【摘要】:接管与集箱筒体以开坡口角焊缝相接,焊接工艺规程详见表5-31。表5-32 锅炉受热面管件对接焊条电弧焊焊接工艺规程3.锅炉受热面管件对接焊条电弧焊焊接工艺规程锅炉受热面部件的工作温度和压力均较高,故管件的对接接头要求全焊透。盖板的拼接缝采用焊条电弧焊,其焊接工艺规程详见表5-33。
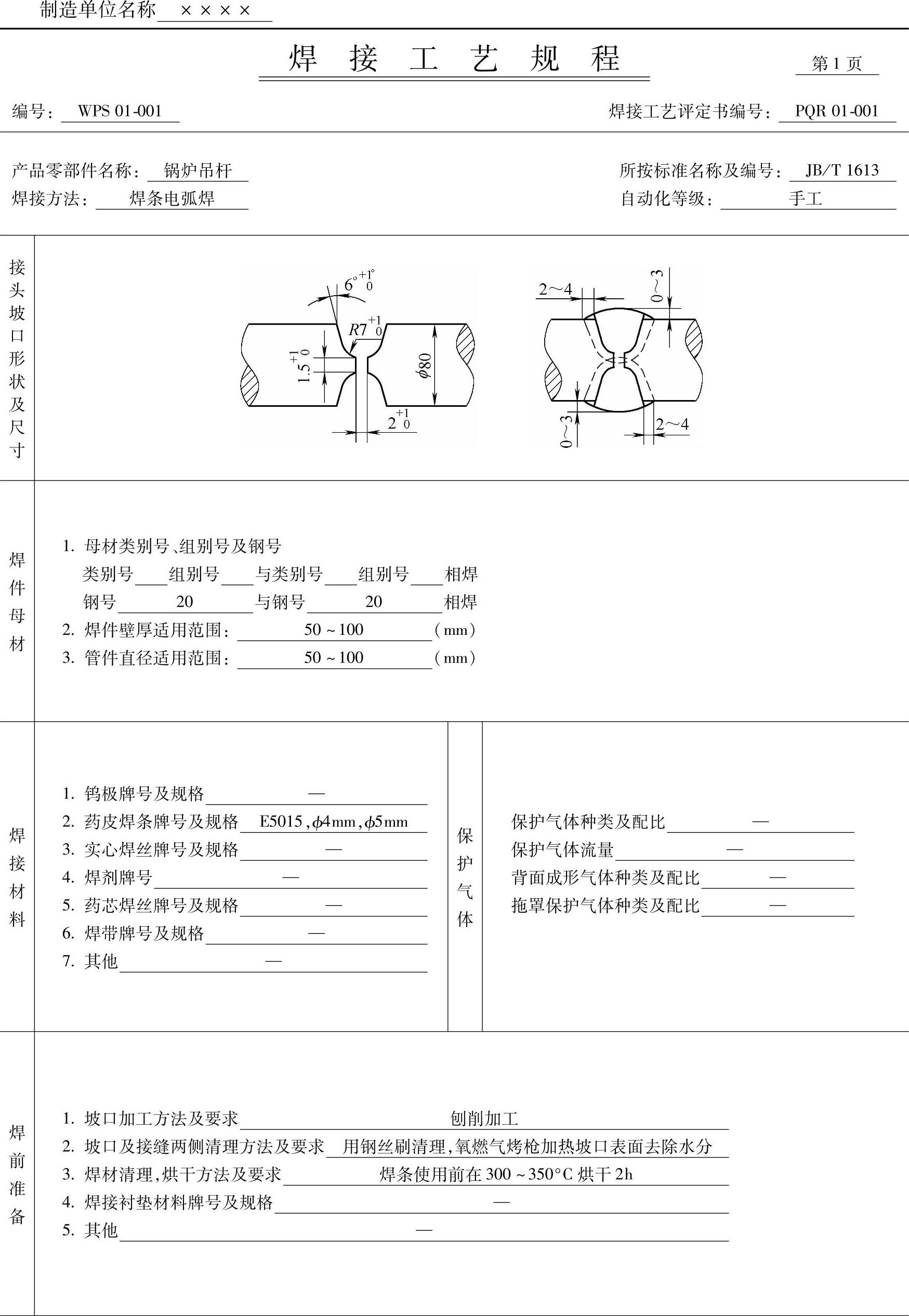
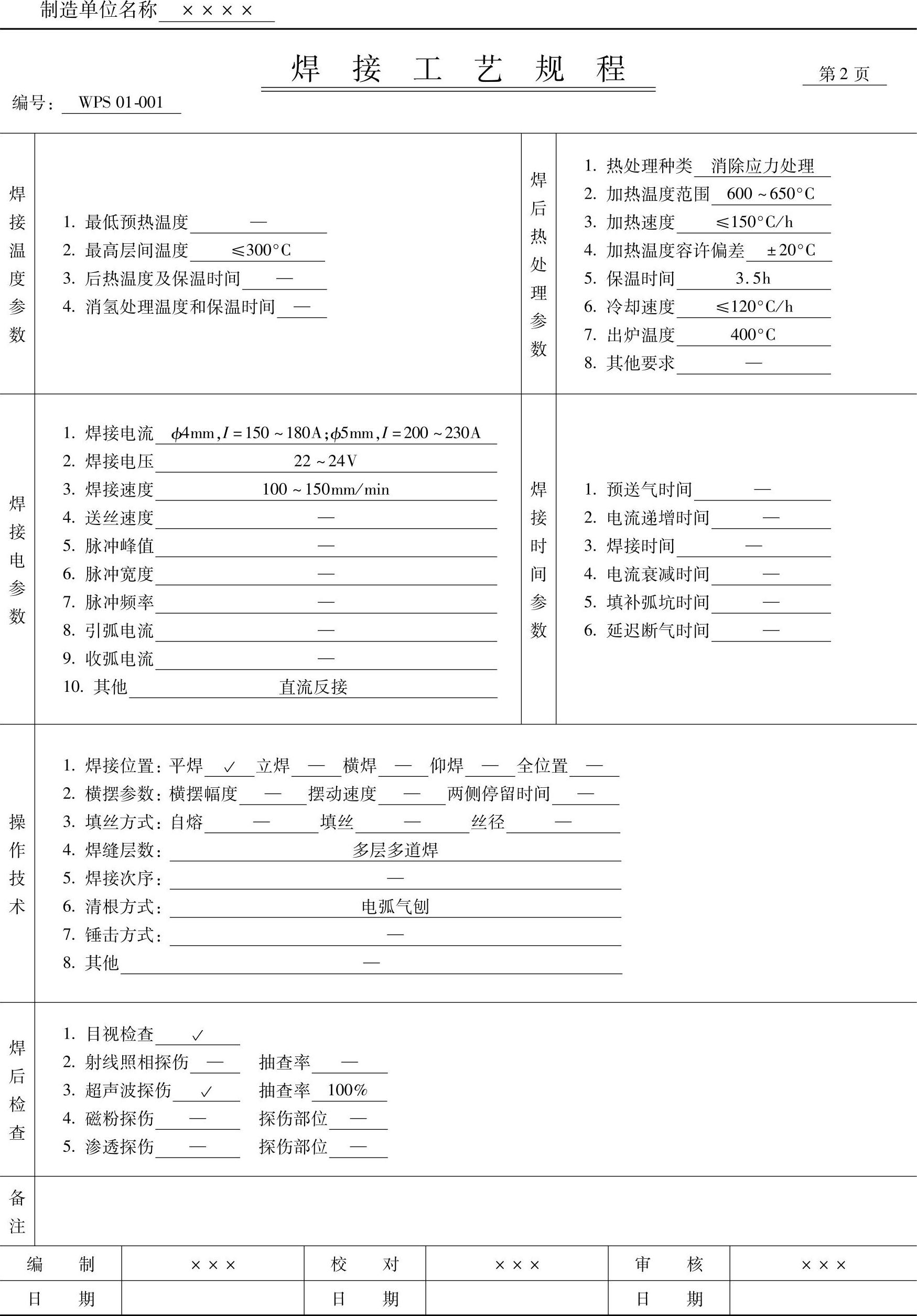
锅炉吊杆是重要的承载部件,采用优质碳素钢圆钢制成。因来料长度有限,必须采用焊条电弧焊拼接,其焊接工艺规程列于表5-30。
表5-30 锅炉吊杆对接接头焊条电弧焊焊接工艺规程
(续)
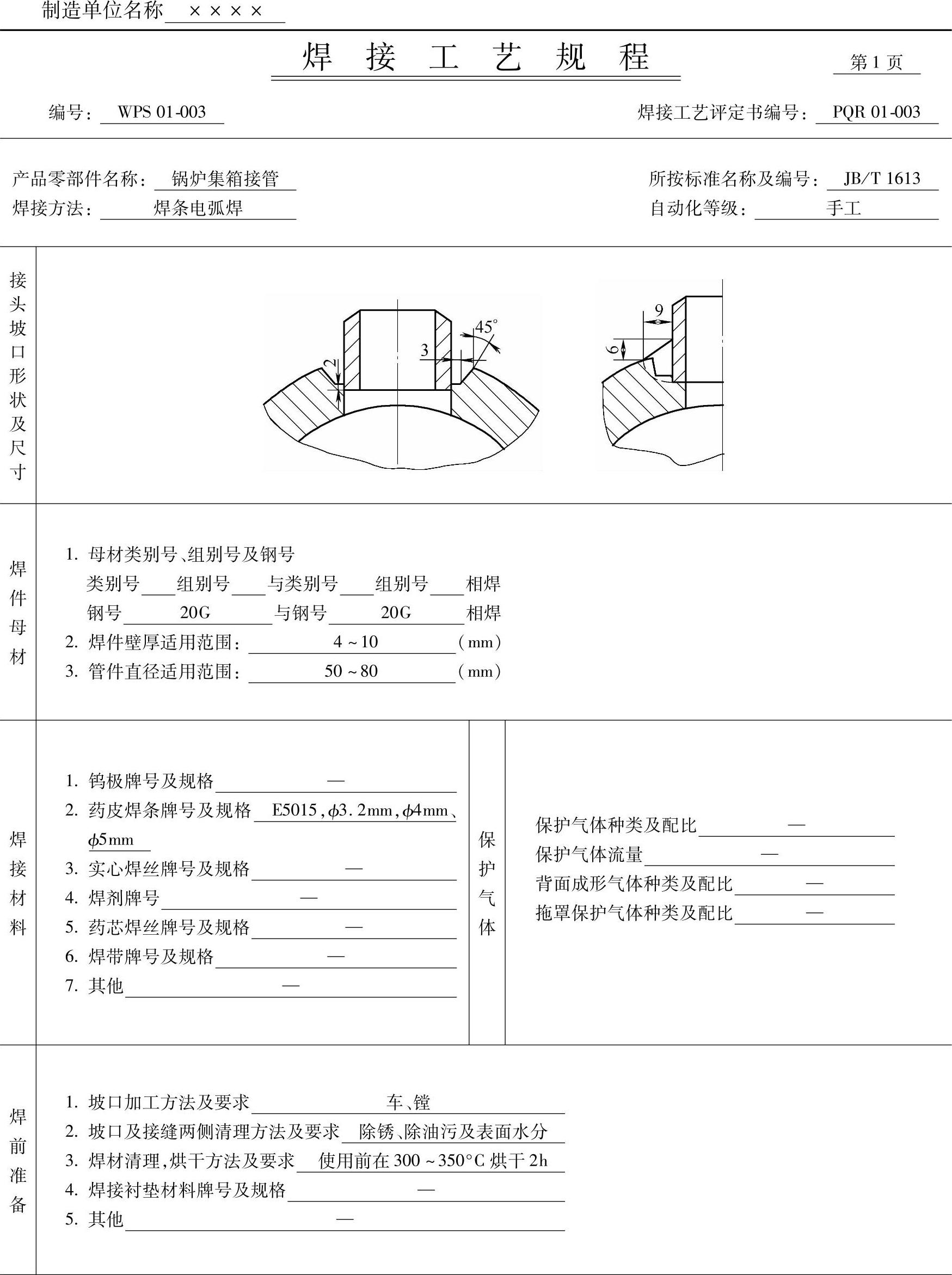
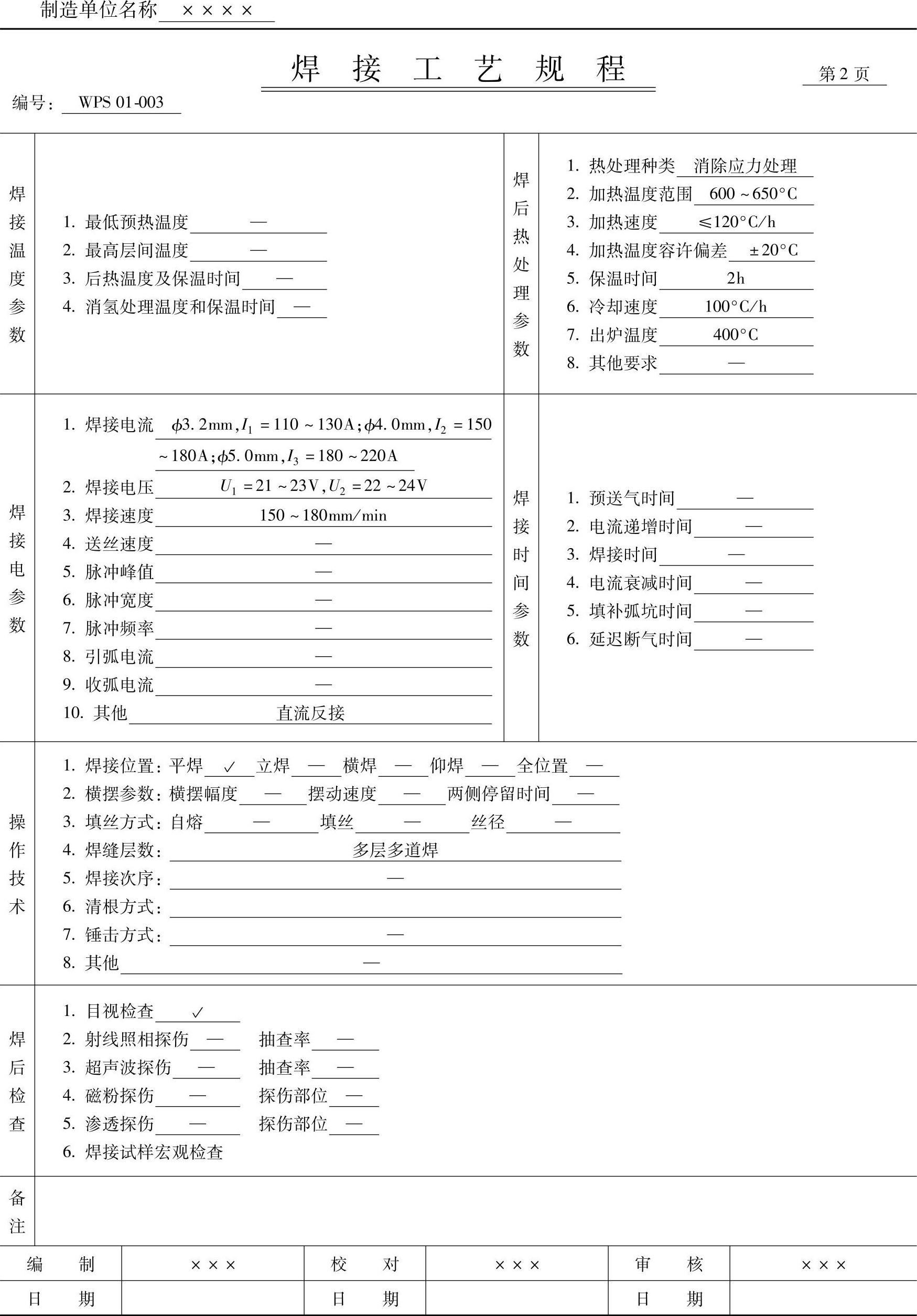
2.锅炉集箱插入式管座角焊缝焊条电弧焊焊接工艺规程
锅炉集箱是重要的高温受压部件。集箱筒体和密排接管均采用高压无缝钢管20Cr制成。接管与集箱筒体以开坡口角焊缝相接,焊接工艺规程详见表5-31。
表5-31 锅炉集箱管座角焊缝焊条电弧焊焊接工艺规程
(续)
3.锅炉受热面管件对接焊条电弧焊焊接工艺规程(www.daowen.com)
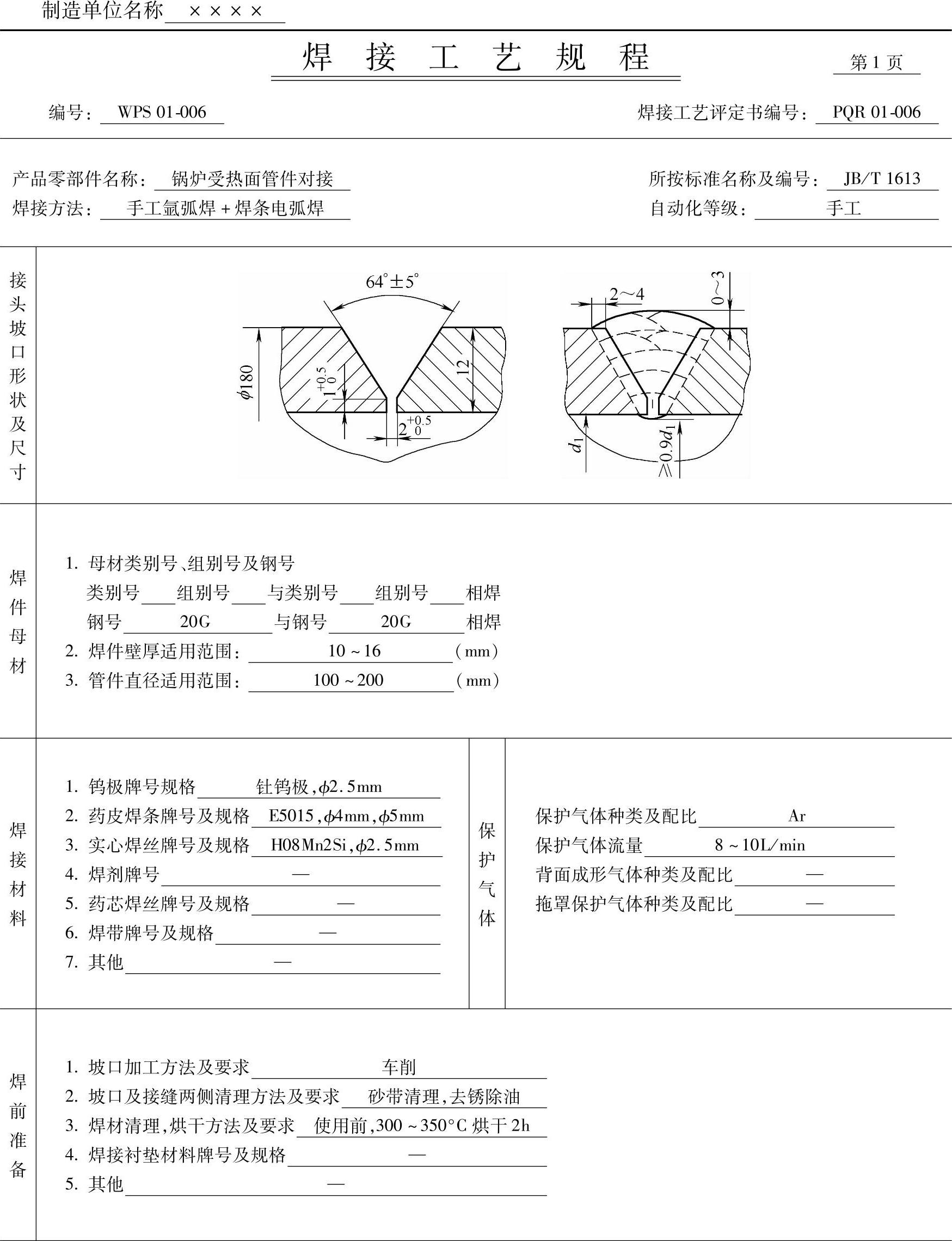
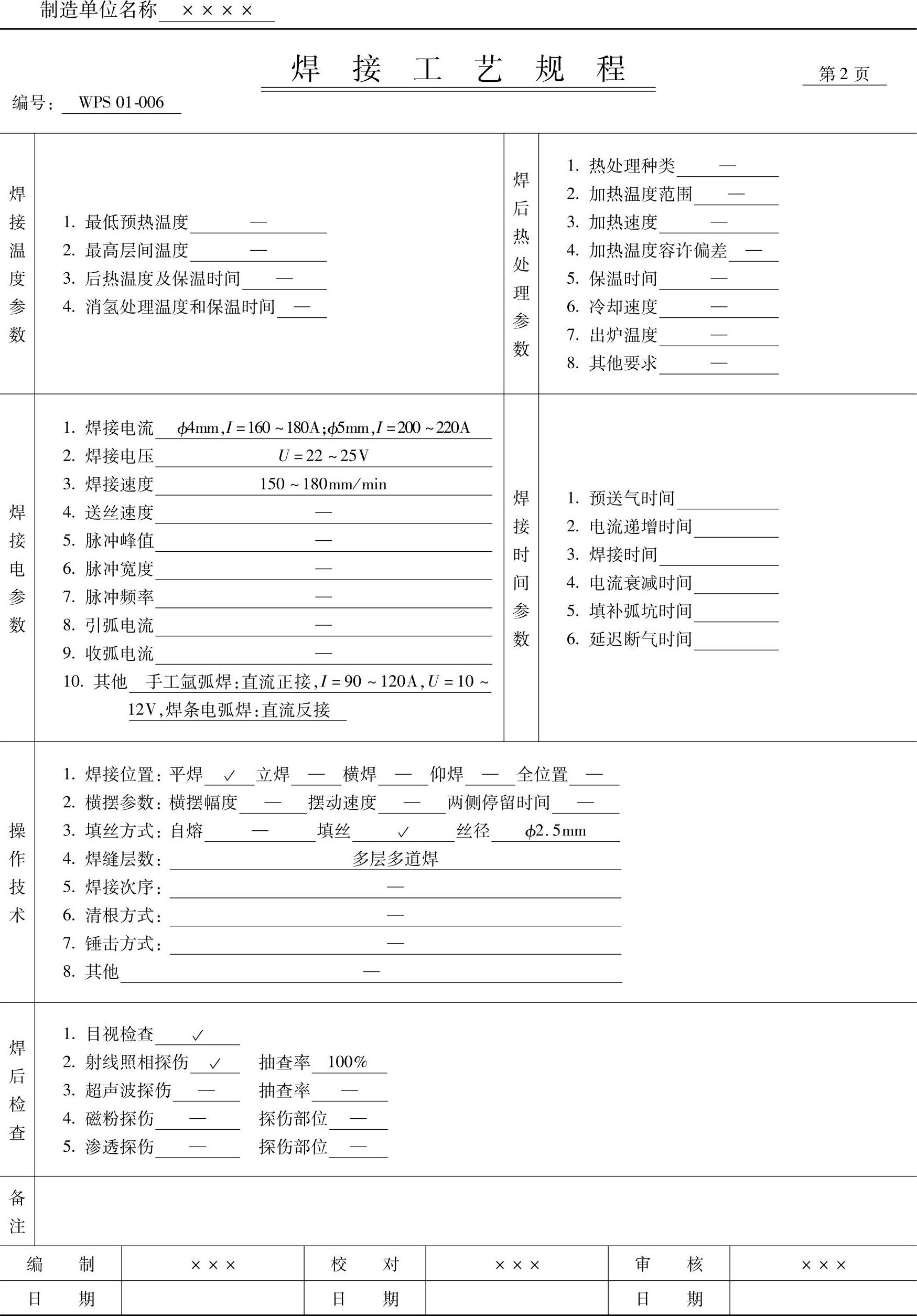
锅炉受热面部件的工作温度和压力均较高,故管件的对接接头要求全焊透。由于管径较小,直接采用焊条电弧焊封底焊难以保证焊接质量,故封底层采用手工钨极氩弧焊,填充盖面都采用焊条电弧焊,其焊接工艺规程列于表5-32。
表5-32 锅炉受热面管件对接焊条电弧焊焊接工艺规程
(续)
4.锅炉大板梁盖板拼接焊条电弧焊焊接工艺规程
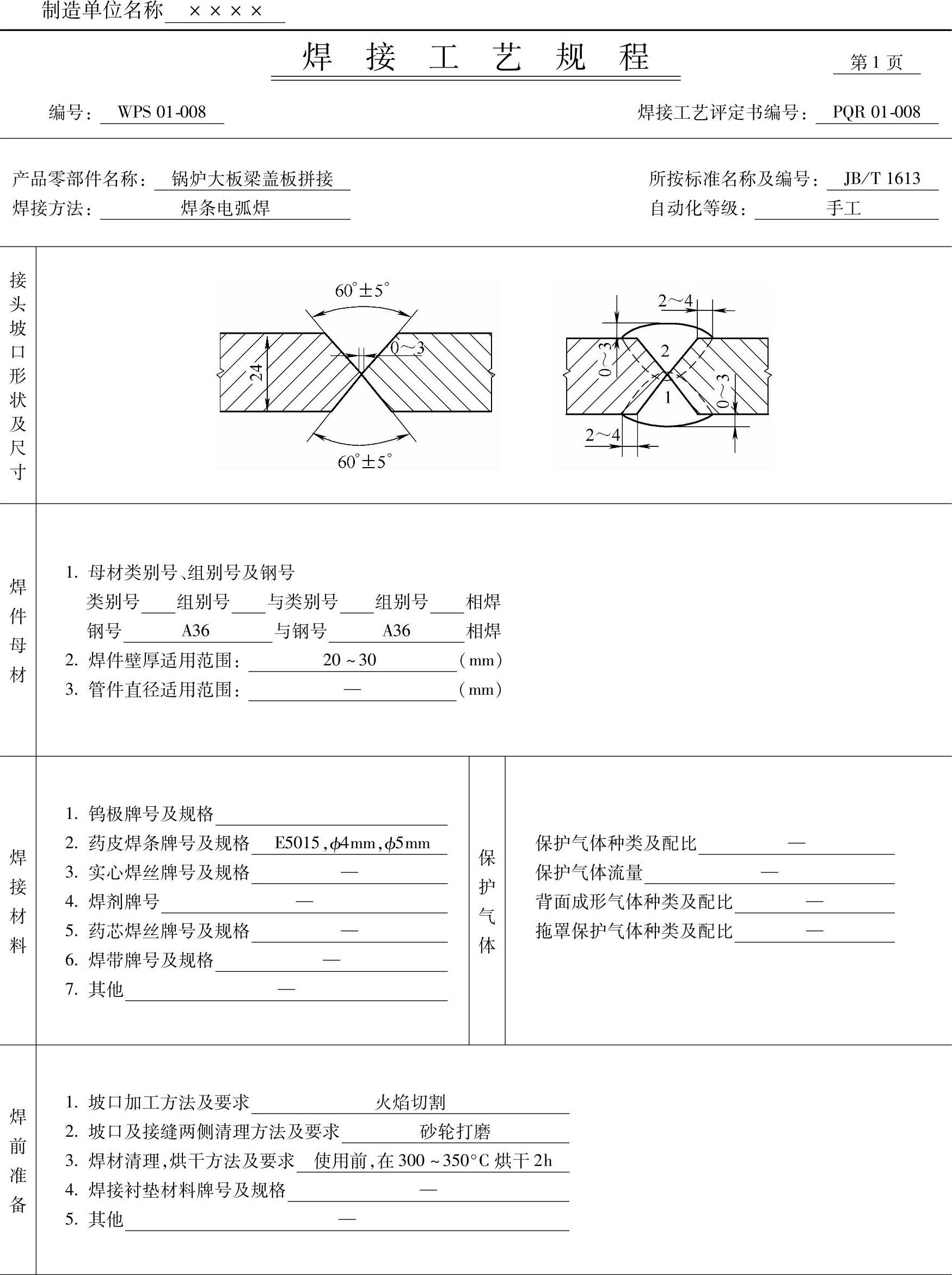
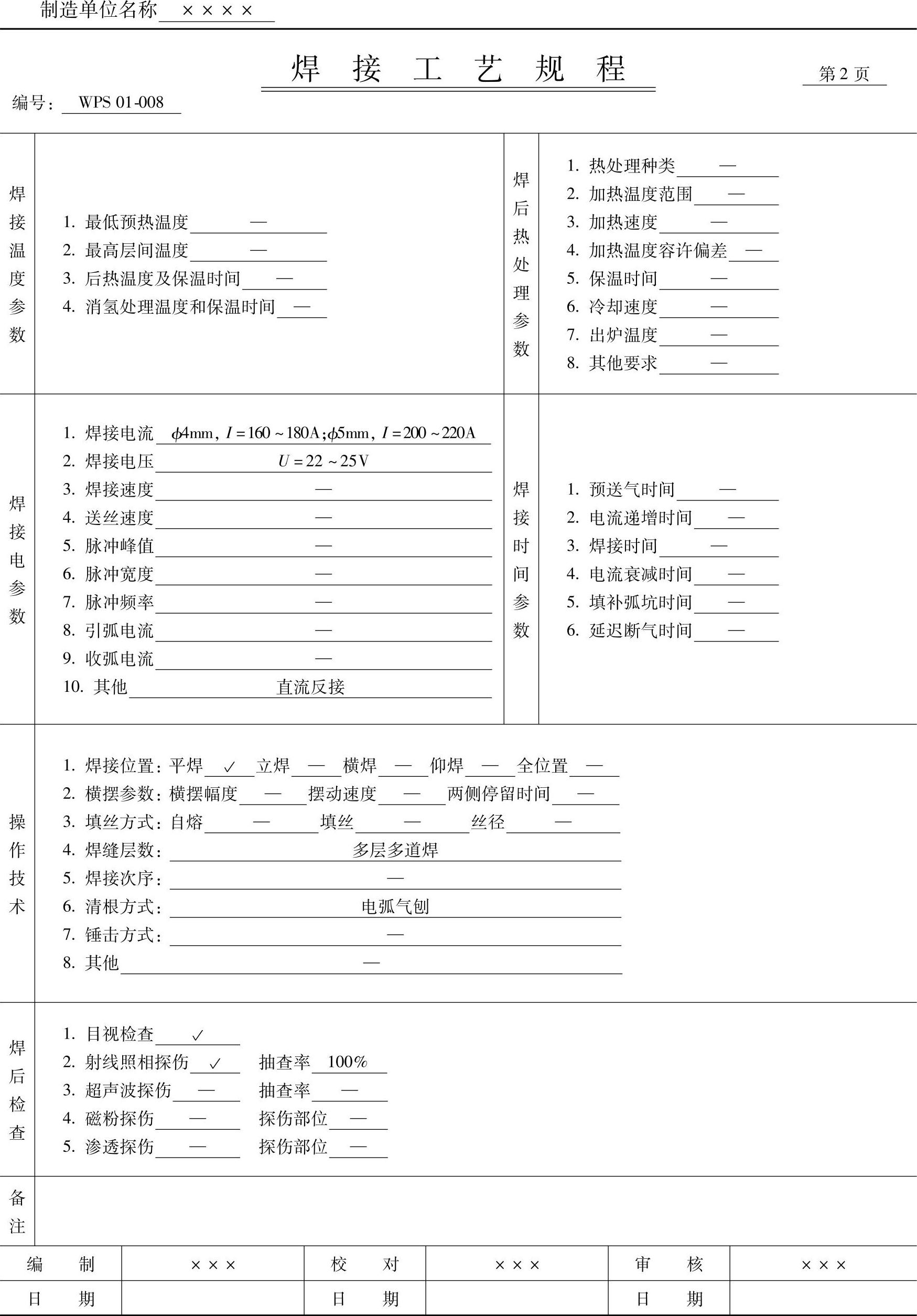
锅炉大板梁是锅炉构架的重要承载部件,其盖板采用厚24mm的A36低碳钢板(美国钢号,相当于我国钢号Q245R)制成。盖板的拼接缝采用焊条电弧焊,其焊接工艺规程详见表5-33。
表5-33 锅炉大板梁盖板拼接焊条电弧焊焊接工艺规程
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关焊条电弧焊的文章





