1.齿轮轴结构特点
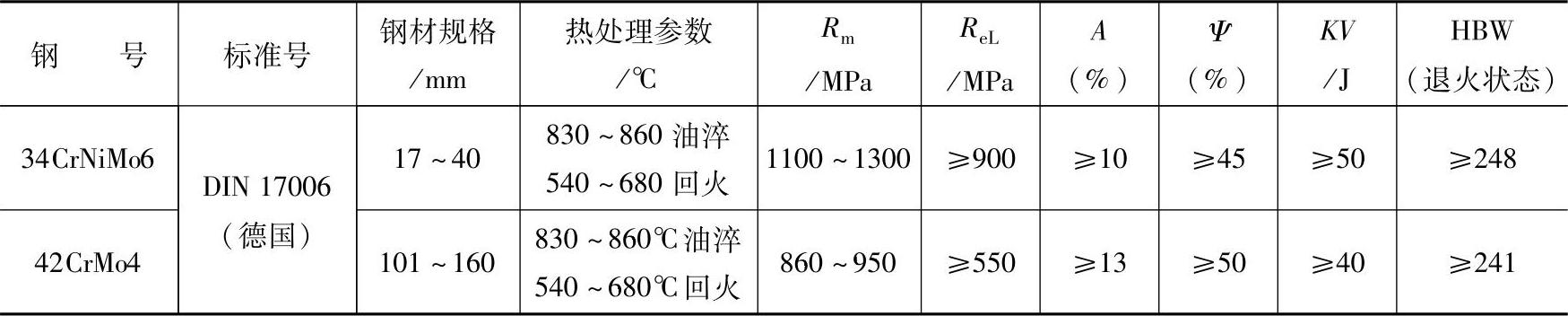
焊接齿轮轴的结构如图6-58所示,其由齿圈和轴组焊而成,齿圈材料为34CrNiMo6钢,轴的材料为42CrMo4钢,这两种钢均为德国钢种,属于中碳调质高强度钢,其化学成分和力学性能列于表6-91和表6-92。
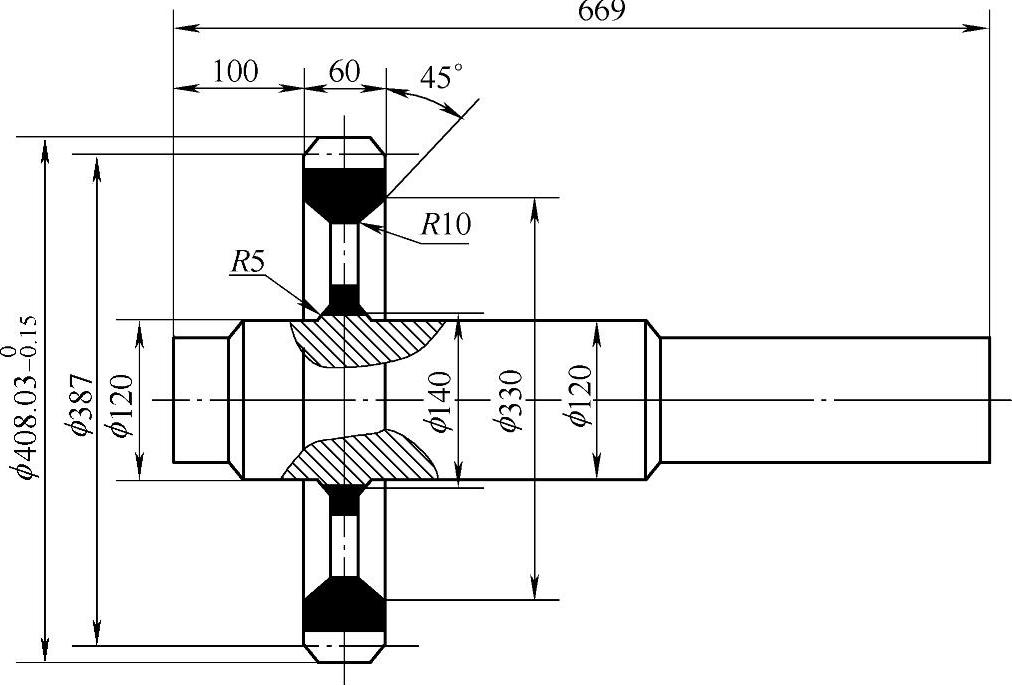
图6-58 齿轮轴结构简图
焊缝质量应符合德国DIN 8563135级标准。
表6-91 齿轮轴钢材的标准化学成分

表6-92 齿轮轴钢材的力学性能要求
2.钢材焊接性试验
34CrNiMo6和42CrMo4中碳调质高强度钢的碳当量相应为0.77%和0.90%,焊接性很差,近缝区组织为高碳马氏体,冷裂倾向较大。由于这两种钢的碳含量较高,结晶温度区间较大,杂质偏析严重,故对焊接热裂纹存在一定的敏感性。为测定这两种钢对焊接裂纹的敏感性,进行了T形接头热裂纹试验和Y形坡口对接裂纹试验。试验结果表明,其热裂倾向不大,但冷裂倾向较严重。
为可靠地防止焊接冷裂纹的形成,进行了预堆焊碳钢过渡层的试验,结果列于表6-93。(www.daowen.com)
表6-93 堆焊碳钢过渡层试样力学性能试验结果

表载数据表明,预堆焊碳钢过渡层的接头抗拉强度略有下降,而塑性和韧性明显改善,有利于提高焊接齿轴的工作可靠性。
3.产品焊接工艺
1)焊前准备。毛坯件调质处理,850~870℃淬火+600℃回火,钢材调质处理后的硬度范围为230~270HBW。
2)主轴台阶部位车削加工φ130mm×30mm的堆焊区。齿圈加工φ140mm内孔及直边坡口。
3)预堆焊。在主轴φ130mm×30mm堆焊区采用直径φ3.2mm的E5015碳钢焊预堆焊,焊前预热250~300℃,以短弧、不摆动操作法堆焊。焊后在150~200℃下保温1~2h,空冷。堆焊过程中逐层检查堆焊层,确认无超标缺陷后将轴肩车到φ140mm,保留5mm堆焊层。
4)齿圈与轴组焊。焊前预热250~300℃,选用E10015-G(J107Cr)焊条两面交替焊接,焊后立即进行630~650℃回火处理。
5)焊后热处理。齿圈与轴组焊后,先滚齿加工,再进行调质处理(860℃±10℃淬火+500℃回火),超声波检测合格后将齿磨削到图样规定的尺寸。
按上述焊接工艺成功地焊接了多批齿轮轴,经长期使用证明,焊接质量完全满足要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




