焊接热循环与热处理的温度-时间过程相似,由加热、保温、冷却三个阶段组成。图6-21示出加热到不同峰值温度的焊接热循环曲线与各种热处理曲线的比较。从中不难看出,焊接热循环具有下列明显的特点:
1)加热速度相当高,一般在2~3s之内就能将被焊钢材加热到熔化温度。
2)高温区停留时间相当短,弧焊时热影响区在1000℃以上高温停留的时间最多也只有2~3s,而常规热处理的保温时间至少为30min。
3)冷却速度非常快,对钢材组织转变起决定性作用的是800~500℃温度区间的冷却时间。从图6-21所示的焊条电弧焊热循环曲线可知,此时间极短。
图6-20 片状马氏体的典型形貌
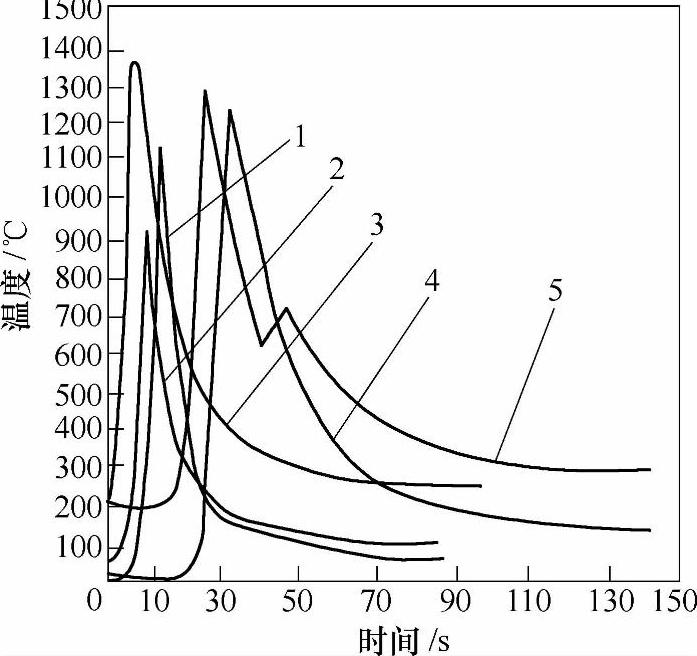
图6-21 焊条电弧焊热循环曲线
1—T0=13℃,I=100A,U=24V,v=100mm/min
2—T0=57℃,I=158A,U=24V,v=156mm/min
3—T0=18℃,I=122A,U=30V,v=152mm/min
4—T0=18℃,I=280A,U=30V,v=143mm/min
5—T0=200℃,I=122A,U=36V,v=152mm/min
焊接区各点热循环曲线的形状,主要决定于该点输入热量和输出热量之间的动平衡。该点的热状态取决于其相对于热源的位置,热源的能量,被焊金属的热导率和比热容,焊件的起始温度,焊件的形状、尺寸以及接头的形式等。
在焊接热循环的基本参数中,对接头力学性能影响最大的参数是峰值温度和冷却速度。后者也可以用800~500℃的冷却时间来表征。这些参数可以通过实测或计算来确定。
1.焊接热输入的计算
在熔焊方法中,焊接热输入是计算峰值温度和冷却速度的基本参量,其计算公式如下:

式中 E——热输入(J/mm);
u——电弧电压(V);
I——焊接电流(A);
v——焊接速度(mm/s)。
实际传递给焊件的热输入E′是总热输入的一部分,需考虑热效率系数η。焊条电弧焊的热效率系数为0.9。
2.峰值温度的计算
在焊接热影响区内,离熔合线距离为y的任意点的峰值温度Tp可按式(6-5)计算:

式中 Tp——峰值温度(℃);
Tm——母材的熔点(℃);
T0——母材的初始温度(℃);
ρ——母材的密度,对于钢为7.8×10-6kg/mm3;
c——比热容[J/(g·℃)],对于钢为0.67J/(g·℃);
δ——母材的厚度(mm);
y——所计算点离熔合线的距离(mm);
E′——有效热输入(J/mm)。
计算实例:设δ=12mm,Tm=1510℃,T0=25℃,E′=2000J/mm,则y=1.0mm时,Tp=1270℃,y=5mm时,Tp=820℃;y=10mm时,Tp=570℃。
3.冷却速度和冷却时间t8/5的计算
焊缝中心和热影响区各点,在任一温度下的冷却速度,可按式(6-6)计算:
对于16mm以下的薄板:

式中 λ——热导率[W/(m·℃)];
Ti——需计算冷却速度点的温度(℃)。
对于25mm以上的厚板:
ω=2πλ(Ti-T0)2/E′(6-7)
计算实例:求3mm薄板对接接头的冷却速度。
设E′=800J/mm,λ=0.028W/(mm·℃),ρc=0.004J/(mm3·℃),代入式(6-6),求得550℃温度下的冷却速度为1.6℃/s。
求25mm厚对接接头的冷却速度,原始条件同上。代入式(6-7),求得550℃下的冷却速度为61℃/s。
接头热影响区自800℃到500℃的冷却时间t8/5,对于薄板,即对于二维传热条件,如图6-22a所示,可按式(6-8)计算:
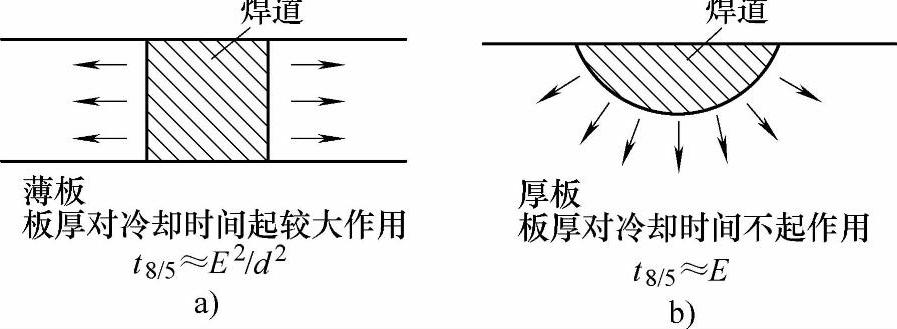
图6-22 焊接接头热传导方式
a)二维热传导 b)三维热传导(https://www.daowen.com)

式中 δ——板厚(mm);
λ——热导率[W/(m·℃)];
ρ——密度(g/cm3);
c——比热容(J/g·℃);
t8/5——自800℃冷却到500℃的冷却时间(s);
T0——母材的初始温度(℃);
E′——有效热输入(J/mm)。
对于厚板,即对于三维传热条件,如图6-22b所示,t8/5的计算公式为:

t8/5冷却时间也可按简化的公式计算:对于薄板:

式中 φ2——焊缝成形系数(有关数据见表6-42);
η——热效率系数(焊条电弧焊为0.9);
δ——板厚(cm)。
对于厚板:

式中 φ3——焊缝成形系数(有关数据见表6-42);
E——热输入(J/cm);
δ——板厚(cm)。
上述计算公式可采用系数K1、K2进一步简化。因为在T0给定的情况下,计算式中有两项可合并为一个常数。表6-43列出在不同的起始温度下K常数的计算值。这样,t8/5冷却时间只与热输入、焊缝成形系数和板厚有关。
表6-42 焊缝成形系数
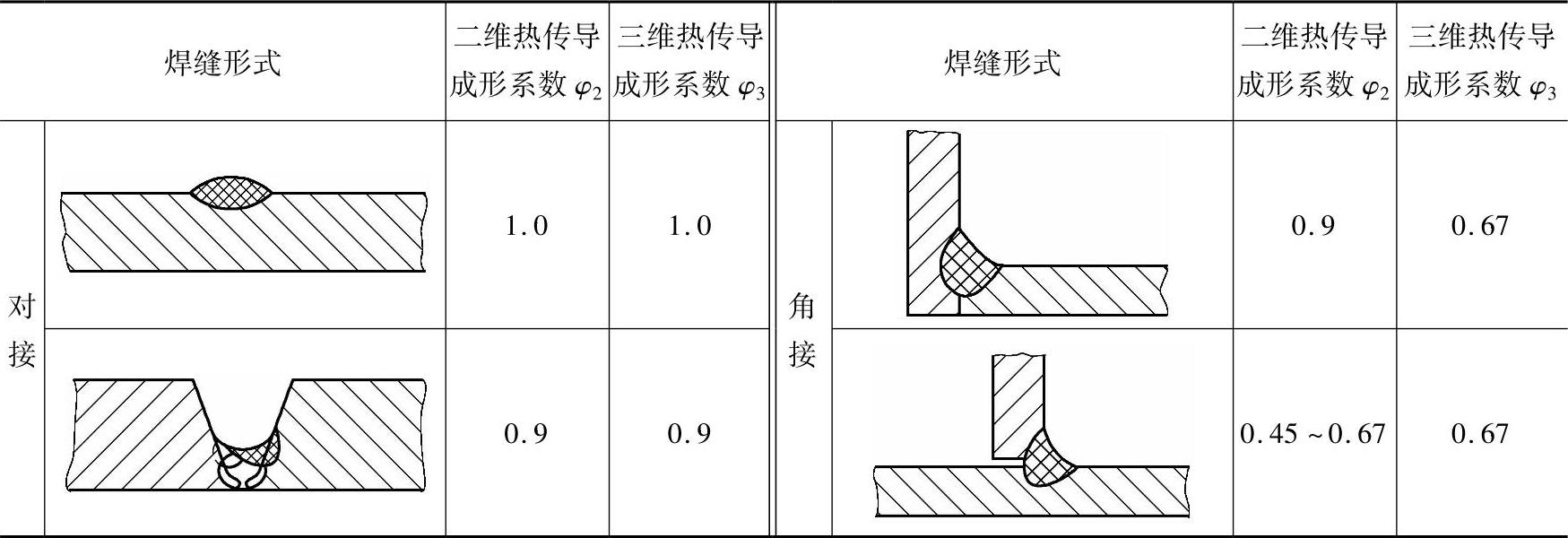
表6-43 不同起始温度下的常数K1、K2值
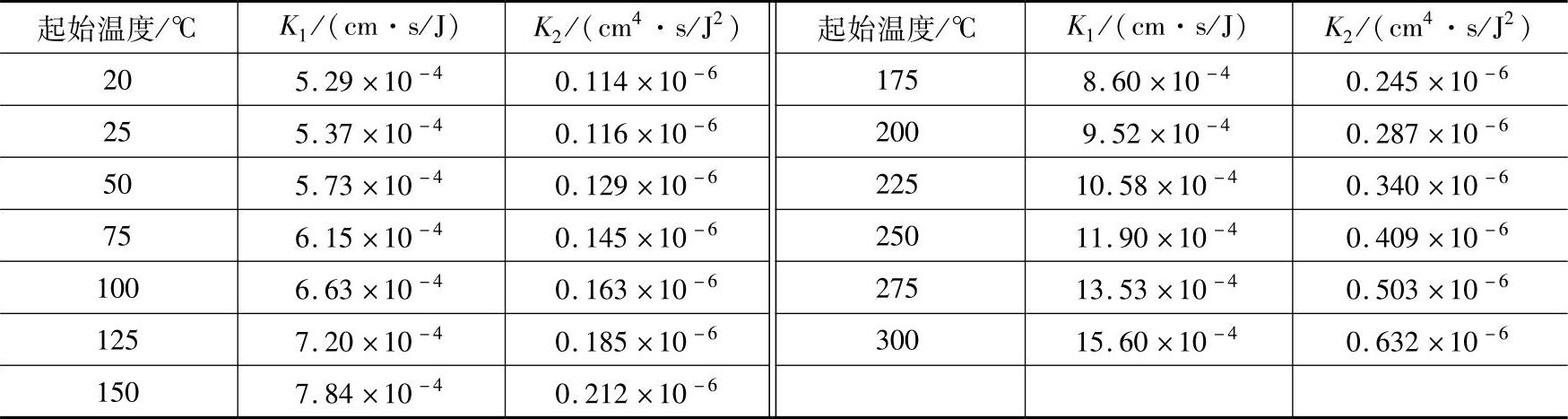
注: ;
; ;T0为起始温度。
;T0为起始温度。
为更便捷地求解冷却时间t8/5,设计了适用于各种焊接方法的冷却时间列线图,如图6-23所示。若已知板厚、焊件预热温度、焊接热输入等原始条件,即可从列线图中查得冷却时间t8/5。
4.焊接热影响区的组织变化
根据上述焊接热循环的特点,可以认为,焊接热影响区的组织变化要比普通热处理过程的组织变化复杂得多。首先,焊接时的加热速度大大高于热处理的加热速度,促使钢的临界转变点Ac1和Ac3温度比平衡状态有所提高;其次是毗邻熔合线的区域,峰值温度大大高于1100℃,导致奥氏体晶粒迅速长大,但因高温停留时间短促,使奥氏体的均匀化和碳化物的溶解过程进行得很不完全。焊条电弧焊时,热影响区的冷却速度可达到钢淬火时的冷却速度,从而使低合金钢焊接热影响区的组织转变大多在马氏体或贝氏体区进行,并最终形成对冷裂纹敏感的淬硬组织。
低合金钢熔焊接头在焊接热循环的作用下,将会形成各具特征的不同区域。按照其所达到的最高温度,可将接头划分成图6-24所示的特征区。这些特征区的定义及简要说明列于表6-44。
具有淬硬倾向的低合金钢,其粗晶区、正火区和不完全正火区均将形成淬硬组织而成为淬火区。接头各区将发生以下组织变化。
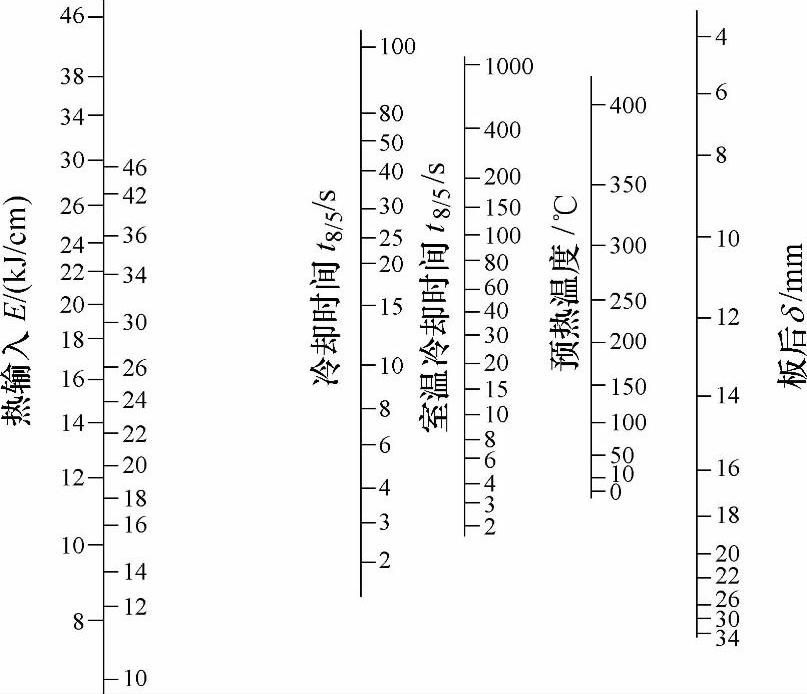
图6-23 焊条电弧焊热影响区冷却时间t8/5列线图
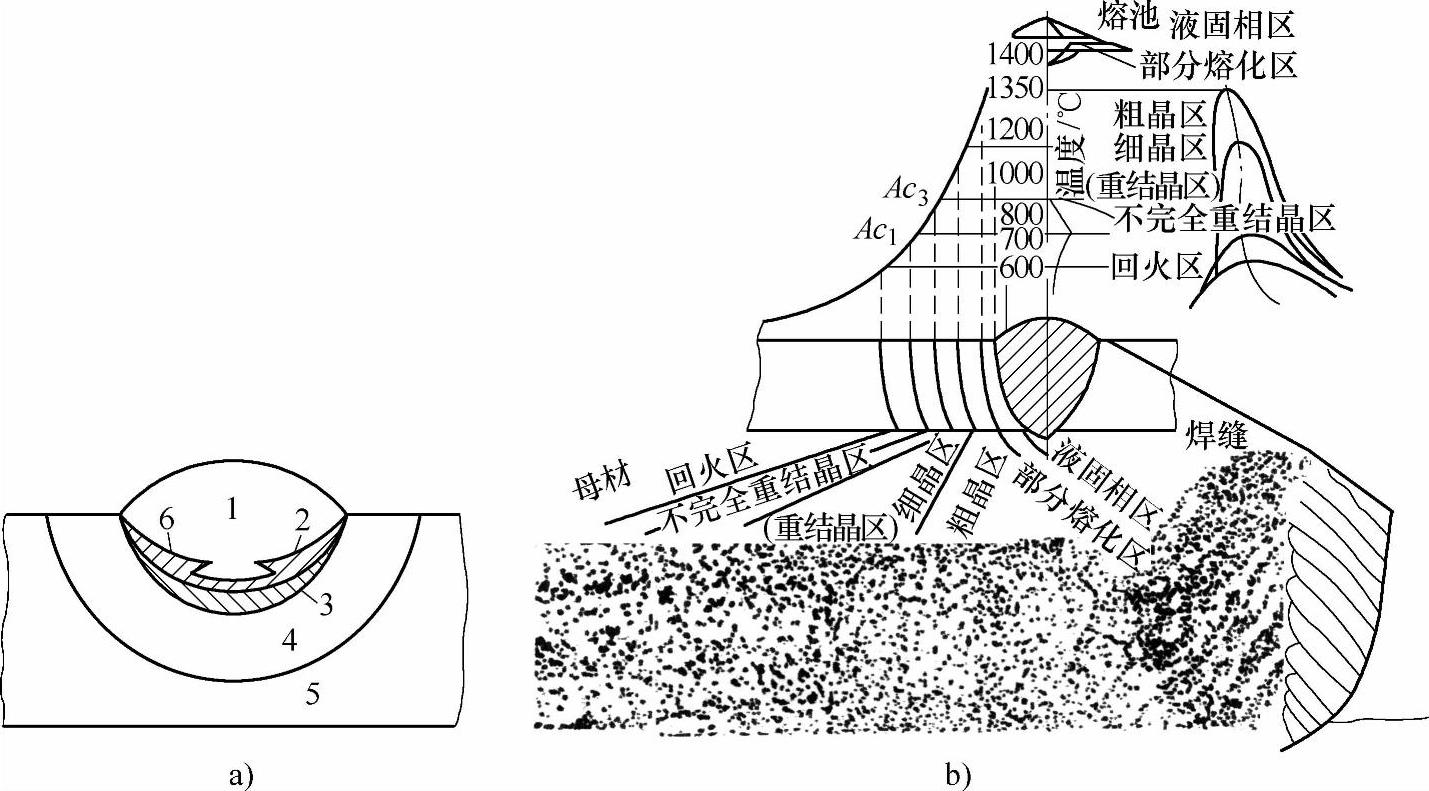
图6-24 低合金钢熔焊接头的各特征区
a)沿焊缝轴向分布 1—混合区 2—液固相区 3—部分熔化区 4—热影响区 5—母材 6—熔合线 b)沿焊缝横向分布
表6-44 低合金钢熔焊接头各特征区的定义
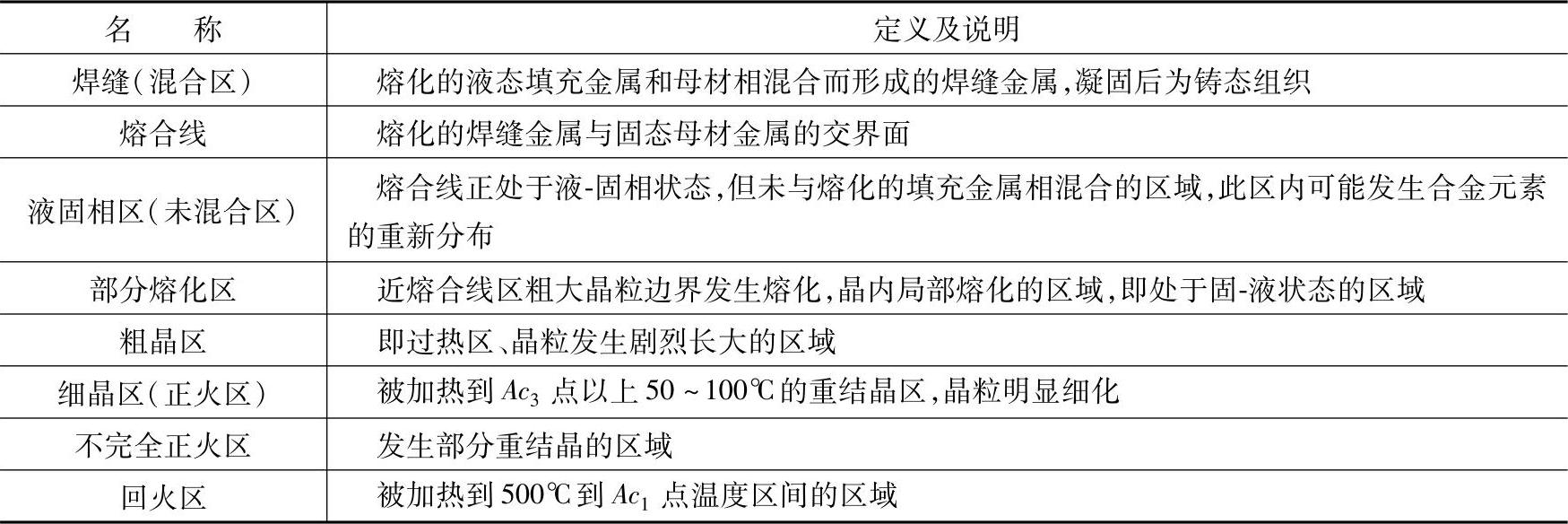
(1)局部熔化区 局部熔化区的温度范围在铁碳相图的固相线和液相线之间,对于低合金钢约在1350~1450℃。这个区域紧靠熔合线,宽度很窄。其物态特点是晶粒本身大部分未熔化,但晶界已熔化,晶内只局部熔化,特别是在偏析区。冷却后,该区组织多半是低碳马氏体、各种形态的贝氏体和针状铁素体。在某些低合金钢中,也可能出现少量先共析铁素体和魏氏组织。由于该区峰值温度Tp接近于熔点,使奥氏体晶粒明显长大。加之该区的温度梯度大,碳化物的充分溶解导致奥氏体稳定性提高,从而加剧了该区的淬硬倾向。因此部分熔化区容易形成粗大的马氏体组织。
(2)过热区 过热区的温度范围在固相线温度至1000℃之间,由于在该温度区间停留的时间较长,另外,在该温度下奥氏体晶界相当活泼,晶粒的长大无任何阻碍,故可达到最大的尺寸。经过二次相变后,该区组织为粗大的马氏体或贝氏体。在冷却速度较低的条件下或在淬硬倾向较小的低合金钢接头中,也可能形成针状铁素体、先共析铁素体和魏氏组织。
(3)细晶区(正火区或重结晶区) 正火区的温度是在Ac3点到1000℃之间,使钢材的原有组织产生重结晶,晶粒细化。在大多数低合金钢中,该区组织为细晶粒的珠光体+铁素体。对于合金含量较高的多组元低合金钢,重结晶区组织也可能是贝氏体。在较高的冷却速度下,甚至会出现马氏体组织,而成为淬火区。
(4)不完全重结晶区 该区温度处于Ac3和Ac1点之间。对于某些低合金钢来说,不完全重结晶区的组织转变对接头的性能会产生不利的影响。其原因可解释如下:当该区金属加热到高于Ac1点温度后,珠光体首先转变为奥氏体,而铁素体只有在温度接近Ac3时才溶解到奥氏体中。因此仍有一部分未转变的铁素体保留下来,而奥氏体是由w(C)达0.77%的珠光体和合金含量较高的铁素体转变而成。快速冷却时,这部分奥氏体很可能形成高碳马氏体。该区的最终组织为马氏体-铁素体,由于铁素体的晶粒较粗大,使组织不很均匀,导致性能恶化。在铬钼钢和锰钼钢焊接接头的不完全重结晶区,在一定的冷却条件下会形成所谓“黄块马氏体”组织。这种马氏体就是按上述转变机制由高碳奥氏体转变的高碳马氏体。
(5)回火区 加热温度低于Ac1点且高于500℃的区段为回火区。在光学显微镜下一般很难发现其组织变化。在多组元低合金钢中,很可能在回火区产生沉淀和时效过程。在经冷变形的钢中,此区也可能发生晶体的回复现象。
图6-25、图6-26和图6-27分别示出Q345(16Mn)、13MnNiMoNb和12Cr2Mo1R钢焊接热影响区的典型显微组织。从中可以看出,随着钢中合金含量的提高,热影响区内马氏体组织的比例逐渐增加。
图6-25 Q345低合金钢焊接热影响区的典型显微组织
图6-26 13MnNiMoNb低合金钢焊接热影响区的典型显微组织
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




