甲醇水分离器的结构如图6-55所示。其外径为φ1800mm,壁厚44mm,工作压力8.4MPa,工作温度-40℃,属三类压力容器。壳体材料选用国产商品牌号CF-62低碳调质高强度钢,ReL≥490MPa,其化学成分和力学性能分别列于表6-85和表6-86。因碳含量低于0.10%(质量分数),合金总含量不超过2.5%(质量分数),计算的Pcm值≤0.2%,故CF-62钢具有较好的焊接性。
2.焊接工艺评定
由于国内目前尚未生产与CF-62低碳调质高强度钢相配的埋弧焊或MIG/MAG焊焊丝,故只能采用焊条电弧焊,相配焊条型号为E6015-G(J607RH)。因甲醇水分离器壳体纵环缝均采用焊条电弧焊,故只需作CF-62钢对接接头焊条电弧焊的焊接工艺评定。评定试板的尺寸为500mm×120mm×44mm。坡口形式和尺寸如图6-56所示。焊接工艺评定试验使用的焊接参数列于表6-87。评定试板的力学性能检验结果列于表6-88。
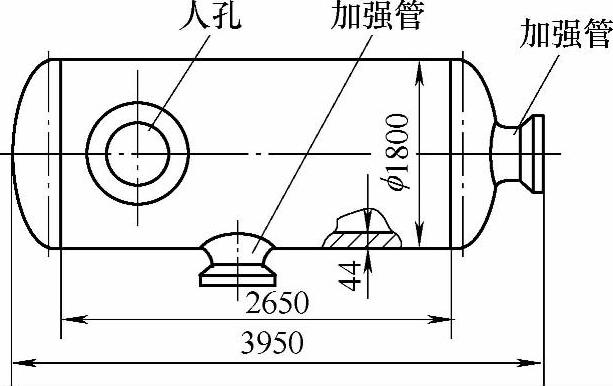
图6-55 甲醇水分离器结构和外形尺寸
表6-85 CF-62钢的化学成分
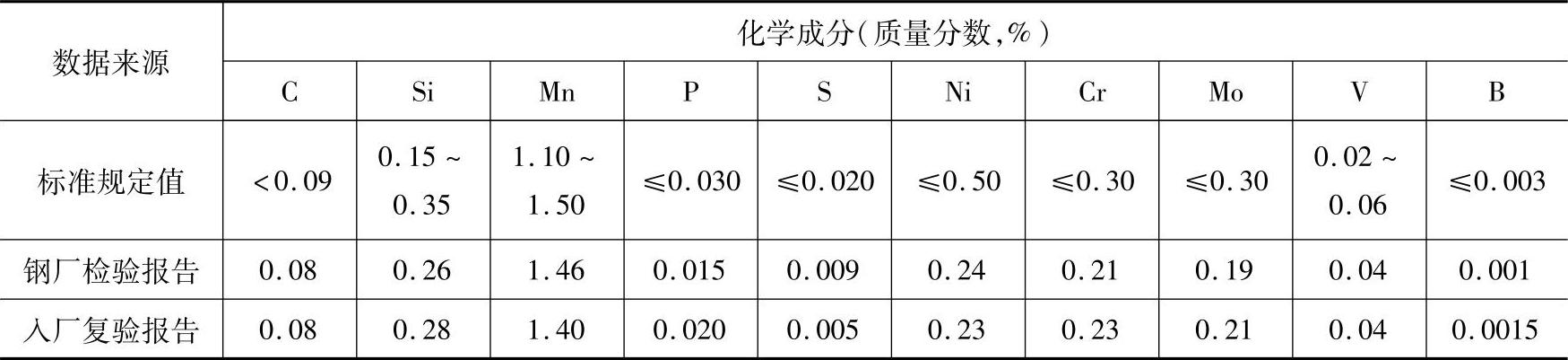
表6-86 CF-62钢的力学性能

由表载数据可见,厚44mmCF-62调质高强度钢对接接头焊条电弧焊工艺评定试验结果符合产品的技术要求。
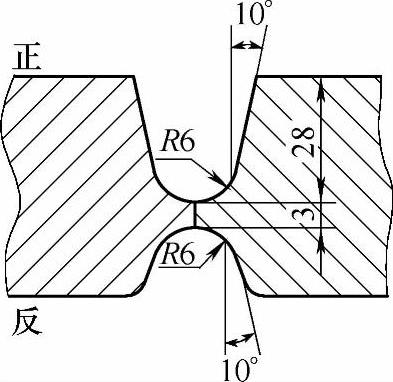
图6-56 焊接工艺评定试板的坡口形状和尺寸(www.daowen.com)
3.焊接参数
根据上述焊接工艺评定试验结果,拟定了产品焊缝的焊接参数。
(1)焊接方法 焊条电弧焊,焊条型号:E6015-G(J607RH),规格φ4mm,φ5mm。
(2)预热和层间温度 最低预热温度100℃,最高层间温度150℃。焊后立即作200℃×2h低温后热。
(3)焊后热处理 容器所有焊缝焊完后,作整体消除应力处理,热处理工艺参数:(550~580℃)×2h,升温速度≤120℃/h,炉冷速度50~80℃/h,冷却至300℃后,出炉空冷。
表6-87 CF-62钢对接接头焊条电弧焊工艺评定试验焊接参数

表6-88 焊接工艺评定试板力学性能检验结果

4.产品焊缝的焊接
按上述焊接参数焊接了产品筒体纵、环缝,人孔加强圈和接管焊缝。焊后立即进行200℃×2h后热处理,待36h后进行无损检测,结果全部焊缝合格,未发现任何超标焊接缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





