【摘要】:当焊件板厚较大时,接头的冷却速度相当于淬火,焊缝和热影响区内可能形成贝氏体或马氏体等淬硬组织。冷却速度越快,所形成的淬硬组织越多,硬度越高,冷裂纹敏感性越大,焊接性越差。因此在焊接厚壁低碳钢焊件时,也应采取必要的工艺措施降低接头的冷却速度,防止冷裂纹的形成。采取预热,保持层间温度或进行后热,选用较大的热输入都能降低焊接接头的冷却速度,减少乃至遏制淬硬组织的形成,可有效地降低冷裂纹倾向。
在实际的焊接接头中,焊缝和热影响区的冷却速度对焊接裂纹的形成起着相当重要的作用。因为在钢的成分给定的情况下,钢的组织类型主要取决于冷却速度。当焊件板厚较大(≥20mm)时,接头的冷却速度相当于淬火,焊缝和热影响区内可能形成贝氏体或马氏体等淬硬组织。冷却速度越快,所形成的淬硬组织越多,硬度越高,冷裂纹敏感性越大,焊接性越差。因此在焊接工程中,通常采取某些工艺措施,控制接头的冷却速度,以防止冷裂纹的形成。
接头的冷却速度主要取决于以下3个因素:
1)焊件的厚度和接头的几何形状。
2)焊接时焊件母材实际的起始温度。
3)焊接热输入。
随着焊件板厚的增加,散热加快。接头的冷却速度加快,冷裂倾向加剧。因此在焊接厚壁低碳钢焊件时,也应采取必要的工艺措施降低接头的冷却速度,防止冷裂纹的形成。(www.daowen.com)
焊接各种形式的接头时,T形接头和搭接接头因三维传热,在板厚相同的前提下,其冷却速度比二维传热的对接接头快。因此在焊接这些接头时更易产生淬硬组织。制定焊接工艺时必须考虑到这点。
采取预热,保持层间温度或进行后热,选用较大的热输入都能降低焊接接头的冷却速度,减少乃至遏制淬硬组织的形成,可有效地降低冷裂纹倾向。
但应当强调指出,对于某些碳钢焊件,加大焊接热输入可能在焊缝和热影响内形成图5-5所示为晶粒粗大的魏氏组织,从而降低其塑性和韧性。
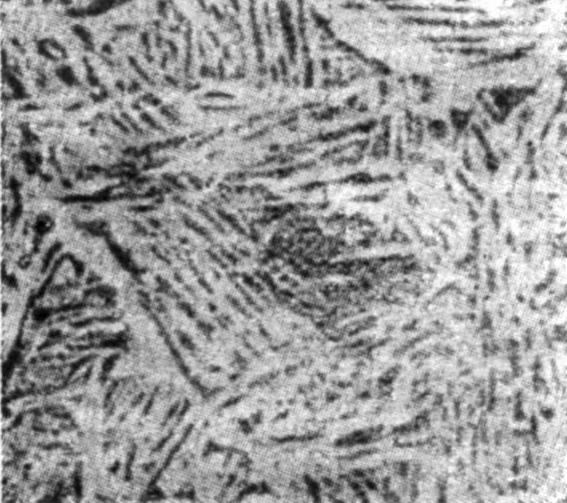
图5-5 碳钢焊接接头焊缝金属和热影响区内的魏氏组织
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




