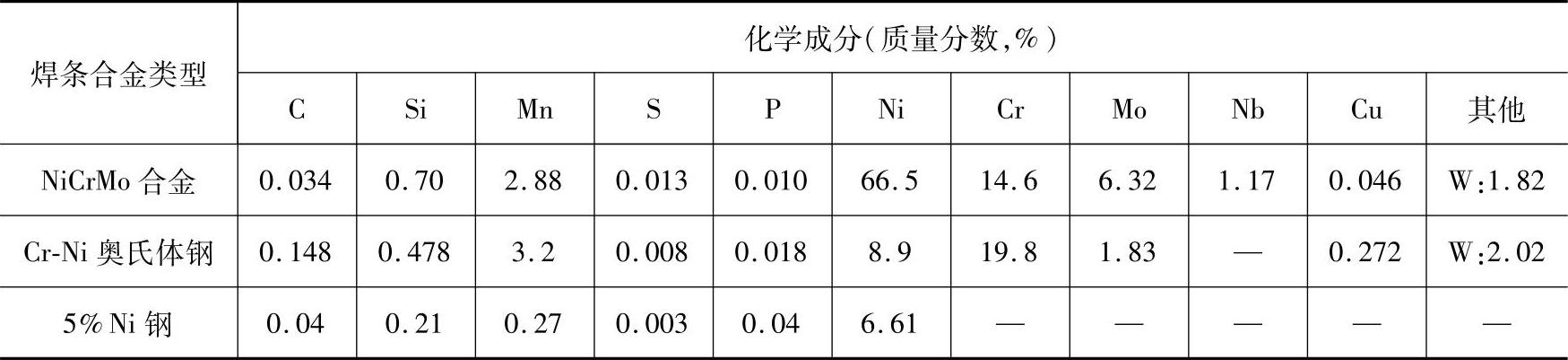
表7-15三种不同合金类型焊条焊接的接头力学性能检验结果
(续)
根据以上试验结果,在低温储罐和压力容器的生产中,为稳妥起见,通常选用镍基合金焊条。对于某些工作条件不太苛刻的焊件,可选用Cr-Ni奥氏体钢焊条。5%Ni钢焊条原则上不推荐使用。
(2)9%Ni钢焊条的选用9%Ni钢焊条原则上可以采用铬镍奥氏体不锈钢和镍基合金焊条。由于9%Ni钢主要用于工作温度为-196℃大型液化天然气(LNG)储罐,对相匹配焊条的性能提出了更高的要求。其熔敷金属的性能不仅应满足9%Ni钢母材标准规定和-196℃低温冲击韧度的特殊要求,而且还应具有与母材相近的线胀系数。这是因为LNG储罐在运行过程中,工作温度会经常变化而产生膨胀和收缩。而连接储罐壳体的焊缝必然同时经受热膨胀循环的作用。如果焊缝金属与9%Ni钢的膨胀系数相差较大,则可能引起较高的交变内应力,最终导致焊接接头疲劳寿命的缩短。
图7-26示出9%Ni钢和几种不同合金成分焊缝金属的线胀系数与温度的关系曲线。从中可见,ENi-CrMo-6型镍基合金焊条熔敷金属的线胀系数与9%钢母材最接近,而18-8型Cr-Ni奥氏体钢焊缝金属的线胀系数与其相差最大。因此,与9%Ni钢相匹配的焊条应在标准型镍基合金焊条中进行选择。
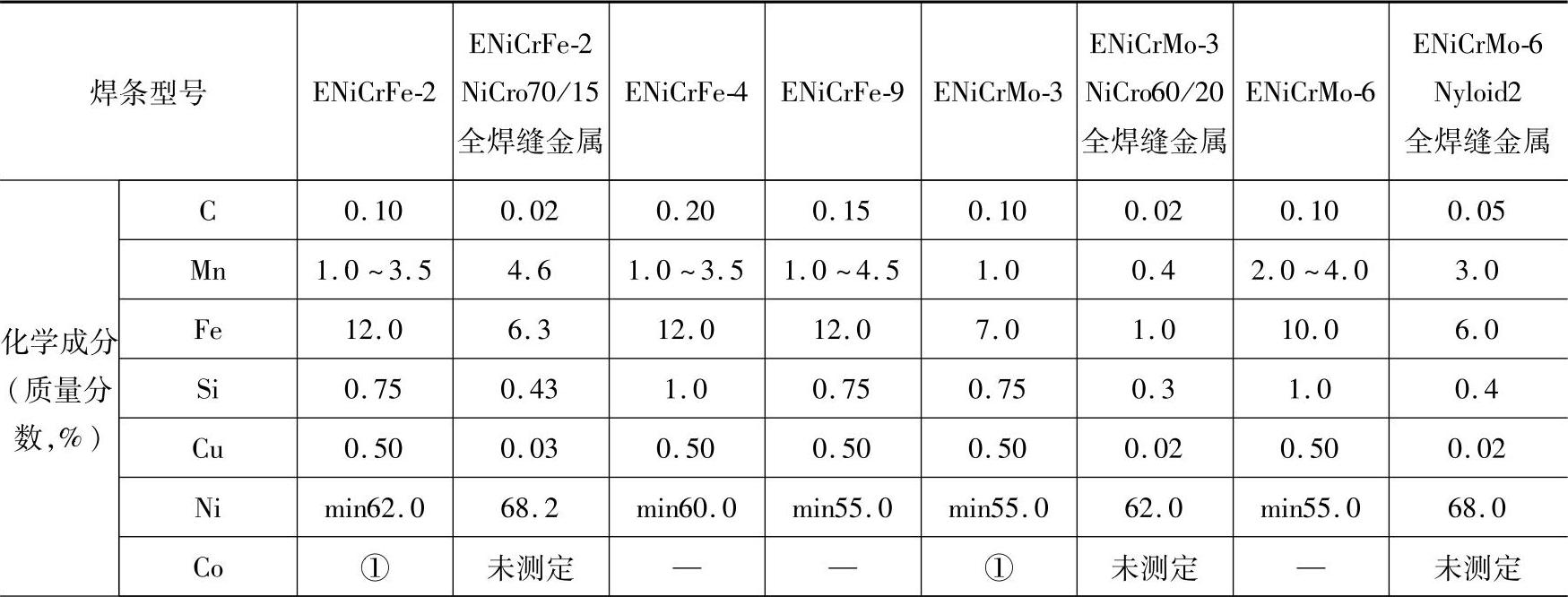
表7-16列出美国AWS A5.11:2005标准规定的各种镍基合金焊条以及某些商品焊条全焊缝金属的化学成分和力学性能数据。(https://www.daowen.com)
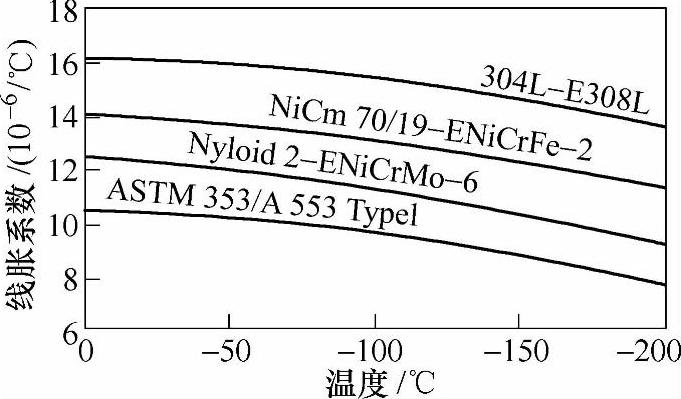
图7-26 9%Ni钢与几种不同合金成分的焊缝金属线胀系数的对比
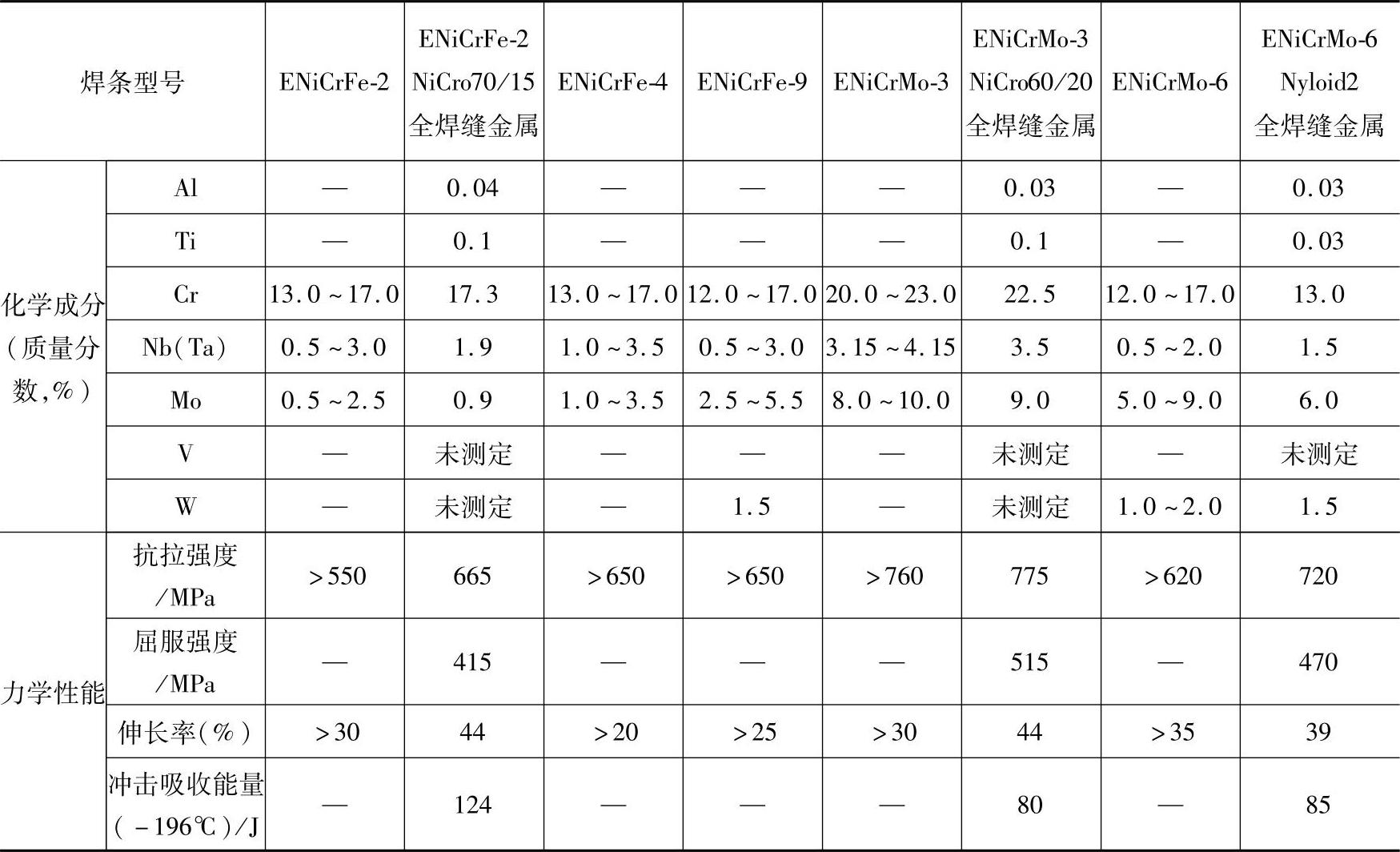
表7-16 某些镍基合金药皮焊条的化学成分和力学性能(按AWS A5.11:2005)
(续)
注:除非另有说明,单值为最大值。
① 当用户要求时,w(Co)max0.12%。
由表列数据可见,ENiCrMo-3(NiCro 60/20)型焊条的全焊缝金属性能完全满足了上述要求,并有一定的余量。ENiCrMo-6型焊条标准规定的最低抗拉强度为620MPa,低于9%Ni钢标准最低抗拉强度690MPa。但美国Lincoln公司生产的商品牌号为Nyloid2镍基合金焊条和瑞典Oerli-kon公司生产的Freezal ENi9焊条,由于对熔敷金属的合金成分作了适当的调整,全焊缝金属的最低抗拉强度可以达到720MPa,-196℃的冲击吸收能量大于80J。首先,ENiCrMo-6焊条与ENiCrMo-3焊条相比,其最大的优点是焊缝金属中Nb含量约减少1/2,大大提高了抗热裂性能,其次ENiCrMo-6焊条的焊条芯采用纯镍丝,电阻较低,可防止药皮过热。此外,焊条药皮为碱性,可交直流两用。焊接9%Ni钢时,推荐采用交流电,以避免磁偏吹。
表7-17列出Nyloid2和Freezal ENi9这两种商品焊条熔敷金属典型的化学成分和力学性能数据。
表7-17 Nyloid和Freezal ENi9两种镍基合金焊条典型的理化性能
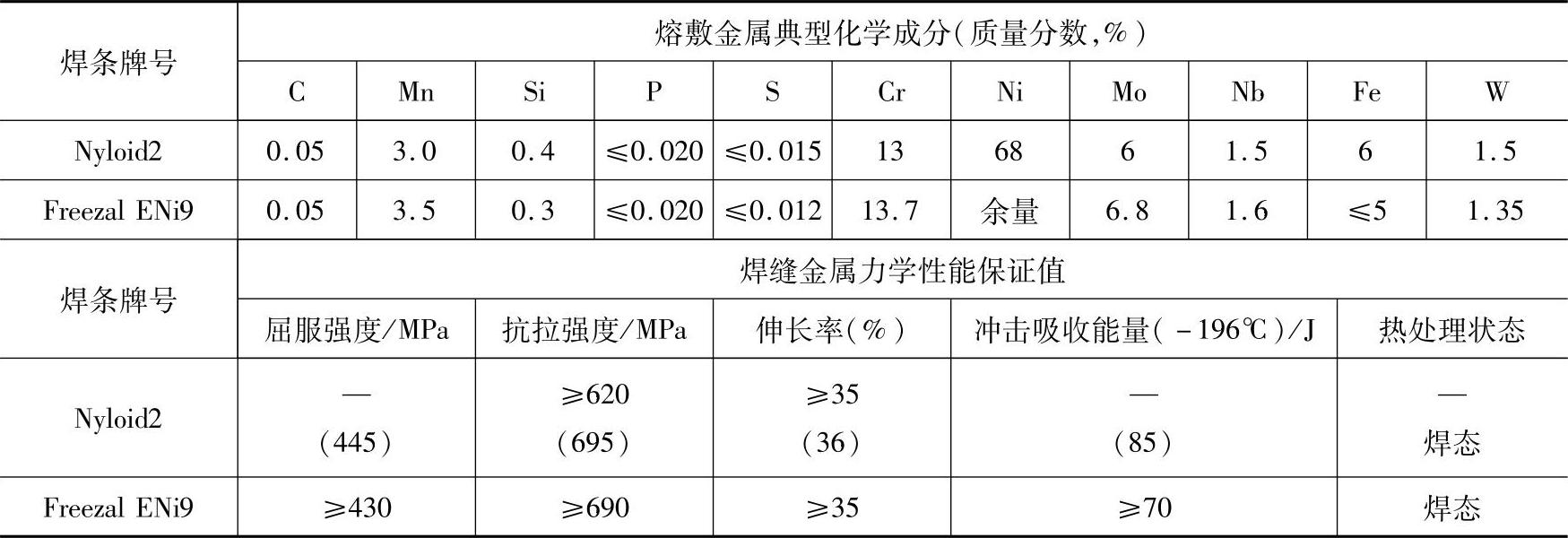
注:括号内的数值为产品检验结果。
3.焊接参数
5%Ni钢和9%Ni钢均属于低碳型低温韧性钢,具有较好的焊接性。厚度在50mm以下的中合金镍钢焊件,焊前可不预热,焊后也不必热处理。
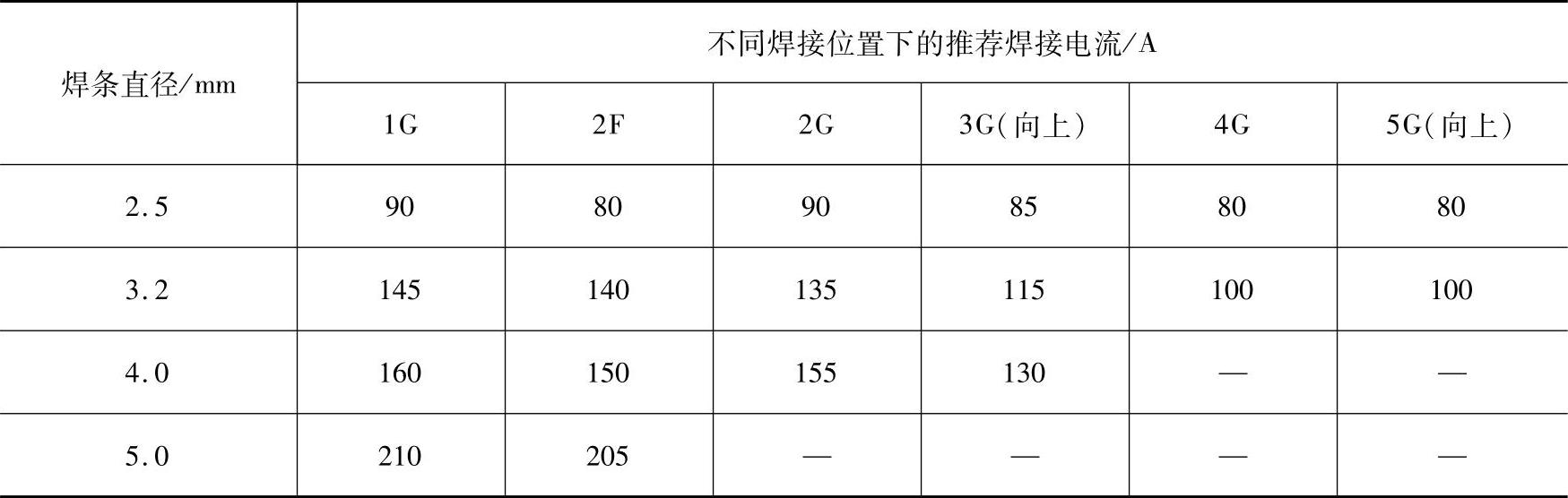
5%Ni钢和9%Ni钢焊条电弧焊时,要求严格控制的焊接参数主要是焊接热输入和层间温度,将焊接热影响区内的组织变化限制到最小的程度,以保持钢材供货状态下良好的低温冲击韧度。通常,焊接层间温度不应超过150℃。最好控制在100~120℃。焊接热输入不应大于13kJ/cm。为此一般选用小直径焊条和低电流进行焊接。表7-18列出9%Ni钢接头不同位置焊接时,各种直径焊条推荐的最佳焊接电流。
表7-18 9%Ni钢接头不同位置焊接时,各种直径焊条最佳焊接电流
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






