在低合金钢焊接接头中,冷裂纹是一种最危险的缺陷,它是焊接接头冷却到100℃以下温度出现的一种裂纹,通常在焊接结束后经过一段时间才出现,具有延迟的特性。冷裂纹的形成,除了存在淬硬组织外,与氢向热影响区的扩散和聚集有关,因此也称为氢致裂纹。冷裂纹大部分在焊接接头的热影响区内产生,当焊缝金属强度高于母材时,冷裂纹也可能在焊缝金属内形成。冷裂纹的分布可能平行于焊缝轴线,称为纵向裂纹;也可能垂直于焊缝轴线分布,称为横向裂纹。焊接接头中冷裂纹的分布形式如图6-34所示。促使低合金钢焊接接头冷裂纹形成的因素是多方面的,主要是淬硬组织、氢的富集和拘束应力三要素共同作用的结果。图6-35示出一种典型的热影响区冷裂纹的形貌。
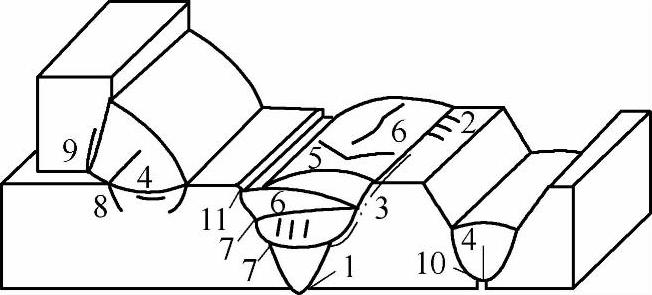
图6-34 焊接接头中冷裂纹的分布形式
1—焊道下冷裂纹 2—热影响区横向冷裂纹 3—热影响区纵向裂纹 4—焊缝根部冷裂纹 5—焊缝金属横向裂纹 6—焊缝金属纵向冷裂纹 7—焊趾冷裂纹 8、9、10—热影响区焊缝根部裂纹 11—热影响区焊趾冷裂纹
对于特定的钢种,冷裂纹可能是淬硬现象为主因的淬火裂纹。对于某些焊接接头,冷裂纹也可能是高拘束度和缺口应力集中引起的撕裂。
低合金钢焊接冷裂纹的敏感性,可利用式(6-17)冷裂纹指数计算公式作出粗略的估算:

式(6-17)既考虑到了各种合金元素对钢材淬硬度的影响,也顾及了接头的拘束度(K)和氢含量(H)的作用。
式(6-17)中合金元素含量的适用范围如下: ;
; ;
; ;
; 0.50%;
0.50%; ;
; ,
, ;
; 。(www.daowen.com)
。(www.daowen.com)
接头的拘束度与板厚、接头形式及焊缝长度有关。最常见的对接接头拘束度可利用图6-36所示的线图,按板厚和焊缝形式求得。
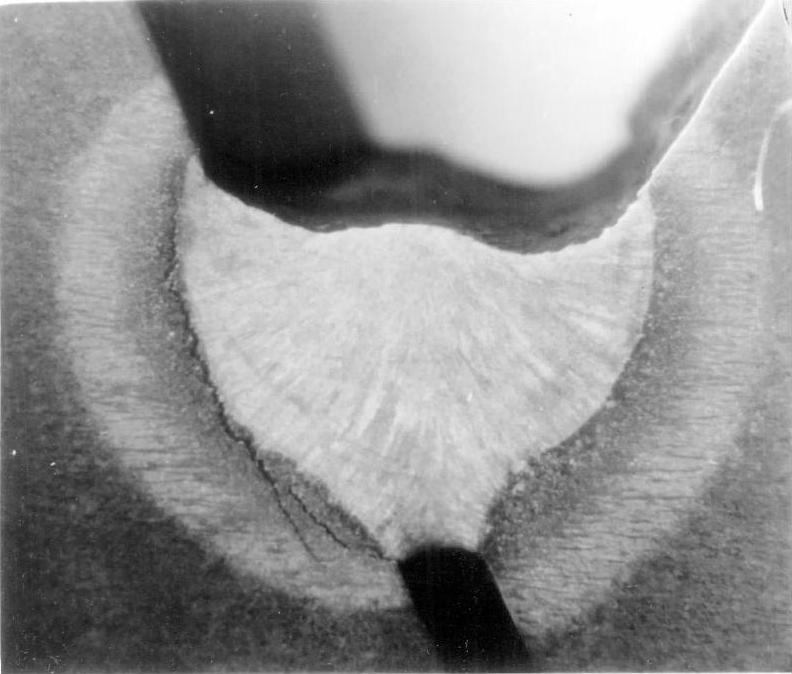
图6-35 低合金钢焊接接头热影响区冷裂纹的典型形貌
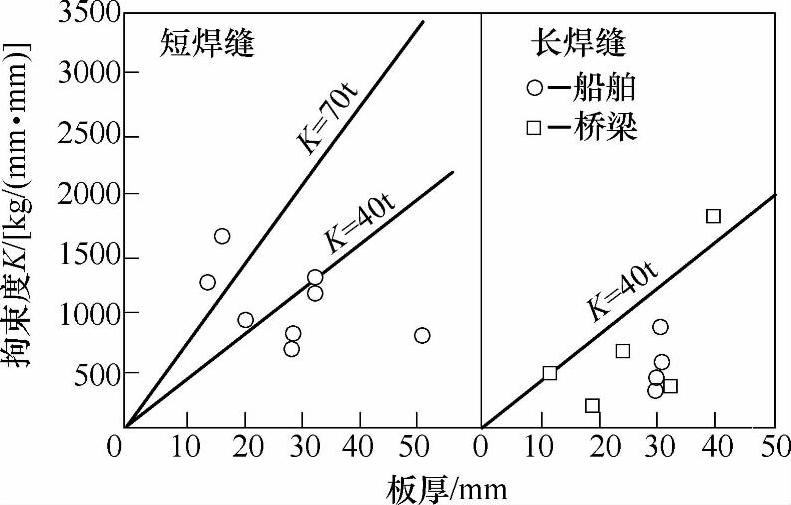
图6-36 对接接头的拘束度与板厚的关系
冷裂纹指数Pc与焊件预热温度T之间的关系如下:
T=1440Pc-392(6-18)
如已知焊件接头的Pc值,就可简便地算出防止冷裂纹形成的预热温度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






