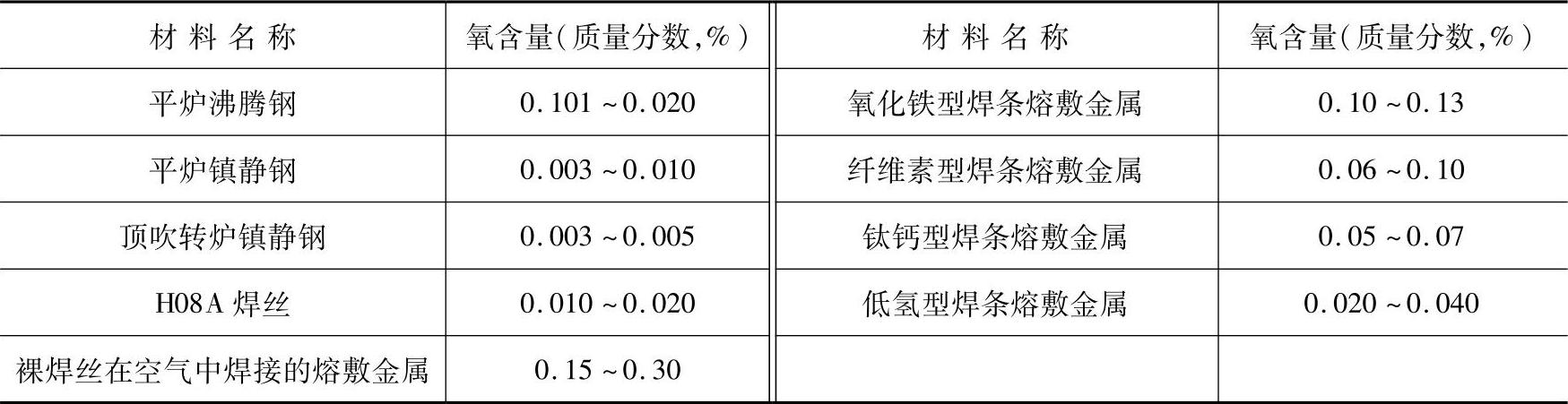
氧和氮对钢的焊接性以及接头的性能都会产生较大的有害影响。碳钢中氧含量超过某一极限,就可能明显降低钢材的强度、塑性和韧性,并提高钢的时效脆变的敏感性。当钢中氧化物的数量过多时,在焊接接头中还可能诱发层状撕裂。钢中的氧含量与冶炼方法有关,沸腾钢中氧的最高含量可达0.10%(质量分数),而镇静钢中的氧含量则在0.010%(质量分数)以下,详见表5-23。
表5-23 各种钢材和焊条熔敷金属的氧含量
碳钢中的氮在一定程度上提高了钢的强度性能,但明显降低塑性和冲击韧度,并加剧时效脆变的敏感性,因此必须限制钢中的氮含量。我国现行的碳钢标准(GB/T 700—2006、GB/T699—1999)都规定钢中的w(N)不得大于0.008%,采用各种冶炼方法炼制的碳钢,实际的w(N)在0.001%~0.005%范围内,详见表5-24。
表5-24 各种钢材和焊条熔敷金属的氮含量

氧和氮对焊缝金属性能的影响更为严重。焊条电弧焊时,若操作不当,例如电弧过长,运条速度过快,空气中的氧和氮会侵入电弧气氛。采用氧化性药皮焊条焊接时,焊缝金属中的氧含量会明显增加。在焊缝金属中,氧和氮主要以氧化铁和氮化铁的形式存在。图5-7示出碳钢焊缝金属中弥散分布的球状氧化物形貌。这种氧化物的存在无疑将降低焊缝金属的塑性和冲击韧度。由表5-25的数据可见,采用氧化铁型焊条和纤维素型焊条焊接时,焊缝金属的w(O)高达0.1%,而采用低氢型焊条焊接时,焊缝金属的w(O)仅为0.02%左右,相差近5倍之多。这就是低氢型焊条熔敷金属的冲击韧度大大高于酸性焊条的主要原因之一。(https://www.daowen.com)
碳钢焊缝金属中的氮主要以针状氧化铁夹杂物的形式存在,如图5-8所示。这种针状氮化物对焊缝金属冲击韧度的影响比上述的球状氧化物更为严重。因此在焊接对冲击韧度要求较高的碳钢焊件时,应选用渣-气联合保护的药皮焊条,并采取短弧操作技术,可靠地防止空气中的氮进入焊接熔池。

图5-7 碳钢焊缝金属中弥散分布的球状氧化物形貌

图5-8 碳钢焊缝金属中针状 氮化物夹杂的形貌
焊缝金属中氧和氮的含量超过某一临界值时,还可能导致气孔的形成,不仅使焊缝失去致密性,而且也降低力学强度。当气孔的尺寸和数量超过相关标准规定的容限时,则焊缝必须铲除补焊,造成不必要的经济损失。因此焊缝金属中的氧、氮含量必须从焊接材料和焊接工艺两方面采取有效措施,加以严格的限制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



