1.压水管道的结构特点
某水电站压水管道采用日产WT-62CF低碳调质高强度钢,壁厚44mm,内径Di=2200mm,总长3057m,每段钢管由钢板卷焊而成。在钢管预制车间组焊成6m长筒节后运往工地组装,共计386条环缝。压水管道安装在倾斜度约20°的山坡上。施工环境气温为-6~20℃,平均风速为12m/s。焊接方法选用焊条电弧焊,国产焊条商品牌号为CHE62CFLH低氢型焊条。WT-62CF钢板和焊条熔敷金属的化学成分和力学性能分别列于表6-74和表6-75。
表6-74 钢板和焊条熔敷金属化学成分

表6-75 钢板和焊条熔敷金属力学性能

2.焊接工艺方案(www.daowen.com)
WT-62CF低碳调质高强度钢因碳含量不大于0.10%(质量分数),合金总含量近2.0%(质量分数),具有较高的抗冷裂性能,低温冲击韧度优异。斜Y形坡口对接裂纹试验结果表明,厚50mm钢板室温焊接未发现裂纹。根据焊接工艺评定试验结果确定,对接接头预热和层间温度为50℃,焊后250℃×1h后热。接头的力学性能均符合要求。
3.焊接参数的确定
通过焊制图6-53所示的模拟环,以确定现场安装焊接适用的焊接参数。模拟环的尺寸为Di=2200mm,壁厚44mm,由两段500mm长的模拟环对接。模拟环在海拔4200m的工地上焊接,环境温度为7℃,相对湿度为57%,风速16m/s。为防止风吹力的影响,焊接在临时搭建的帐篷内进行。模拟环焊前将坡口两侧各200mm范围内预热至50℃,焊接过程中保持该预热温度。焊接位置:全位置,由两名焊工各焊180°周长。不同焊接位置的焊接参数如下:5~7点钟位置,焊接电流130~150A;3~5和7~9点钟位置,焊接电流120~140A;1~3点钟和9~12点钟位置,焊接电流130~160A。采用短弧焊,电弧电压18~21V,直流反接,焊接速度110~150mm/min。各层均以窄焊道操作方法焊接。焊后立即进行250℃×1h后热处理。焊缝经100%超声波检测未发现不容许的焊接缺陷。按上述焊接参数,焊接压水管道产品焊缝,无损检测结果全部合格。
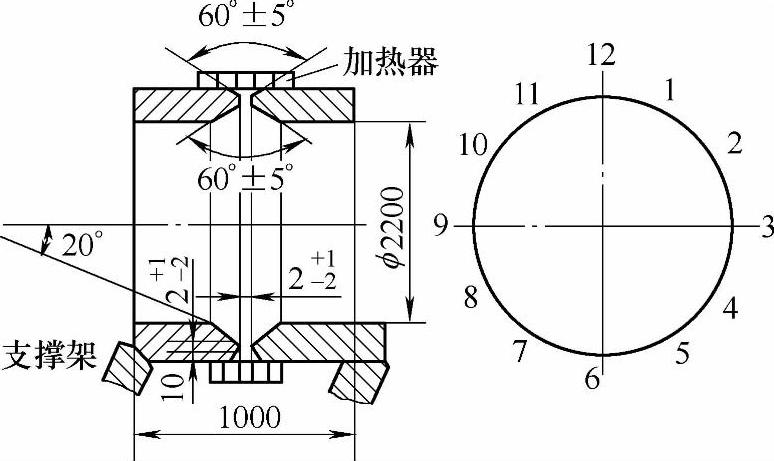
图6-53 模拟环外形尺寸和坡口形状
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



