【摘要】:球壳内径为10700mm,壁厚44mm,壳体材料为07MnCrMoVR低碳调质高强度钢。φ60mm×5mm接管对接缝则采用TIG焊打底,焊条电弧焊盖面,以保证根部全焊透。通过相应的焊接工艺评定试验确定,07MnCrMoVR和08MnNiCrMoVD钢接头的最低预热温度为100℃,最佳热输入为17~25kJ/cm,焊后消除应力处理的温度为550~580℃×2h。焊条型号为E6015-G,焊条直径φ3.2mm和φ4.0mm。表6-76 球罐所用钢材的化学成分和力学性能图6-54 650m3氧气球形储罐外形结构650m3球罐壳体纵环缝,根据施工条件决定采用焊条电弧焊。

1.氧气球形储罐的结构特点
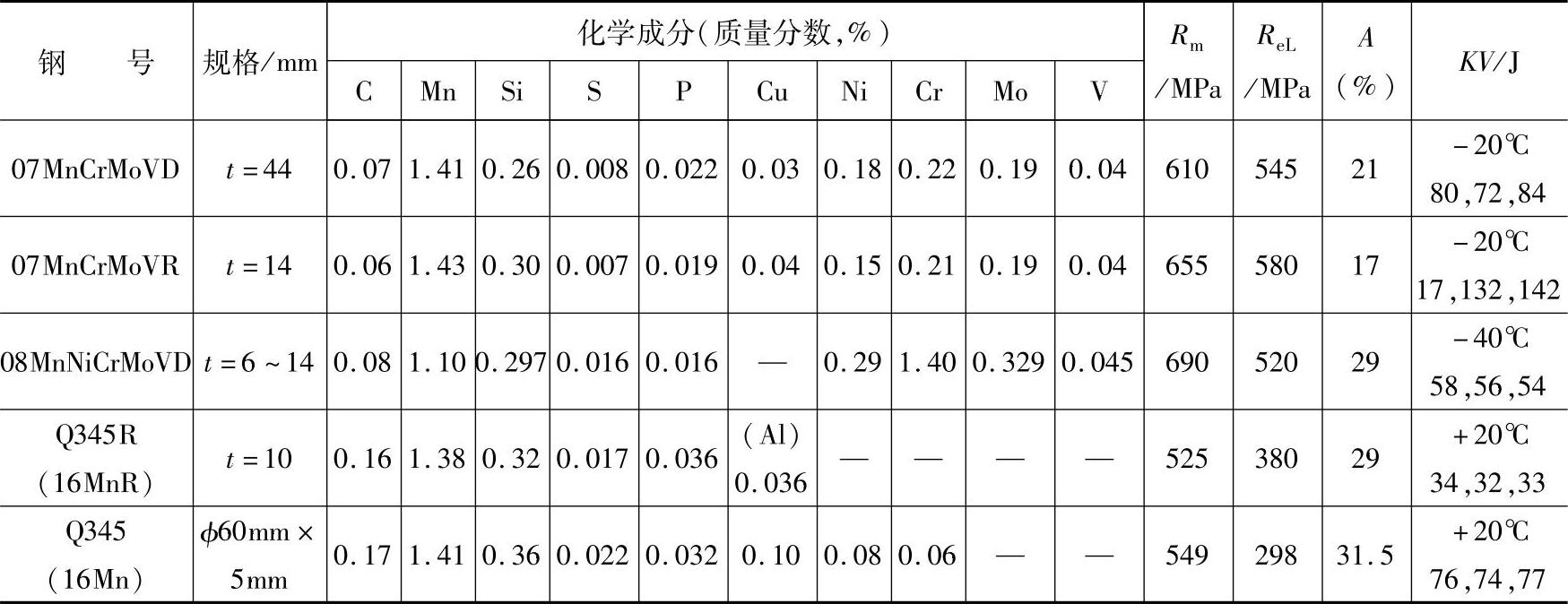
某钢厂650m3氧气球形储罐的外形结构如图6-54所示。球壳内径为10700mm,壁厚44mm,壳体材料为07MnCrMoVR低碳调质高强度钢。人孔凸缘,接管b、c、d、e及法兰采用08MnNiCrMoVD钢锻件、接管f及法兰为Q345(16Mn钢),支柱材料为Q345R(16MnR)。球罐设计压力3.06MPa,最高工作压力2.9MPa,工作温度-19~50℃,总重138t。所用钢材的化学成分和力学性能列于表6-76。
2.焊接参数的确定
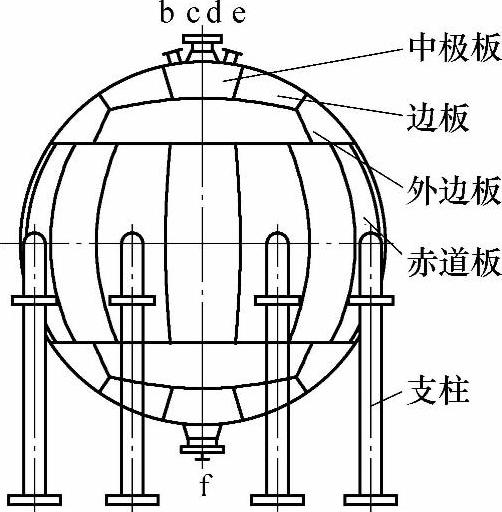
图6-54 650m3氧气球形储罐外形结构
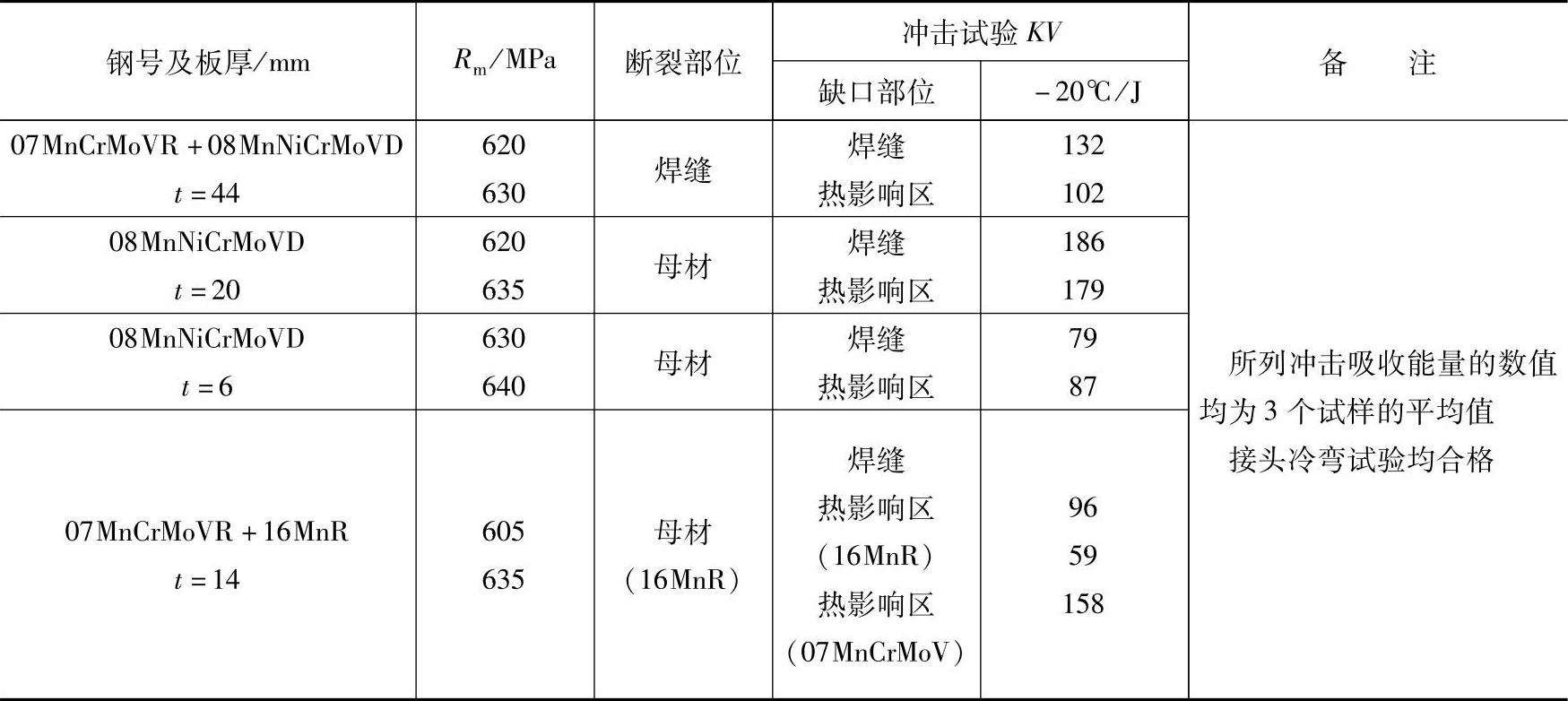
650m3球罐壳体纵环缝,根据施工条件决定采用焊条电弧焊。φ60mm×5mm接管对接缝则采用TIG焊打底,焊条电弧焊盖面,以保证根部全焊透。通过相应的焊接工艺评定试验确定,07MnCrMoVR和08MnNiCrMoVD钢接头的最低预热温度为100℃,最佳热输入为17~25kJ/cm,焊后消除应力处理的温度为550~580℃×2h。焊条型号为E6015-G,焊条直径φ3.2mm和φ4.0mm。不同板厚各种坡口形式的焊接参数列于表6-77。接头的力学性能试验结果列于表6-78。
表6-76 球罐所用钢材的化学成分和力学性能
 (www.daowen.com)
(www.daowen.com)
表6-77 球罐各种接头的焊接参数
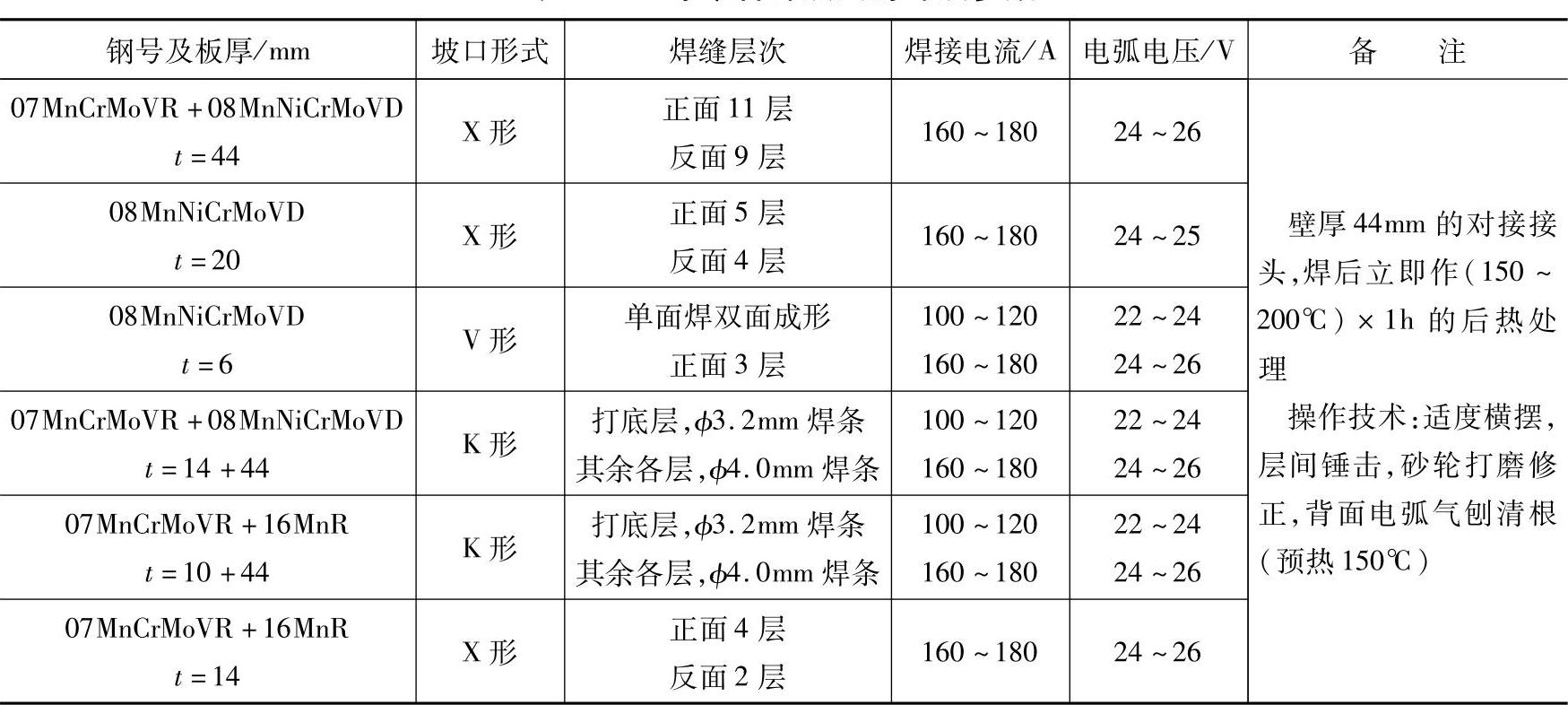
表6-78 焊接接头力学性能试验结果
3.球罐的焊接
球罐壳体各种焊接接头按表6-77所列的焊接参数进行焊接。其中X形和K形坡口双面焊接头均由2名焊工对称施焊。所有接头经外观检查和无损检测,结果均符合产品技术要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





