【摘要】:由两名焊工对称同步焊接。焊接电流:第2~5层,φ3.2mm焊条,I=115~130A,U=20~22V,直流反接。预热及层间温度不低于200℃。焊后热处理 焊后进行×4h消除应力处理。焊后检查100%超声波检测,合格后作1.5倍工作压力的水压试验。图5-12 45钢高压厚壁管对接环缝坡口形状及尺寸
1.管道规格和工作参数
某工程高压管道采用45钢厚壁管,规格为φ328mm×45mm,工作压力250MPa,试验压力310MPa。接头数量101个。焊接位置:管子水平固定,5G位置。
2.焊接工艺方法
封底层:手工氩弧焊。
3.焊接工艺细则
(1)坡口准备及组装 厚壁管环缝为U形坡口,坡口尺寸示于图5-12。环缝组装用4块拉紧板均布,定位焊固定。
(2)焊前预热温度 焊前200℃以上预热。
(3)封底焊的焊接参数 手工氩弧焊,钨极直径φ2.5mm;填充丝H08Mn2SiA,φ2mm。焊接电流:I=55~65A,U=11~12V,直流正接。Ar气流量5L/min。由两名焊工对称同步焊接。(www.daowen.com)
(4)填充盖面层焊接参数 焊条电弧焊,焊条型号E5015。焊接电流:第2~5层,φ3.2mm焊条,I=115~130A,U=20~22V,直流反接。第6~15层,φ4mm焊条,I=145~165A,U=21~23V。
预热及层间温度不低于200℃。
焊后缓冷(用石棉布包扎环缝,宽度不小于500mm)。
(5)焊后热处理 焊后进行(680℃±20℃)×4h消除应力处理。升温/降温速度不大于150℃/h,保温结束后,随炉冷却至300℃后空冷。
(6)焊后检查100%超声波检测,合格后作1.5倍工作压力的水压试验。
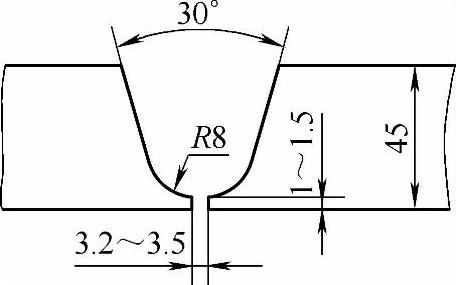
图5-12 45钢高压厚壁管对接环缝坡口形状及尺寸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关焊条电弧焊的文章




