低碳钢焊件在实际施焊过程中,应遵循以下焊接工艺细则,包括焊前准备、焊接参数和焊后热处理。
1.焊前准备
低碳钢焊件的焊前准备工作主要是坡口制备、焊前清理和焊条的预处理。
低碳钢焊件接缝的坡口制备,可以采用火焰切割、等离子弧切割和机械加工。坡口切割后,边缘的飞边、氧化皮和残渣必须清除干净。对于接缝装配间隙要求严格的接头,最好采用机械加工法制备坡口。
各种焊条虽然具有一定的抗锈能力,但从确保焊缝金属致密性出发,接缝坡口表面及两侧各20mm区域内的锈斑、氧化皮和油污必须清理干净,对于重要焊件,应用砂轮打磨至露出金属光泽。如焊接环境的空气相对湿度大于60%,且温度低于20℃时,焊前应用火焰加热炬烘烤焊件接缝表面,去除吸附水分。
焊条使用前应确认是否处于干燥状态。如焊条在大气中存放时间超过12h,则应按规定的烘干温度重新烘干,特别是低氢型焊条,焊条药皮水分含量应严格控制,否则焊缝金属的氢含量会明显增加,严重时还会导致焊缝中气孔的形成。
2.焊接参数
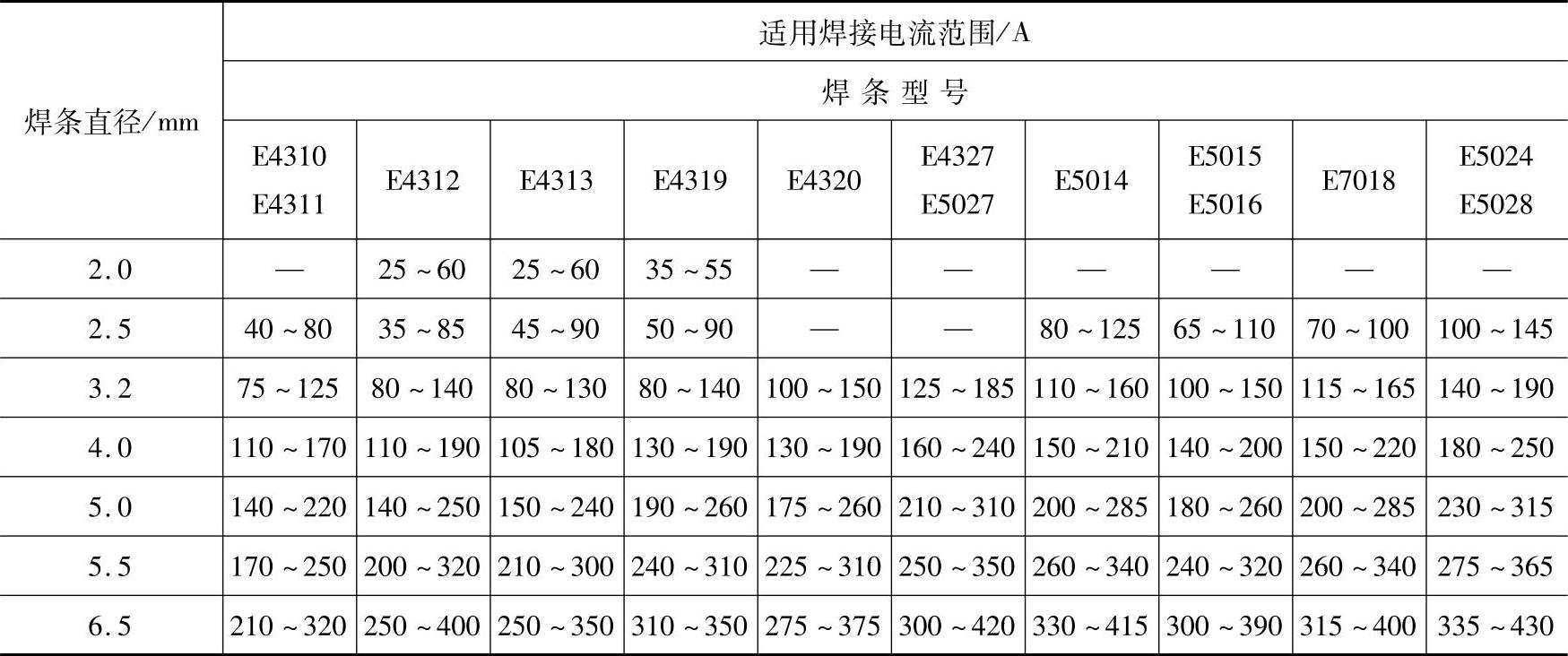
焊条电弧焊的焊接参数主要有焊接电流、电弧电压和焊接速度。焊接电流取决于所选用的焊条种类和型号及焊条直径,并按所焊接头的厚度、形式和焊接位置作适当调整。几种常用不同直径的低碳钢焊条的适用焊接电流范围列于表5-27。(www.daowen.com)
低碳钢焊条电弧焊合适的电弧电压主要取决于所选用焊条的类型,酸性药皮焊条合适的电弧电压范围为25~30V,碱性药皮焊条合适的电弧电压范围为20~24V。施焊过程中,由焊工通过电弧长度加以控制。
焊条电弧焊时,焊接速度是焊条沿接缝纵向的直线移动速度,由焊工掌握。焊接速度主要按焊缝成形来选取。焊条电弧焊时,由于适用的焊接电流和电弧电压范围较窄,因此焊接热输入主要通过焊接速度来控制。
表5-27 常用低碳钢焊条适用焊接电流范围
3.焊后热处理
对于普通的低碳钢结构,焊后不必作热处理。但对于碳钢制压力容器和锅炉受压部件,当接头壁厚超过34mm时,焊后需作消除应力处理。焊件热处理温度可在550~650℃范围内选取。其他重要承载焊接结构,其焊后热处理的必要性,按相应的制造技术条件确定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






