1.LPG球罐用钢材
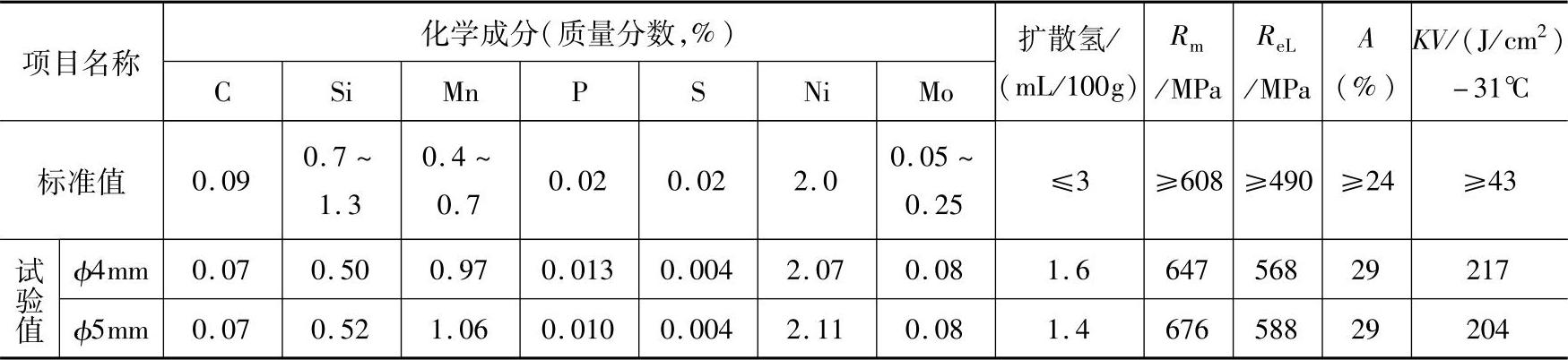
某化工厂为建造1000m3液化石油气(LPG)储罐,选用了日产N-TUF50低碳低合金调质高强度钢作为壳体材料强度级别为490MPa,板厚37mm。球壳安装焊缝全部采用焊条电弧焊,并选用日本神户制钢所生产的LB-62N型(相当于AWS A5.5 E9016-G)高强度超低氢型焊条。N-TUF50钢的化学成分和力学性能列于表6-79,LB-62N焊条熔敷金属的化学成分和力学性能检验结果列于表6-80。
表6-79 N-TUF50高强度钢化学成分和力学性能
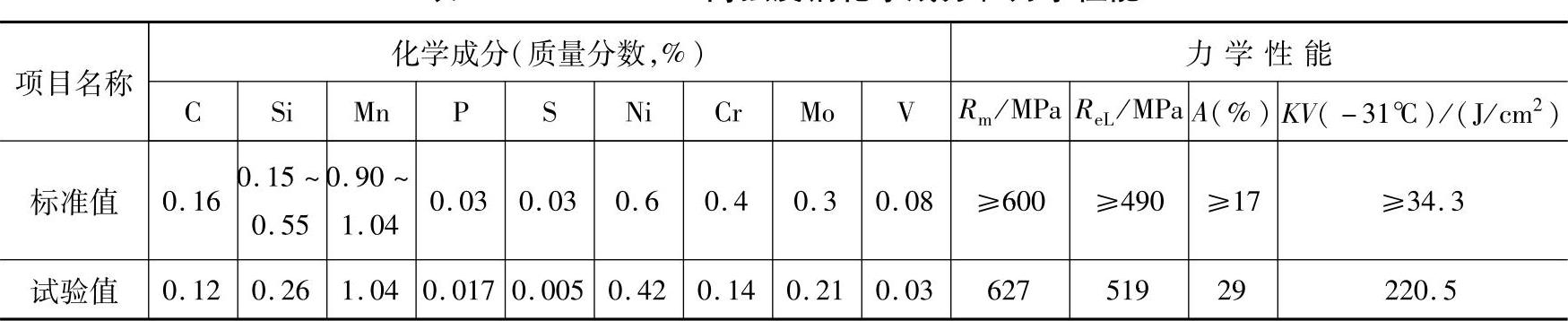
注:化学成分标准值的单值为最大值。
表6-80 LB-62N焊条熔敷金属化学成分和力学性能
2.N-TUF50钢的焊接性试验
为确定焊前预热温度和最佳的焊接热输入进行了下列焊接性试验。
(1)Y形坡口对接裂纹试验 试板尺寸为600mm×300mm×37mm。试验结果表明,室温下焊接时,试验焊缝开裂,最大裂纹率70%。预热100℃焊接时,试验焊缝无裂纹。
(2)窗口拘束裂纹试验 拘束板尺寸1200mm×1200mm×50mm,窗口尺寸320mm×470mm,试板尺寸500mm×180mm×37mm。试验焊缝焊接前预热100~125℃焊后立即后热200~250℃。焊后将试板在室温下放置5天,经X射线检测和宏观金相检验未发现裂纹。
(3)层间温度试验 为查明层间温度对接头性能的影响,以较高的热输入(37~40kJ/cm)进行短焊缝连续焊试验,使层间温度达到250℃。试验结果列于表6-81,说明较高的层间温度和热输入明显降低了焊缝金属的强度,并低于标准规定值。
表6-81 短焊缝试板拉伸试验结果

(4)最佳热输入试验 为测定焊接热输入对接头韧性的影响,采用焊接热输入系列试验。试验结果分别列于表6-82和表6-83。
表6-82 大热输入焊接接头冲击试验结果(https://www.daowen.com)
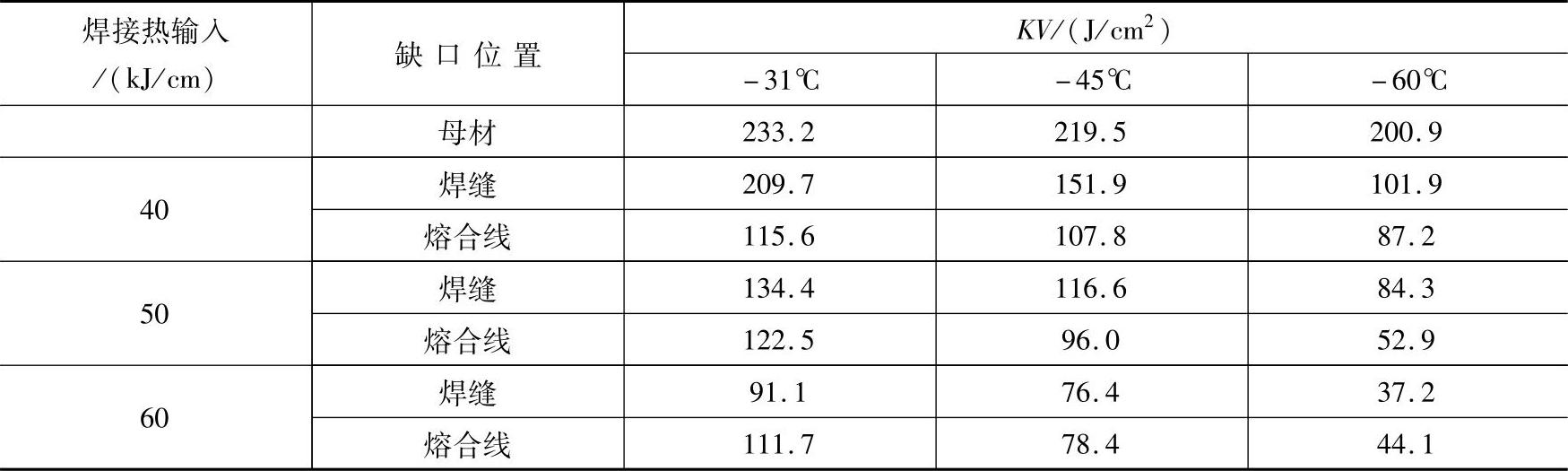
表6-83 不同热输入焊接的接头力学性能和热影响区组织

注:F—铁素体;P—珠光体;B—贝氏体。
由表6-82所列试验结果可见,当焊接热输入超过40kJ/cm时,接头的冲击韧度随热输入的增大而逐渐下降。表6-82的数据说明,当焊接热输入在20~48kJ/cm的范围内,接头的冲击韧度、硬度和金相组织均符合技术要求。如将热输入控制在20~38kJ/cm的范围内,则接头的力学性能最佳。
3.焊接工艺评定试验
在钢材焊接性试验的基础上,对球罐壳体接头在平、立、横、仰四种焊接位置进行了焊接工艺评定。评定试板按预热125℃进行焊接,焊后立即作220℃后热处理。经无损检测(RT和UT)判定合格。评定试板力学性能试验结果列于表6-84。
表6-84 焊接工艺评定试板力学性能检验结果

表载数据表明,所完成的焊接工艺评定试验结果全部符合技术要求。
4.N-TUF50钢球罐焊条电弧焊工艺
1)球罐壳体各种接头焊条电弧焊采用直径φ4mm和φ5mm的LB-62N超低氢型焊条。焊接电流种类:交流电。焊接电流范围:φ4mm焊条,平焊位置,130~160A,立、仰焊位置,100~120A;φ5mm焊条,平焊位置,180~200A,立、仰焊位置,150~170A。
2)焊前预热100~125℃,焊后立即作200~250℃后热处理。
3)允许的焊接热输入范围为20~48kJ/cm。实际控制范围20~38kJ/cm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





