低合金结构钢焊条电弧焊目前已成为一种成熟的焊接工艺,不仅已成功用于一般钢结构,而且也普遍用于锅炉压力容器等重要焊接结构。为保证这些部件焊接接头的质量,要求严格按相应的焊接工艺规程进行焊接。以下列举各种低合金结构钢制锅炉、压力容器焊接接头典型的焊条电弧焊焊接工艺规程,以资参考。
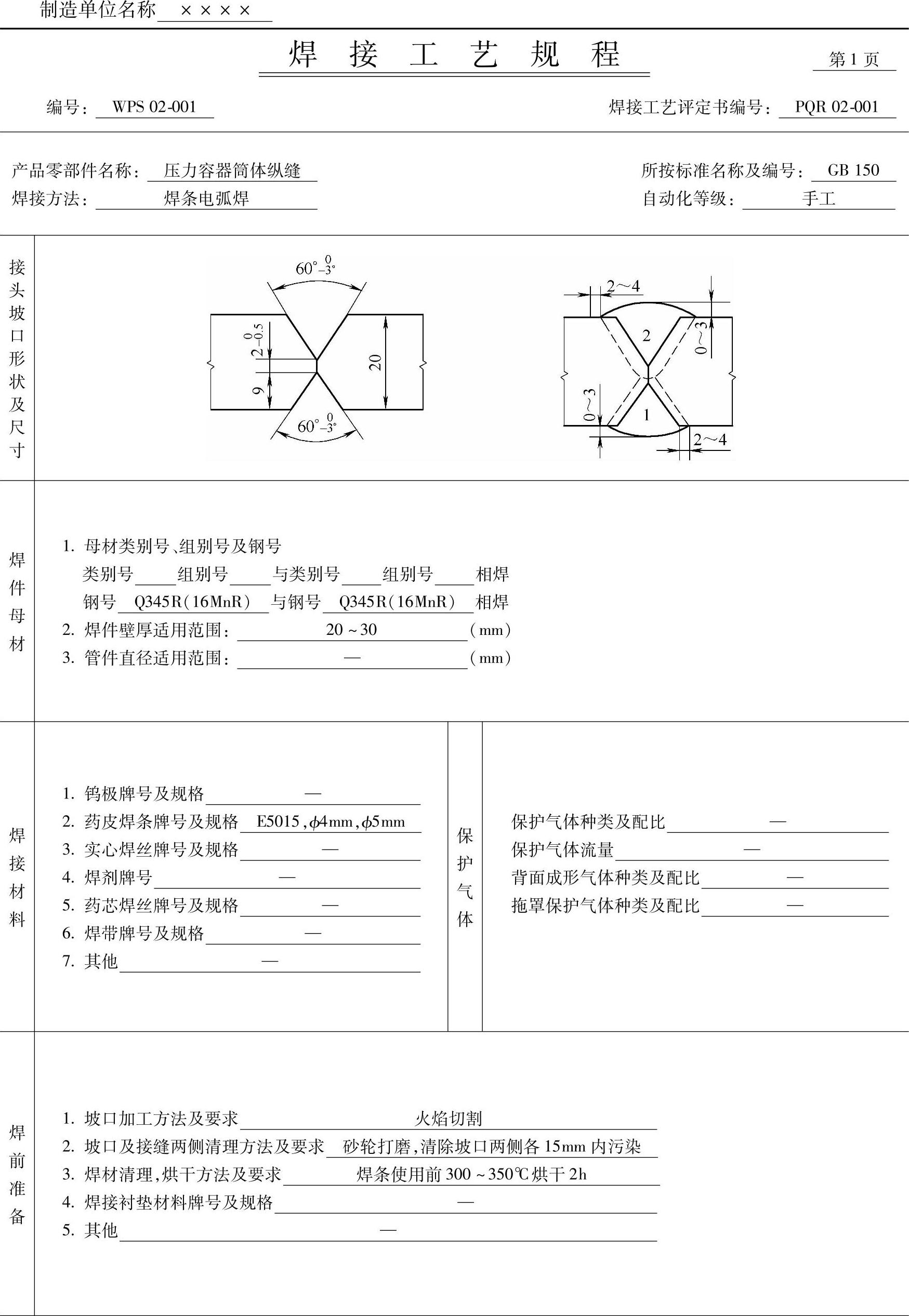
1)Q345R(16MnR)低合金钢压力容器筒体纵缝对接接头焊条电弧焊焊接工艺规程详见表6-65。
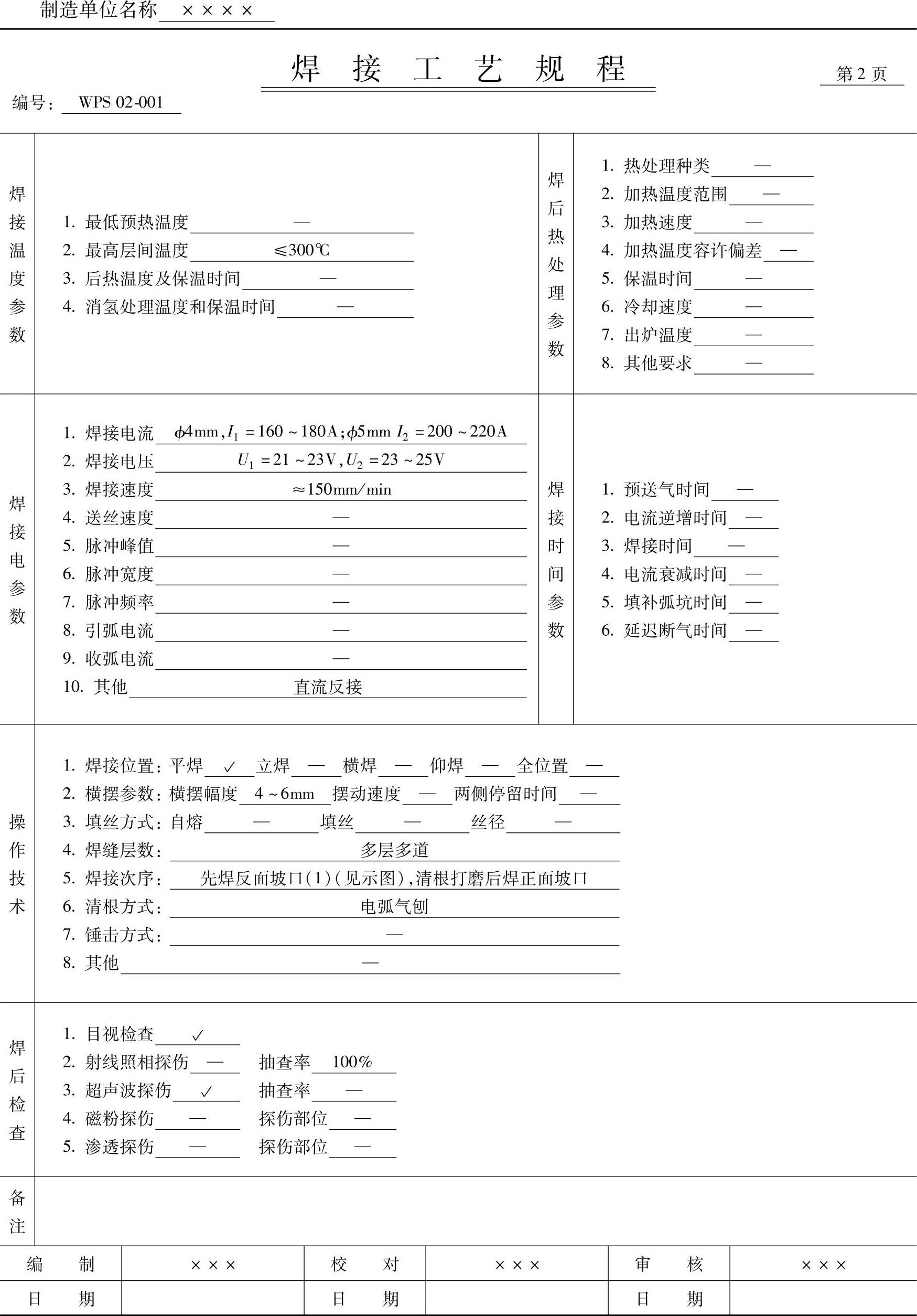
表6-65 Q345R(16MnR)钢压力容器筒体纵缝对接接头焊条电弧焊焊接工艺规程
(续)
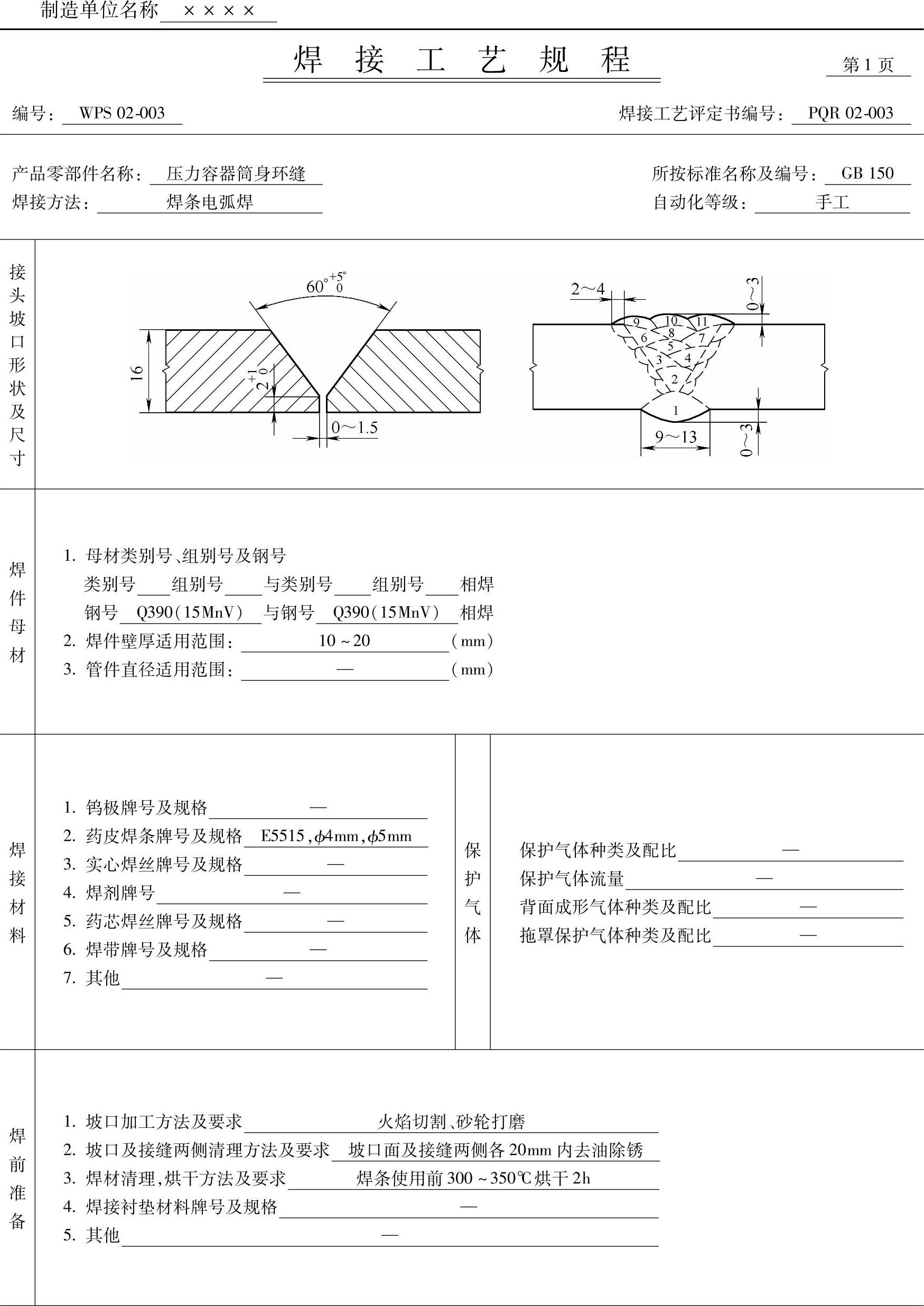
2)Q390(15MnV)钢制压力容器筒身环缝焊条电弧焊焊接工艺规程列于表6-66。
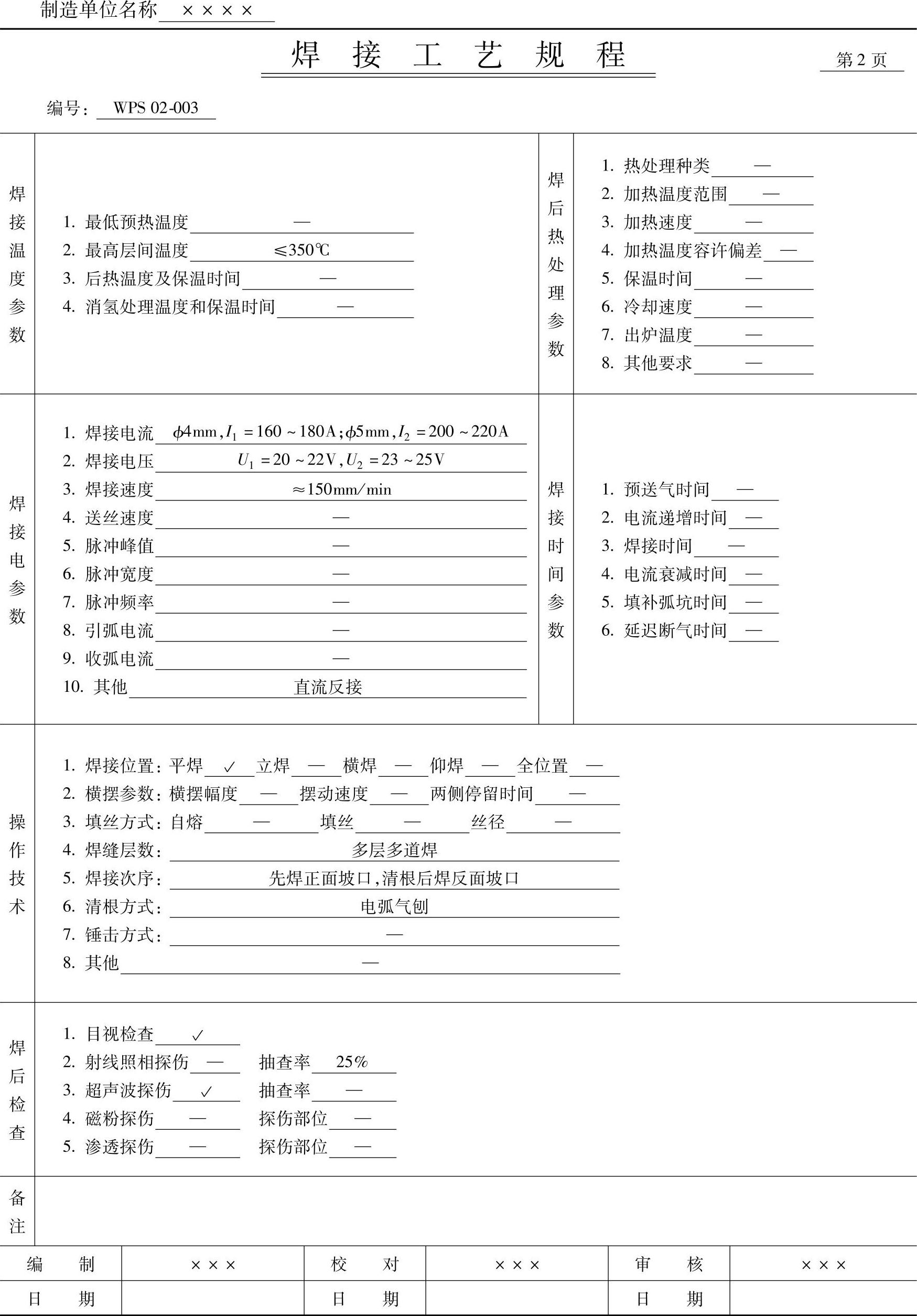
表6-66 Q390(15MnV)钢压力容器筒身环缝焊条电弧焊焊接工艺规程
(续)
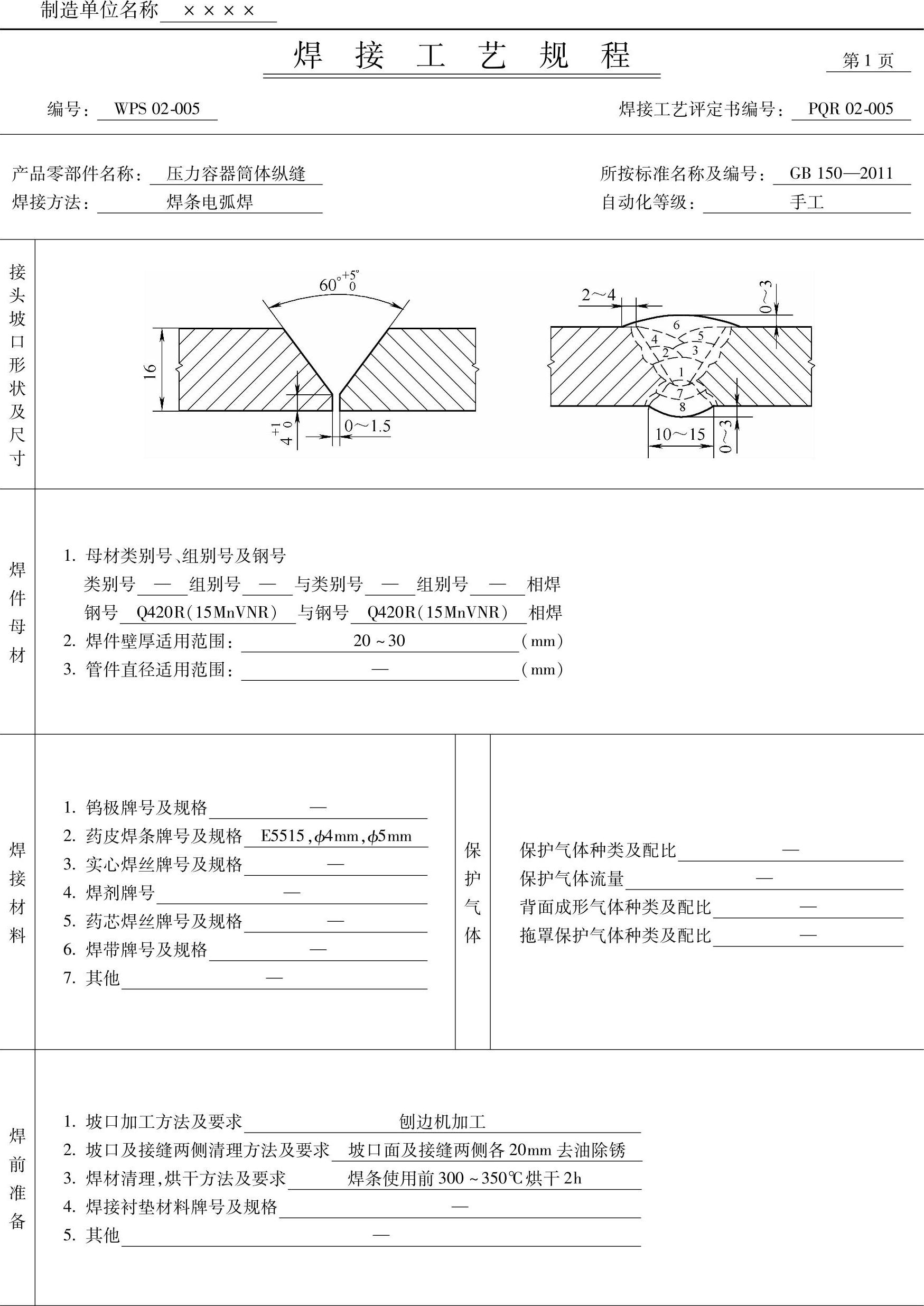
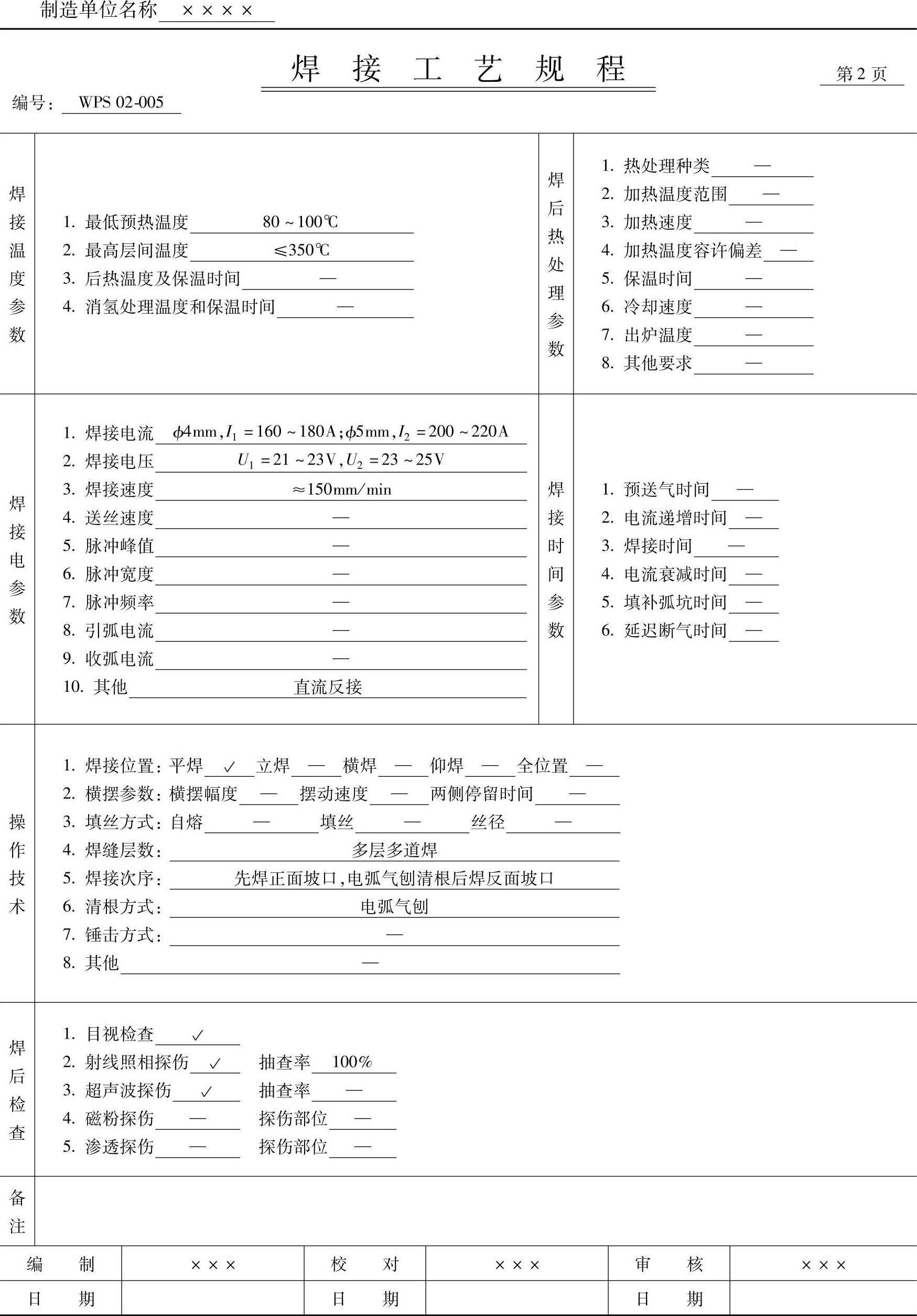
3)Q420R(15MnVNR)钢压力容器筒体纵缝焊条电弧焊焊接工艺规程见表6-67。
表6-67 Q420R(15MnVNR)钢压力容器筒体纵缝焊条电弧焊焊接工艺规程
(续)
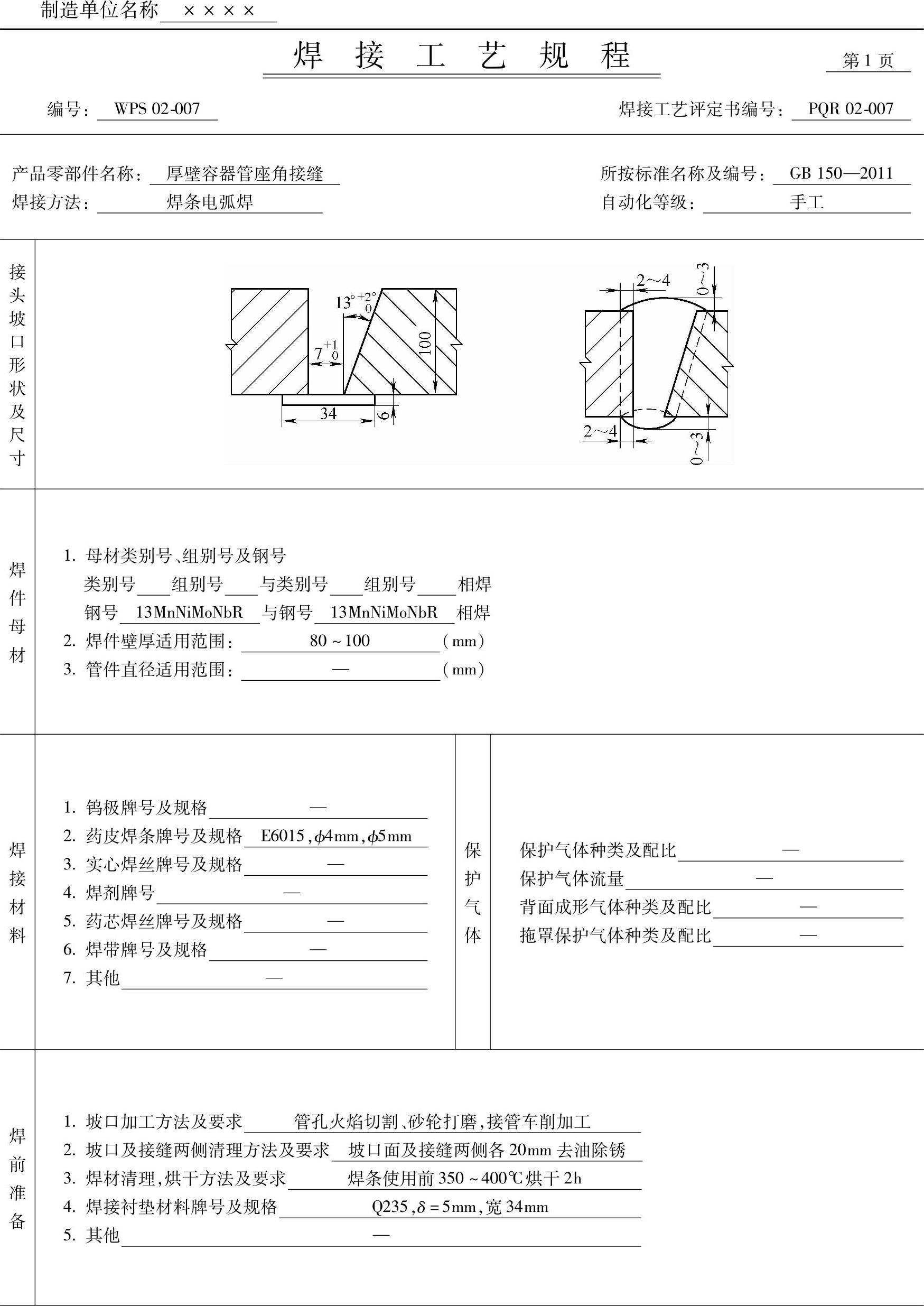
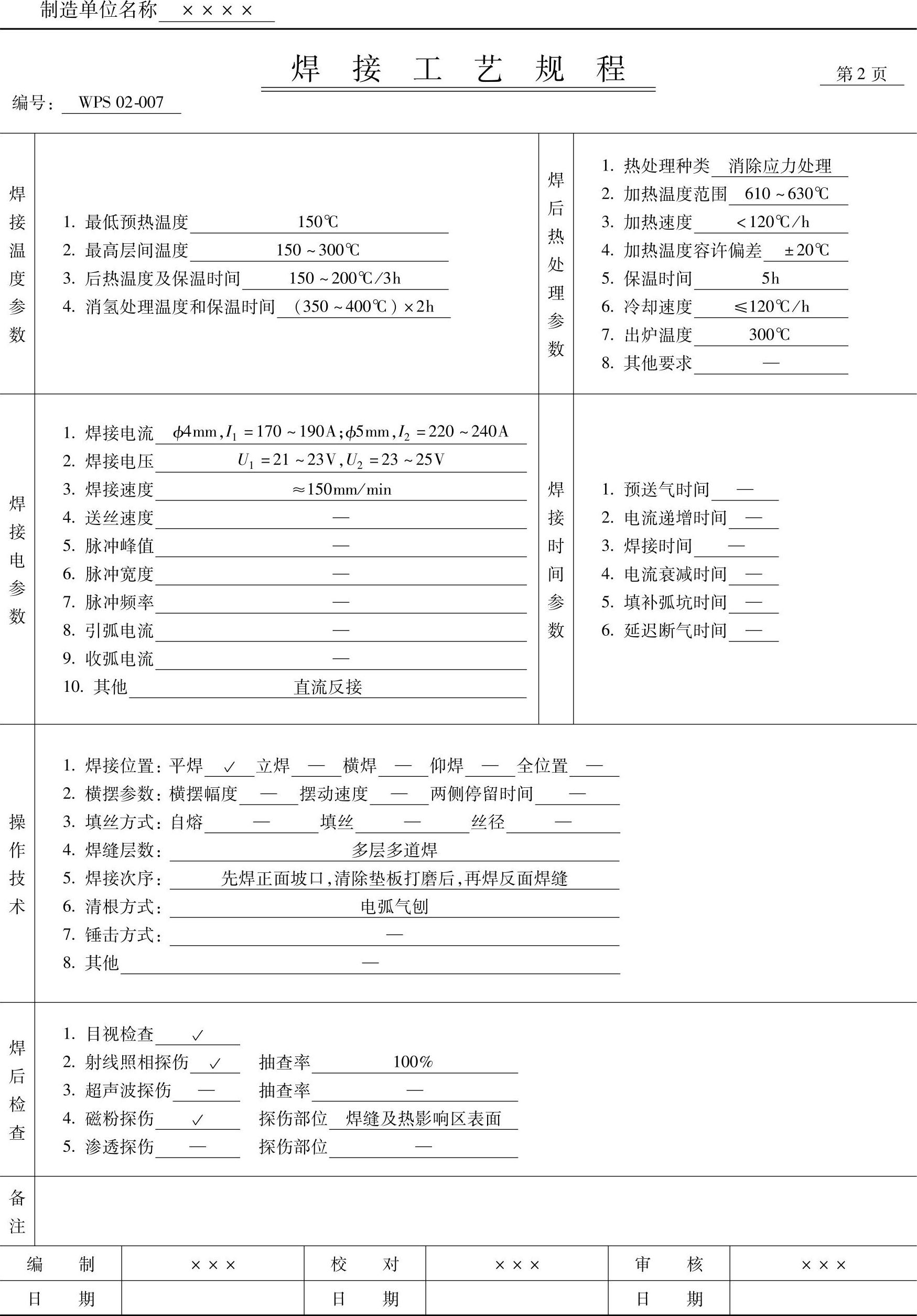
4)13MnNiMoNbR钢厚壁容器大直径管座角焊缝焊条电弧焊焊接工艺规程详见表6-68。
表6-68 13MnNiMoNbR钢厚壁容器大直径管座角接缝焊条电弧焊工艺规程
(续)
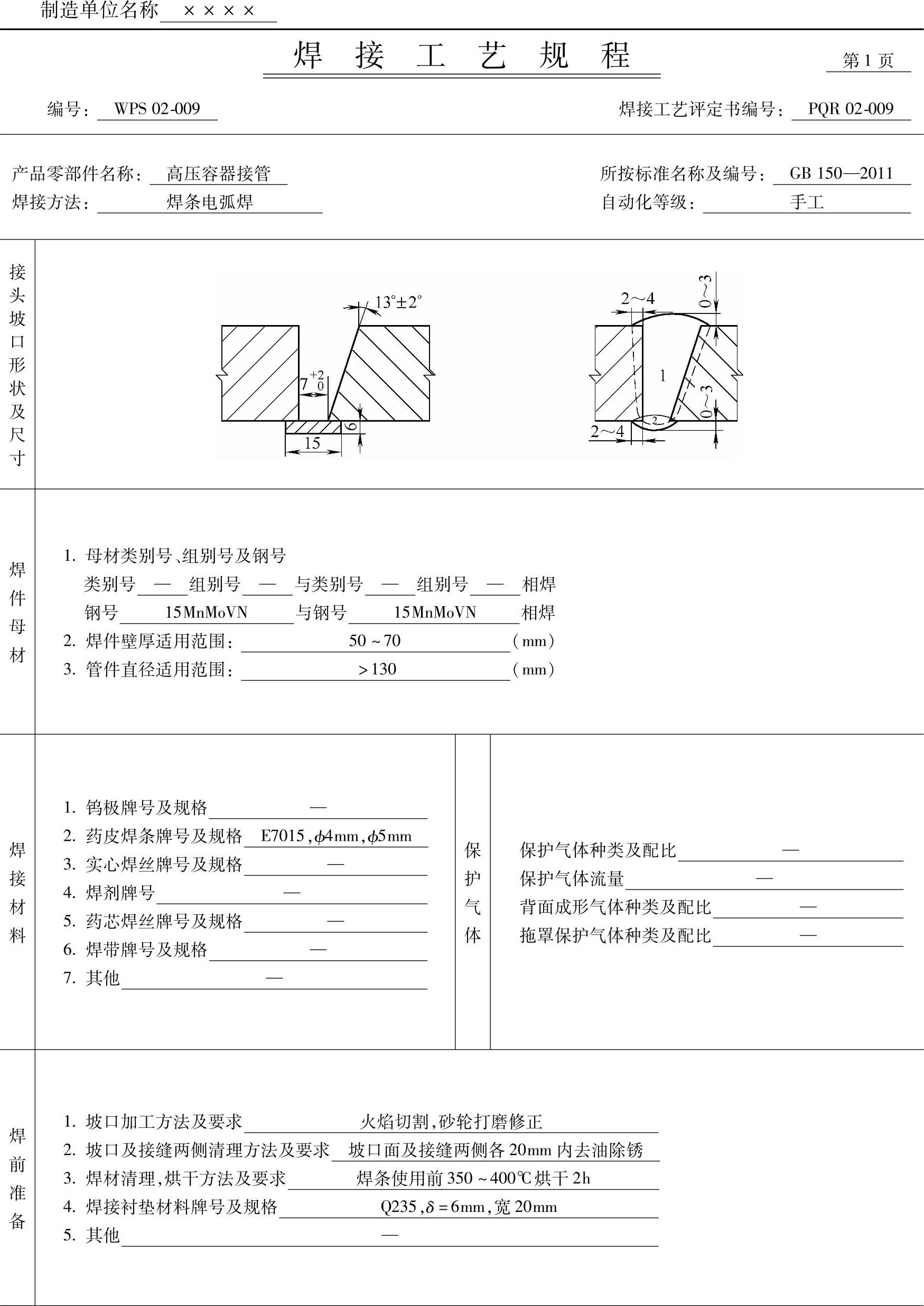
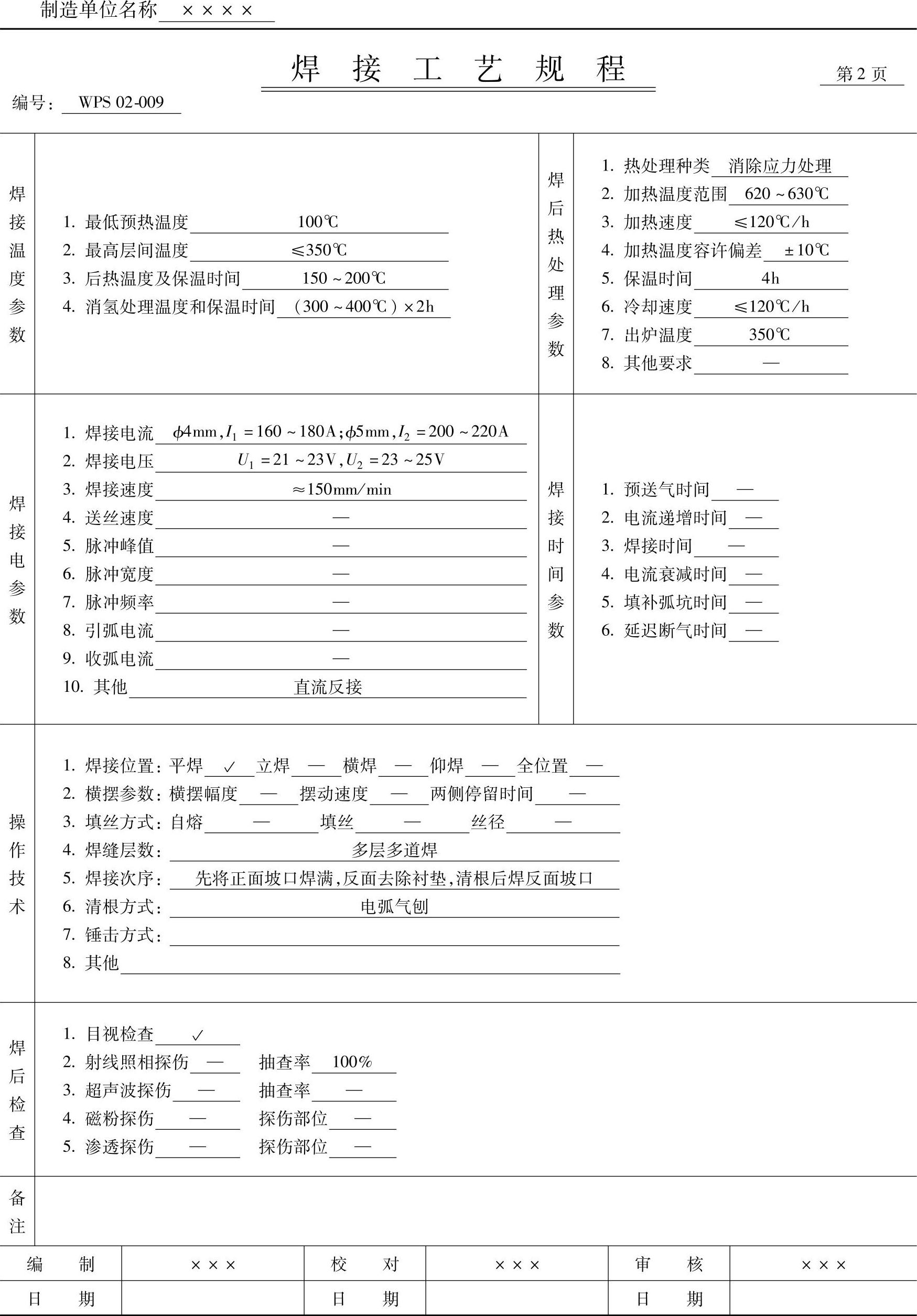
5)15MnMoVN低合金高强度调质钢高压容器接管焊缝焊条电弧焊焊接工艺规程列于表6-69。
表6-69 15MnMoVN高强度调质钢高压容器接管焊缝焊条电弧焊焊接工艺规程
 (www.daowen.com)
(www.daowen.com)
(续)
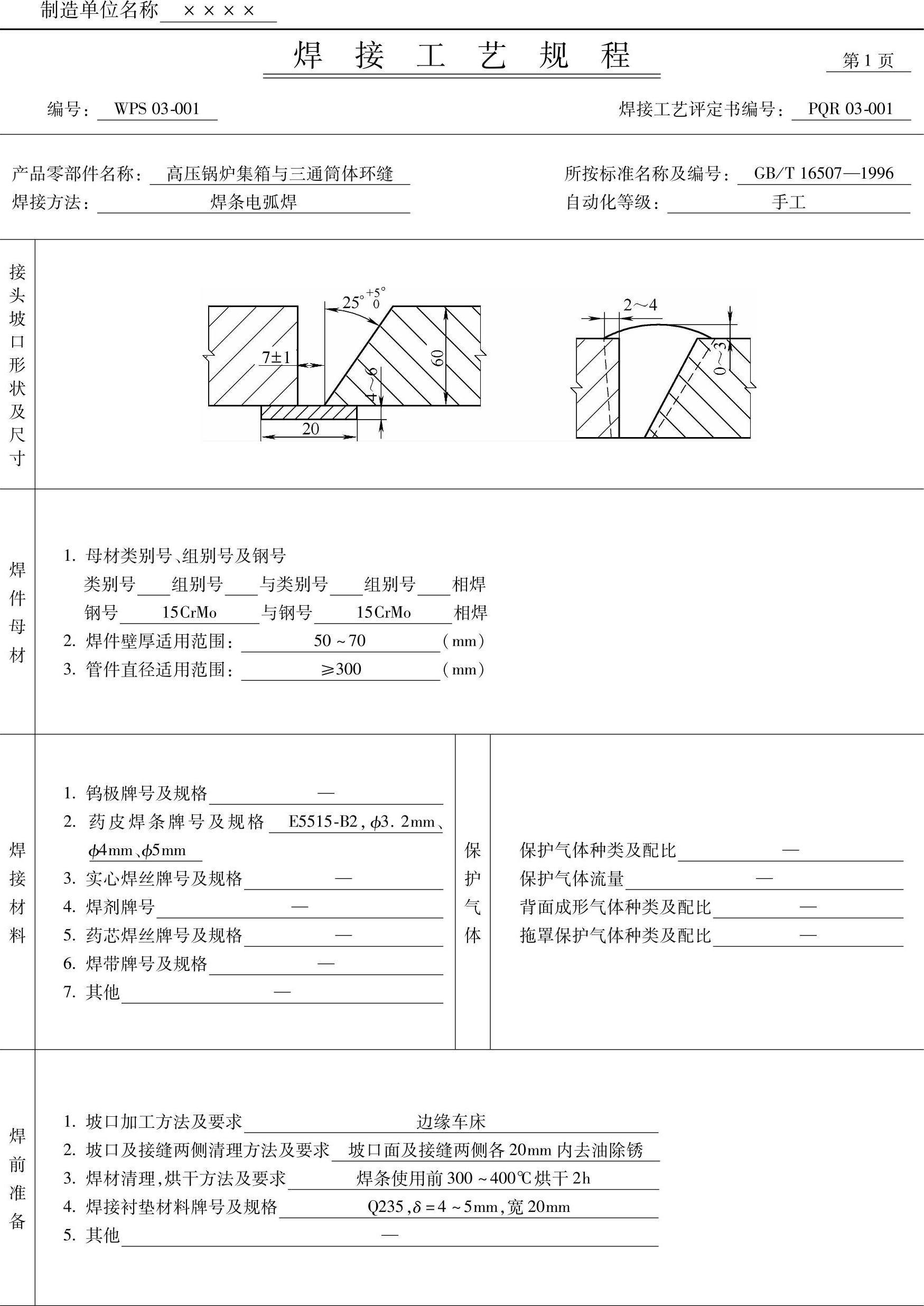
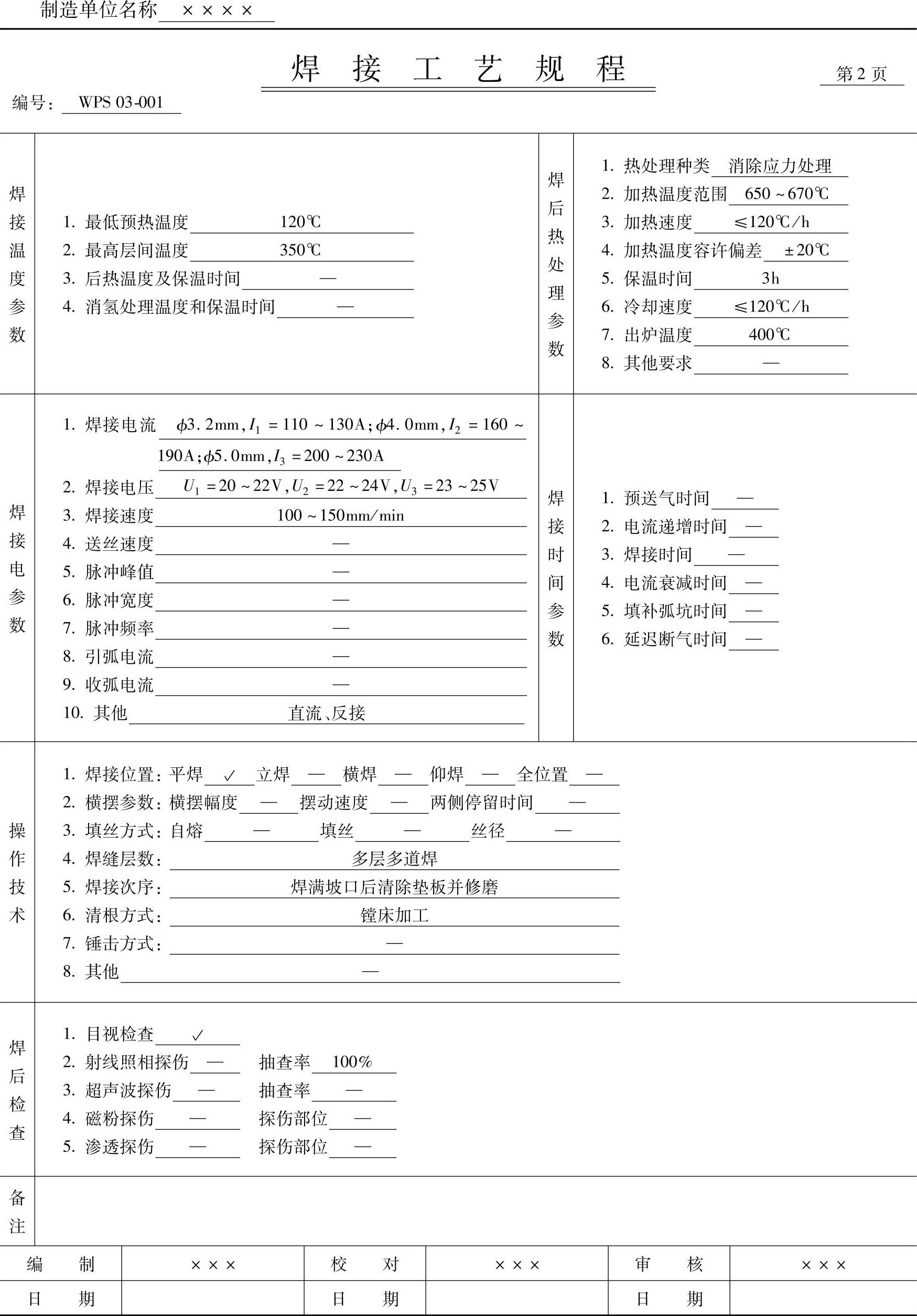
6)15CrMo低合金耐热钢锅炉集箱与三通筒体环缝焊条电弧焊焊接工艺规程列于表6-70。
表6-70 15CrMo钢锅炉集箱与三通筒体环缝焊条电弧焊焊接工艺规程
(续)
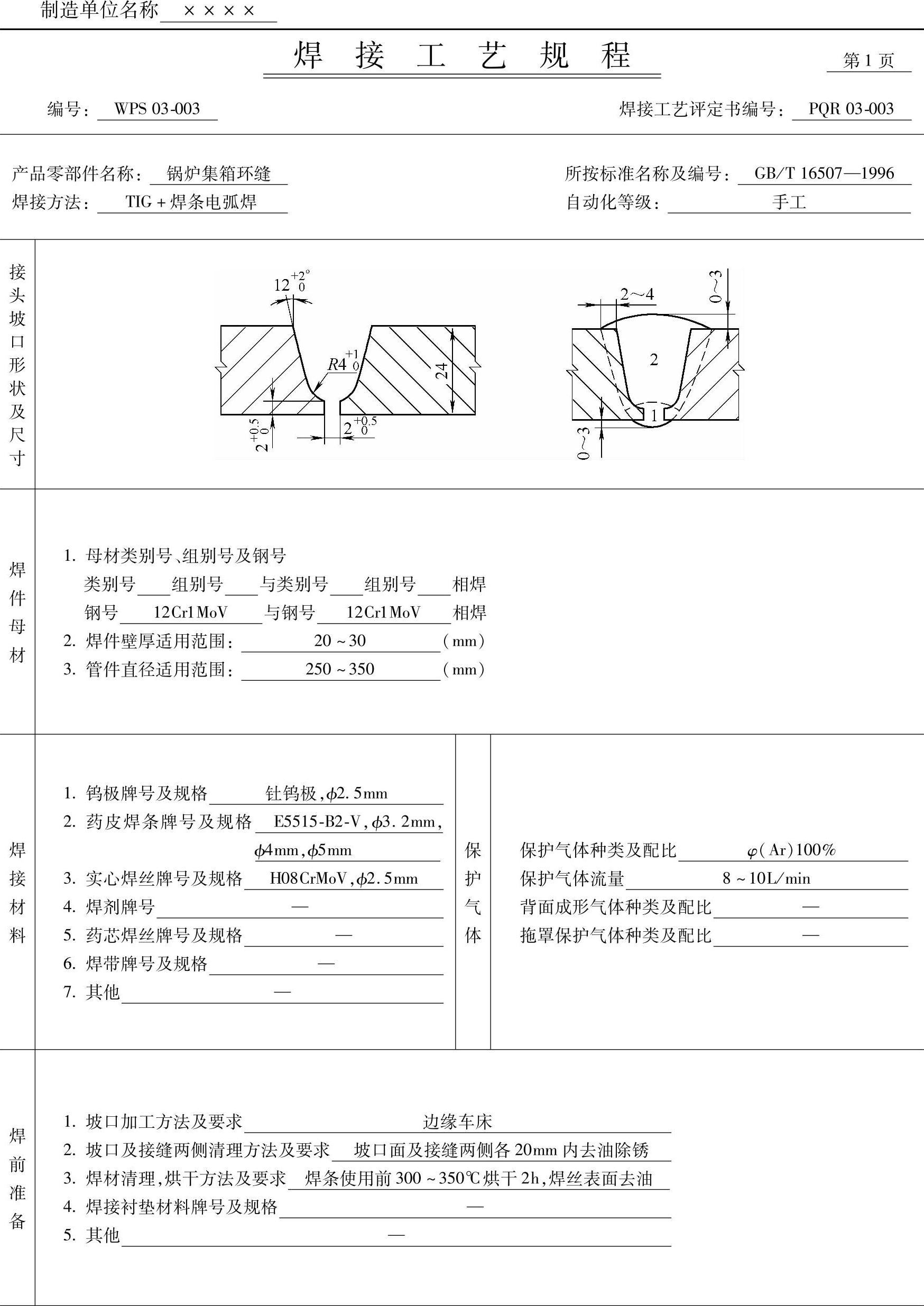
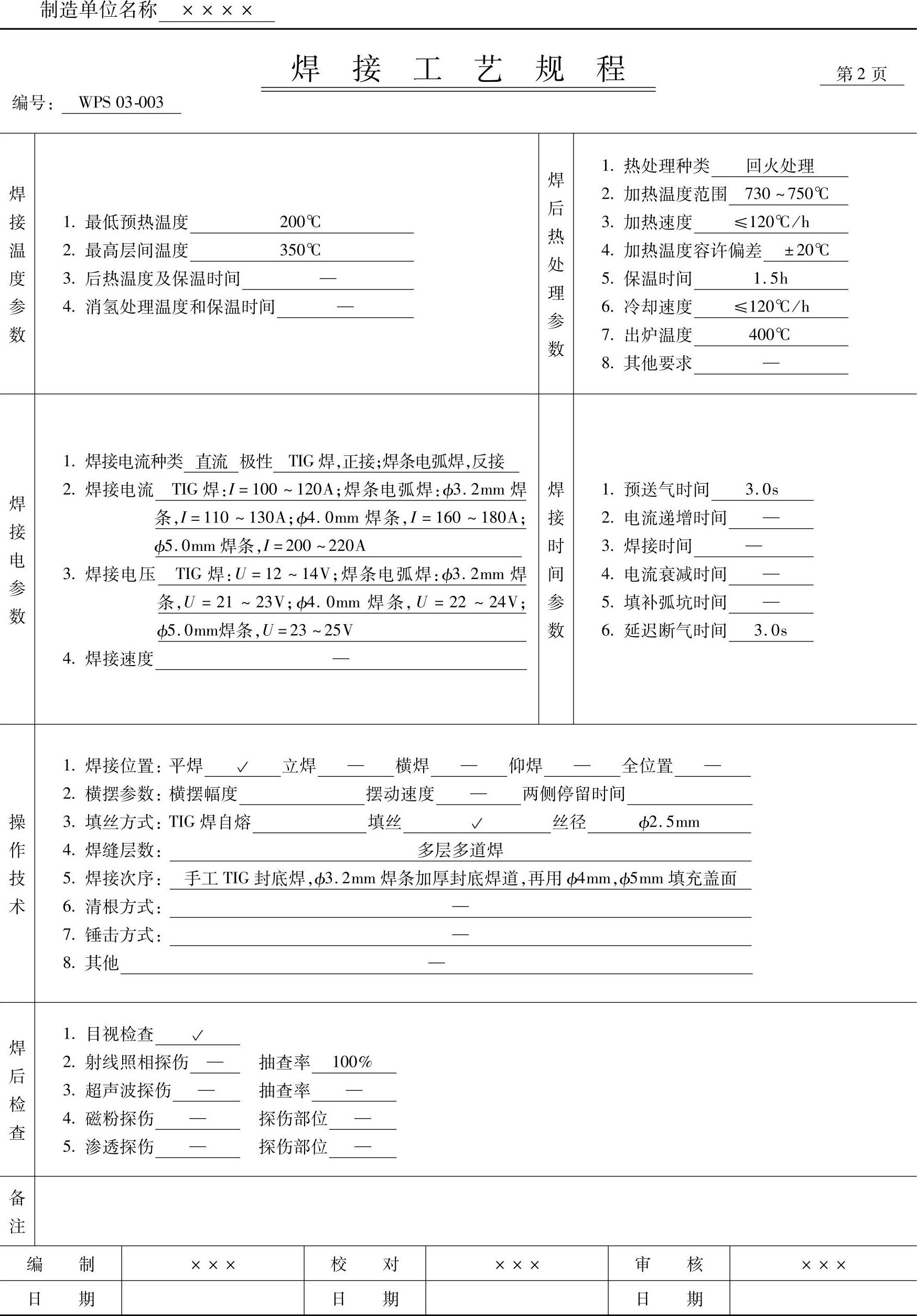
7)12Cr1MoV耐热钢锅炉集箱环缝手工TIG焊+焊条电弧焊焊接工艺规程见表6-71。
表6-71 12Cr1MoV钢锅炉集箱环缝手工TIG焊+焊条电弧焊焊接工艺规程
(续)
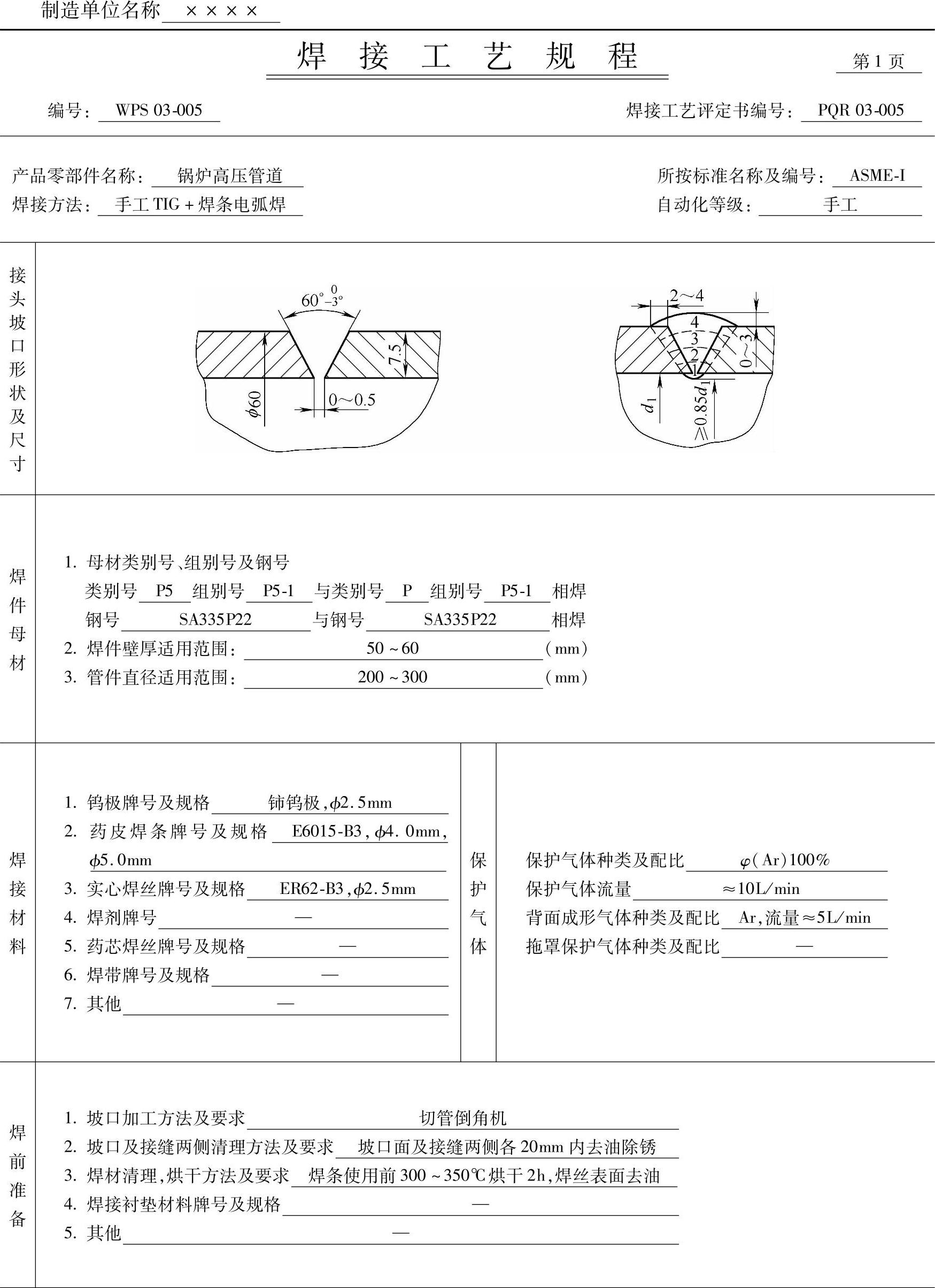
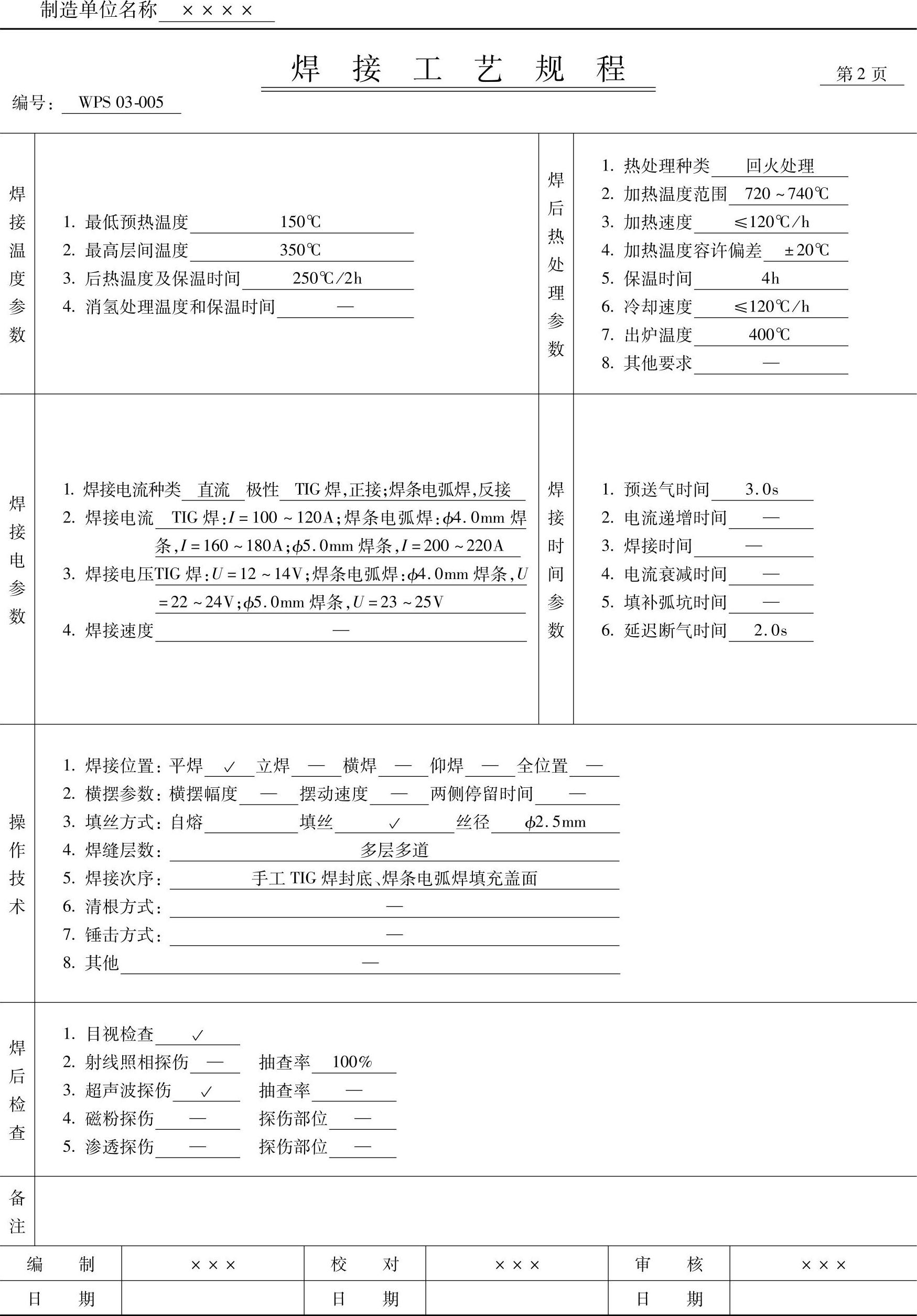
8)SA335P22(12Cr2Mo)耐热钢厚壁管道环缝对接手工TIG+焊条电弧焊焊接工艺规程列于表6-72。
表6-72 SA335P22耐热钢厚壁管道环缝对接手工TIG焊+焊条电弧焊焊接工艺规程
(续)
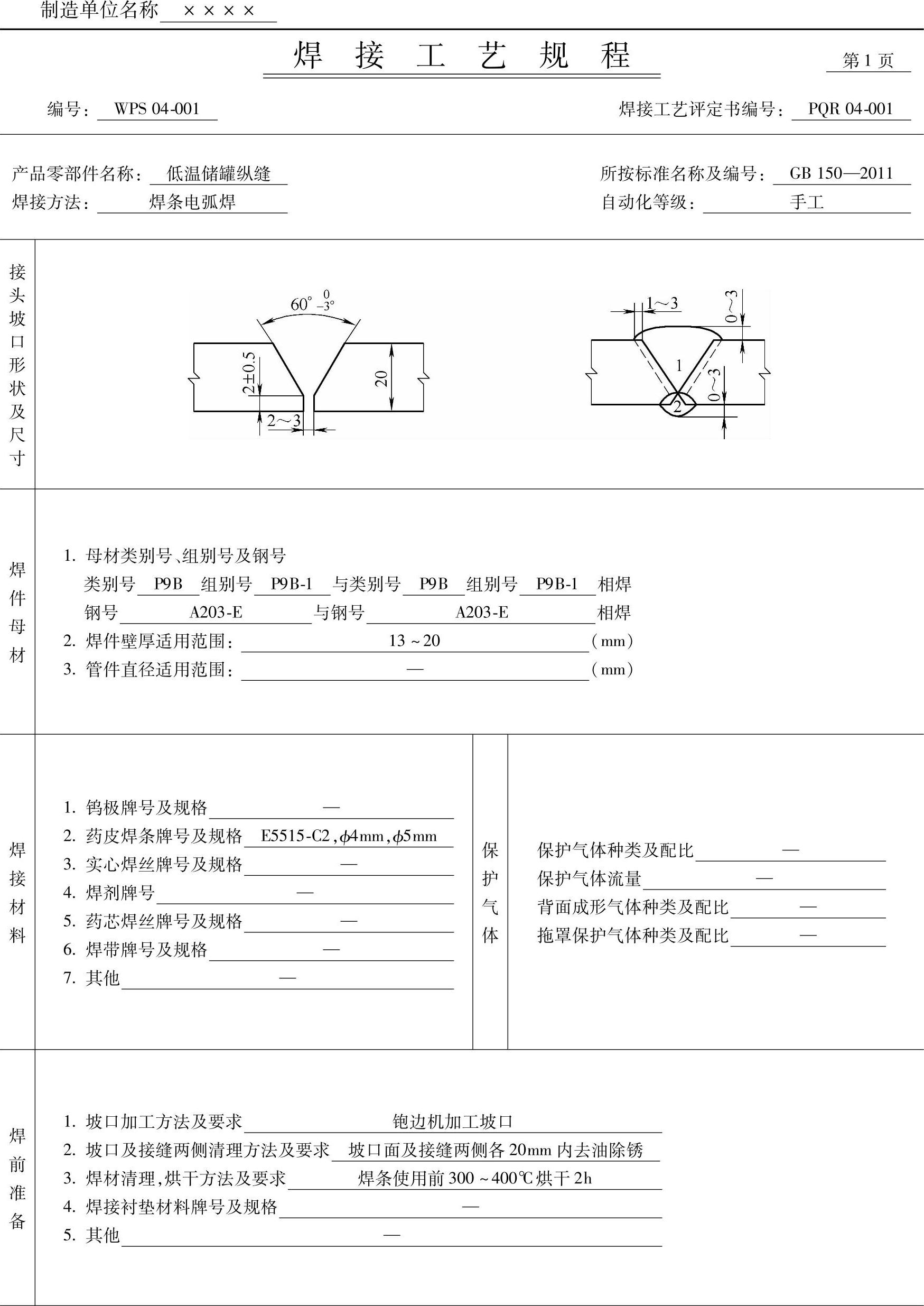
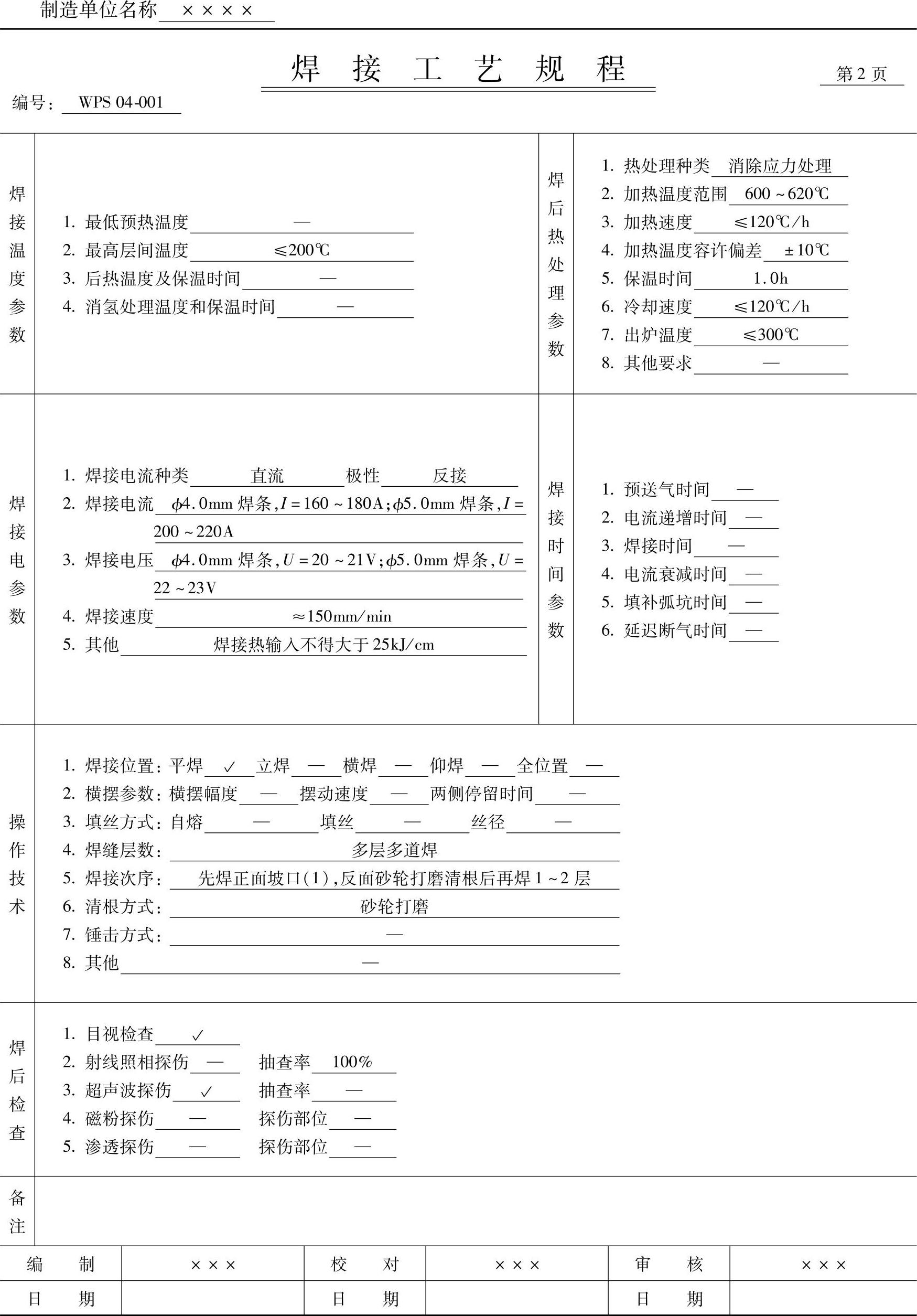
9)3.5Ni低温钢储罐纵缝焊条电弧焊焊接工艺规程列于表6-73。
表6-73 3.5Ni低温钢储罐纵缝焊条电弧焊焊接工艺规程
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






