1.水塔球罐结构参数
某工程高架水塔球罐的结构参数如下:
球罐壳体材料:Q235低碳结构钢,壁厚12mm,外径φ9224mm,净重28337kg。球顶标高38800mm,罐底最大水压8.33×104Pa。
球罐由南北极、赤道带和南北温带5部分组成。南北极各由3块球瓣组成,其他各带各由18块球瓣组成。
对焊接质量检验的要求:焊缝表面渗透检测,抽查率5%。T形接头射线检测,抽查率5%。最后作24h注水渗漏试验。球罐壳体曲率半径差Δr≤10mm。
2.焊接工艺方案
采取刚性固定球瓣,各带分别拼装,最后总体合拢的组焊次序。所有焊缝均采用焊条电弧焊。选用E4303型焊条,以交流电施焊。拼装时,纵缝两端各留出150mm不焊,以便环缝组装时调整错边量。T形接头的纵缝相互错开>100mm,以避免应力集中。装焊时使用型钢支撑和C形拉紧板拉紧,并预制φ5300mm×10mm的筒节作整体组装时的支撑圈。
3.焊接工艺细则
(1)焊前准备 焊前准备工作主要包括球瓣备料和坡口清理以及工模具准备。
(2)拼装组焊次序 球瓣定位→拼装定位焊并刚性固定→纵缝焊接→环缝组装→环缝焊接→开孔及拆除支撑→焊缝检验。(https://www.daowen.com)
球瓣定位在钢平台上进行,并以18等分圆周长定出各球瓣位置,如图5-10a所示。球瓣刚性固定采用型钢对齐球瓣上、下两层作对称网状支撑,并每隔300~350mm定位焊一块C形拉紧板,如图5-10b、c所示。球瓣纵缝的坡口形式和焊接次序如图5-11所示。环缝组装时,每隔500mm定位焊一块C形拉紧板。
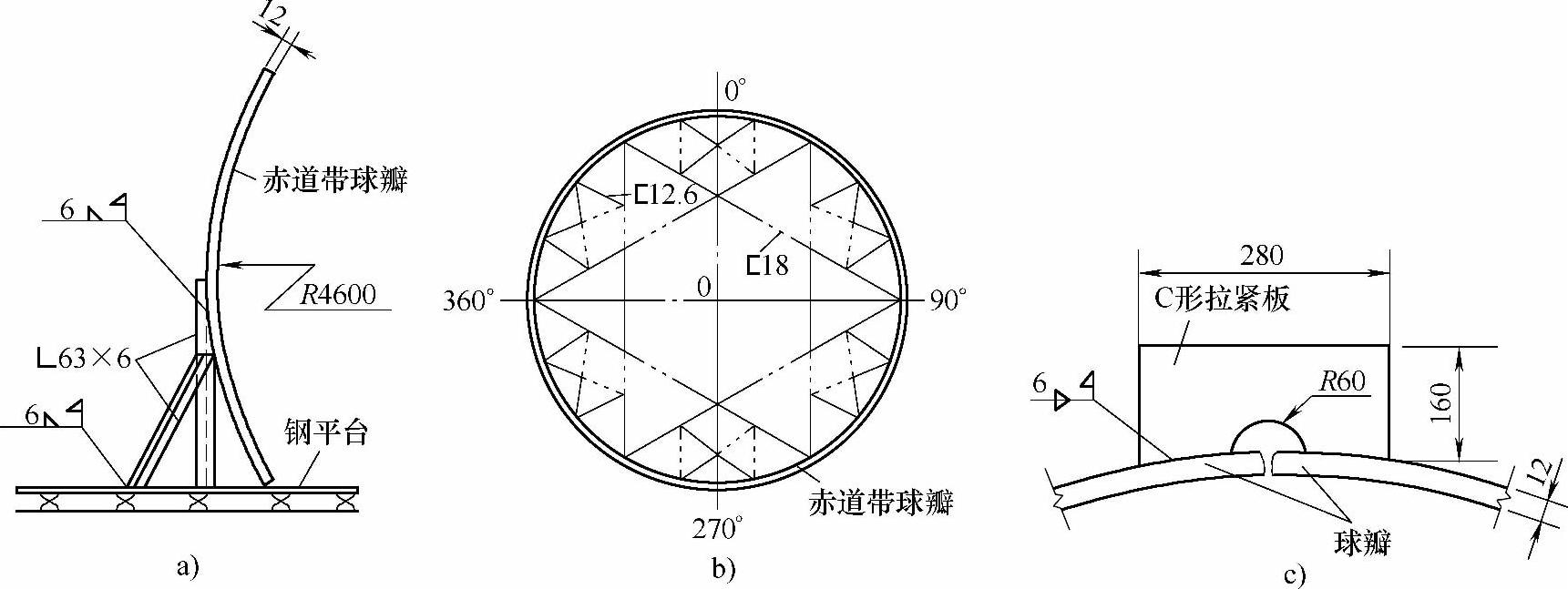
图5-10 球瓣纵缝拼装
a)球瓣定位 b)网状支撑 c)C形拉紧板
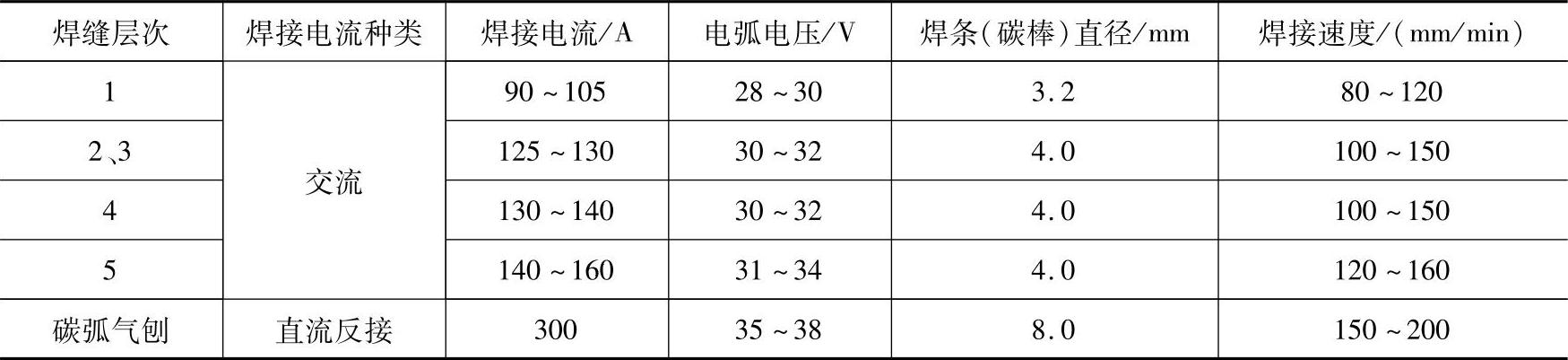
(3)焊接参数 球瓣纵环缝焊接参数列于表5-42。封底焊时采用φ3.2mm焊条。其余各层均采用φ4mm焊条。纵缝立焊方向由下向上。多层多道分段跳焊。焊完3层后,背面碳弧气刨清根,并焊满背面焊缝。焊接盖面层时适当增加焊接电流和运条幅度。环缝采用分段跳焊法横焊,由6名焊工同时进行同方向施焊(每名焊工焊60°周长)。每焊完一道,立即加以锤击,以释放应力。
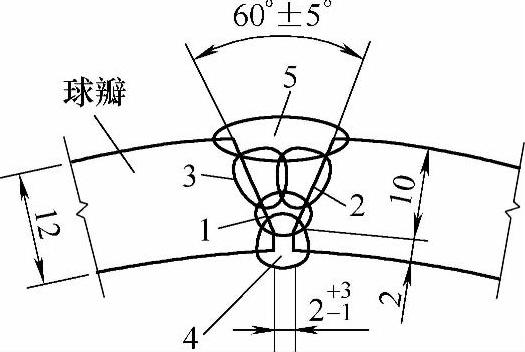
图5-11 球瓣纵缝坡口形式和焊接顺序
表5-42 球瓣纵环缝焊条电弧参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





