1.钻杆结构特点
钻杆是钻采设备的关键部件,其结构如图6-57所示,由中心管与内外六角组焊而成。中心管采用φ406mm×20mm的35CrMo无缝钢管,内外六角为35CrMo钢锻件。焊接接头在工作时承受相当大的扭矩和冲击力。35CrMo钢的标准化学成分和力学性能列于表6-89。
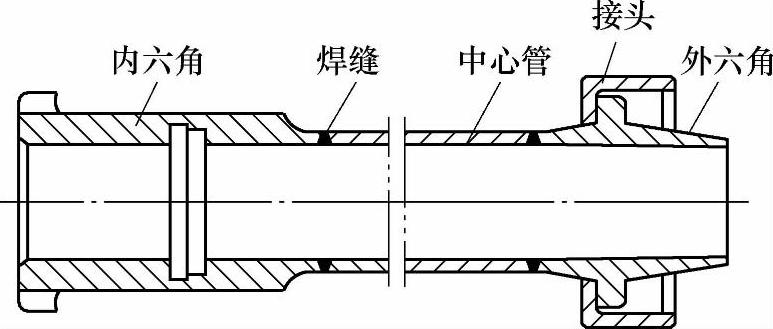
图6-57 钻杆的结构示意图
表6-89 35CrMo钢标准化学成分和力学性能(按GB/T 3077—1999)

注:表列力学性能是调质处理状态(850℃油淬+550℃回火)。
2.焊接工艺试验
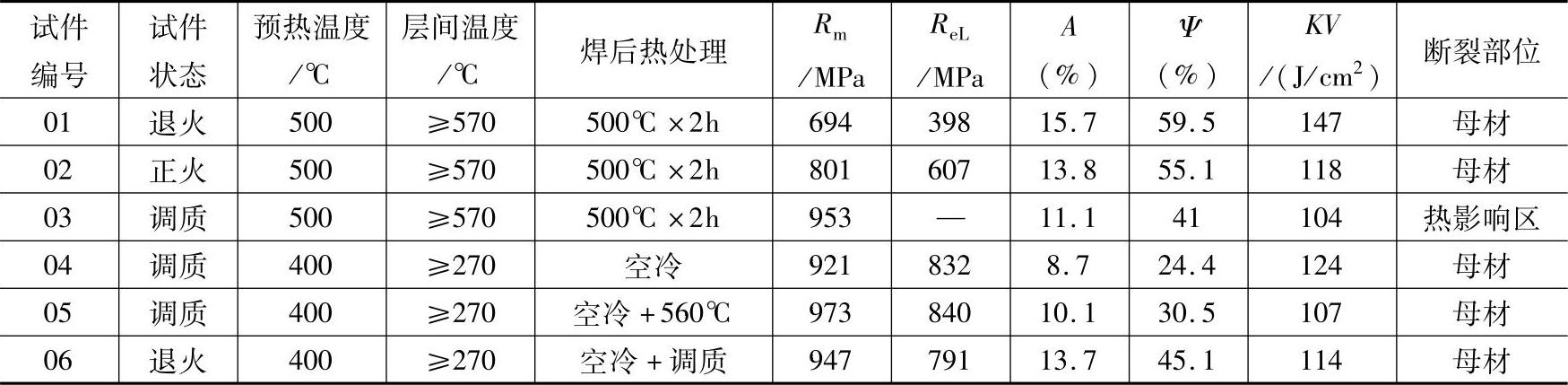
35CrMo调质高强度钢的碳当量高达0.72%,其焊接性较差,热影响区的冷裂倾向很大。因施工条件所限,拟采用焊条电弧焊,并按接头等强原则,选用E8515-Cr低氢型焊条。为确定焊件的热处理状态、焊前预热温度、层间温度和焊后热处理工艺参数对接头性能的影响,进行了如下焊接工艺试验。共焊接了6组试件,试件壁厚20mm,开单面60°V形坡口,根部间隙1~2mm。以较低的焊接电流,窄焊道技术,多层多道连续焊方式焊接。试件焊前的热处理状态分退火、正火和调质处理。预热温度分500℃和400℃两种。焊后热处理包括:空冷,空冷+调质,空冷+560℃回火和500℃×2h回火处理。所有试件经检查未发现任何裂纹,接头的力学性能见表6-90。
表载的试验结果表明,35CrMo调质高强度钢对接接头,采用E8515-G低氢型焊条焊接时,预热温度≥400℃,层间温度≥270℃,以较低的焊接电流,窄焊道技术,多层多道连续焊,焊后空冷,可以得到无裂纹且与母材等强度的焊接接头,焊后热处理工艺对接头的力学性能有决定性的影响。焊后直接空冷不作热处理的接头(04号试件),塑性最差。焊后经调质处理的试件(06号),接头的综合力学性能最好。焊后560℃回火处理的接头,力学性能也满足要求。
表6-90 35CrMo试件焊接接头力学性能试验结果(www.daowen.com)
3.钻杆产品接头的焊接工艺
根据上述焊接工艺试验结果,钻杆产品接头的焊接工艺规定如下:
1)焊接方法:焊条电弧焊。
2)焊条型号及规格:E8515-G,φ32mm,φ4mm,φ5mm。
3)预热温度:≥400℃,层间温度≥270℃。
4)焊接顺序:以φ3.2mm焊条焊接封底层,以φ4mm和φ5mm焊条填充盖面。焊接电流取中间值。
5)焊接操作技术:窄焊道,多层多道。
6)焊后热处理:焊后空冷+560℃×2h回火处理。
按上述焊接工艺焊接的35CrMo钻杆产品接头,经无损检测未发现不容许的焊接缺陷,钻杆的实际使用寿命达到了设计要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




