1.普通碳素钢和优质碳素钢
普通碳素钢和优质碳素钢的化学成分和力学性能分别由国家标准GB/T 700—2006和GB/T699—1999作出规定。表5-1、表5-2和表5-3相应列出普通碳素钢的标准化学成分,强度等级、拉伸性能和冲击性能、弯曲性能的要求。优质碳素钢的化学成分和力学性能分别列于表5-4和表5-5。
表5-1 普通碳素结构钢的标准化学成分(按GB/T 700—2006)
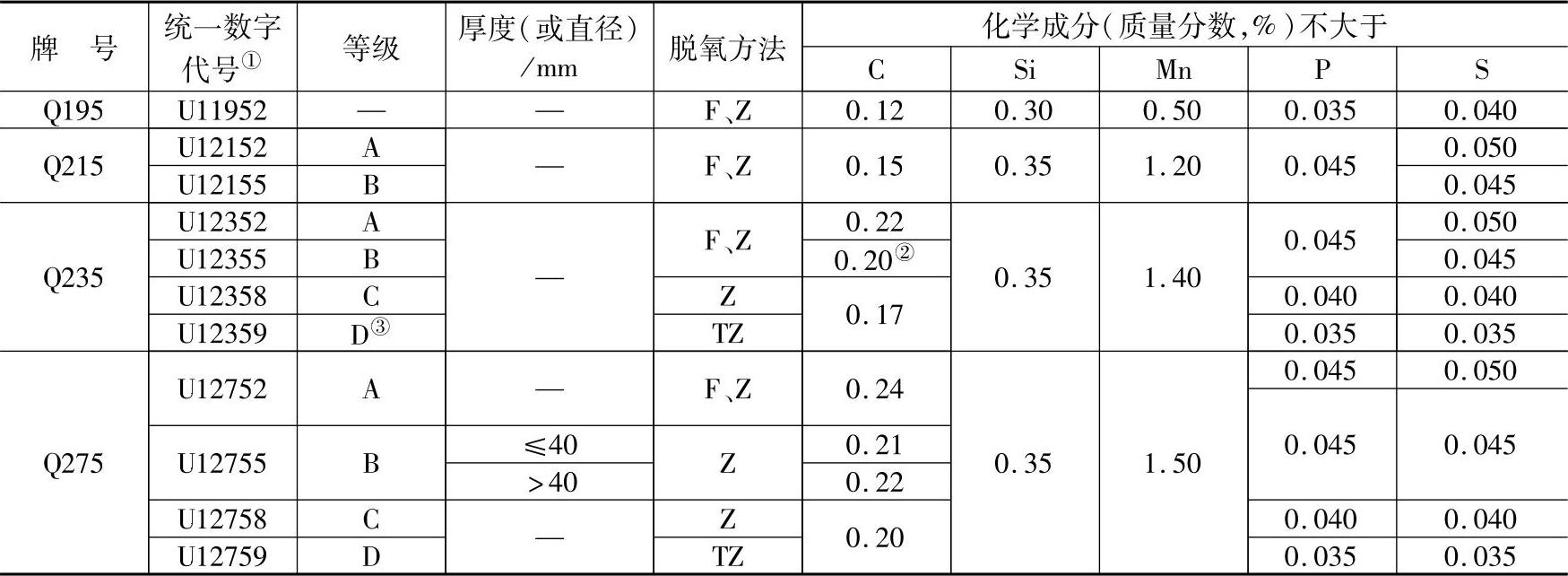
注:1.钢中的残余元素Cr、Ni、Cu的质量分数应分别不大于0.30%。氮的质量分数应不大于0.008%。
2.当氮的质量分数大于0.008%时,氮含量每增加0.001%(质量分数),磷的最大质量分数应减少0.005%,熔炼分析氮的最大质量分数应不大于0.012%;如果钢中的酸溶铝的质量分数不小于0.015%或总铝的质量分数不小于0.020%,氮含量的上限值可不受限制。固定氮的元素应在质量证明书中注明。
3.经需方同意,A级钢中铜的质量分数可不大于0.35%。此时,供方应做铜含量分析,并在质量证明书中注明其含量。
4.钢中砷的质量分数应不大于0.080%。用含砷矿冶炼生铁所冶炼的钢,砷含量由供需双方协议规定。如原料中不含砷,可不做砷的分析。
① 表中为镇静钢、特殊镇静钢牌号的统一数字,沸腾钢牌号的统一数字代号为:Q195F-U11950;Q215AF-U12150,Q215BF-U12135;Q235AF-U12350,Q235BF-U12353;Q275AF-U12750。
② 经需方同意,Q235B中碳的质量分数可不大于0.22%。
③ D级钢应有足够细化晶粒的元素,并在质量证明书中注明细化晶粒元素的含量。当采用铝脱氧时,钢中酸溶铝的质量分数应不大于0.015%,或总铝的质量分数应不小于0.020%。
表5-2 普通碳素结构钢强度等级、拉伸性能和冲击性能要求(按GB/T 700—2006)
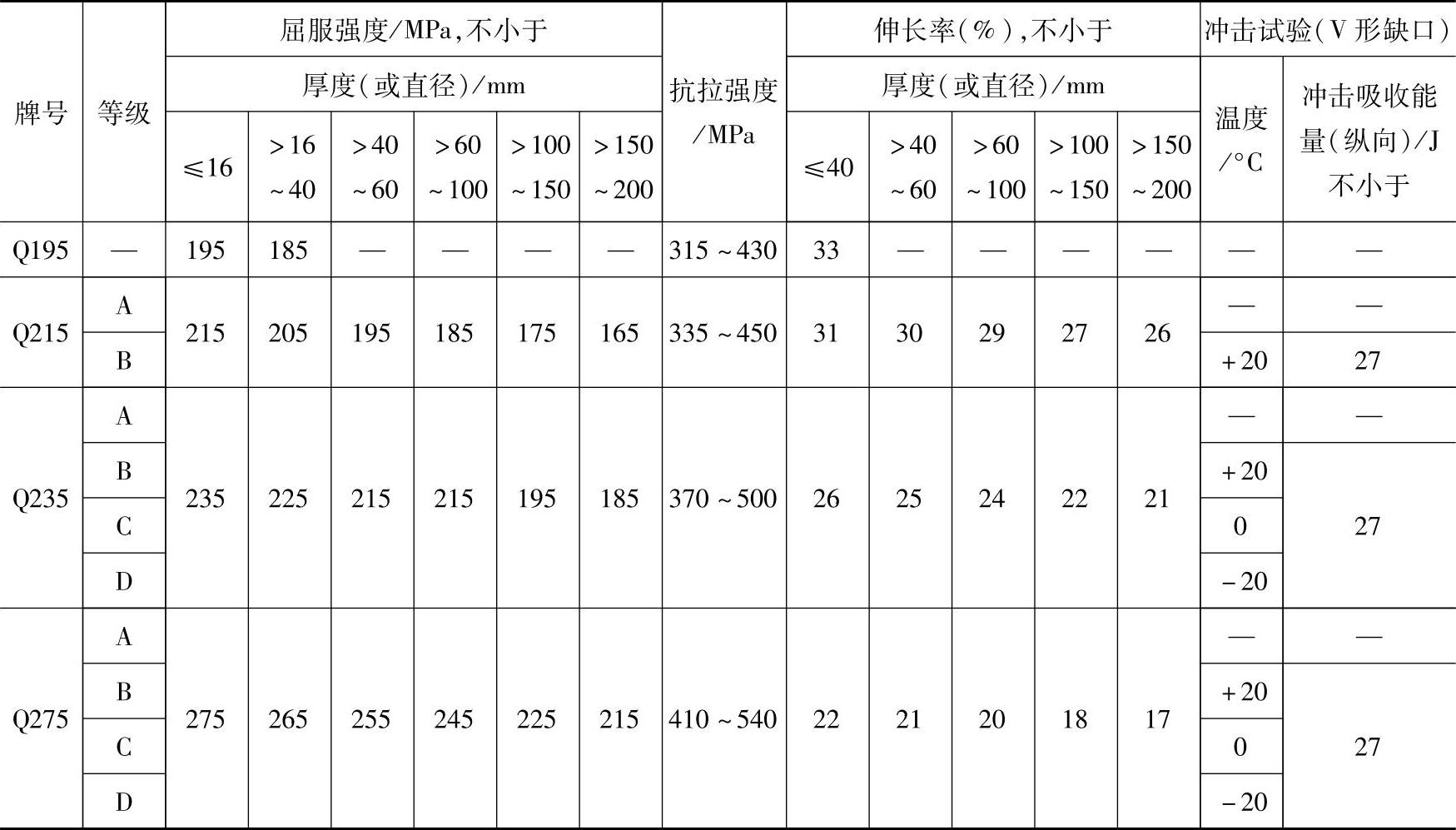
注:1.Q195的屈服强度仅供参考,不作交货条件。
2.厚度大于100mm的钢材,抗拉强度下限允许降低20MPa。宽带钢(包括剪切钢板)抗拉强度上限不做交货条件。
3.厚度小于25mm的Q235B级钢材,如供方能保证冲击吸收能量值合格,经需方同意,可不做检验。
4夏比冲击吸收能量按一组3个试样单值的算术平均值计算,允许其中1个试样的单个值低于规定值,但不得低
于规定值的70%。如未满足该条件,可以从同一批抽样产品上再取3个试样进行试验,先后6个试样的平均值
不得低于规定值,允许有2个试样低于规定值,但其中低于规定值70%的试样只允许1个。
表5-3 普通碳素结构钢的弯曲性能要求(按GB/T 700—2006)
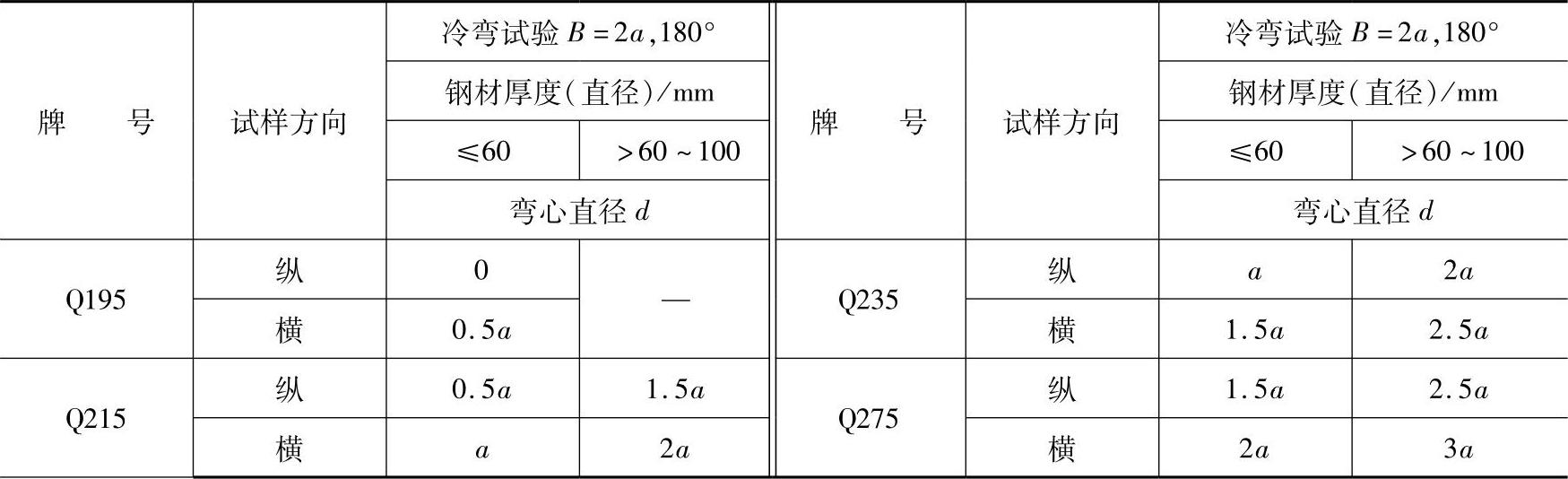
注:1.冷弯试验中,B为试样宽度,a为试样厚度(或直径)。
2.钢材厚度(或直径)大于100mm时,弯曲试验由双方协商确定。
3.如供方能保证冷弯试验符合本表规定,可不做检验。A级钢冷弯试验合格时,抗拉强度上限可不作为交货条件。
表5-4 优质碳素结构钢的标准化学成分(按GB/T 699—1999)

(续)
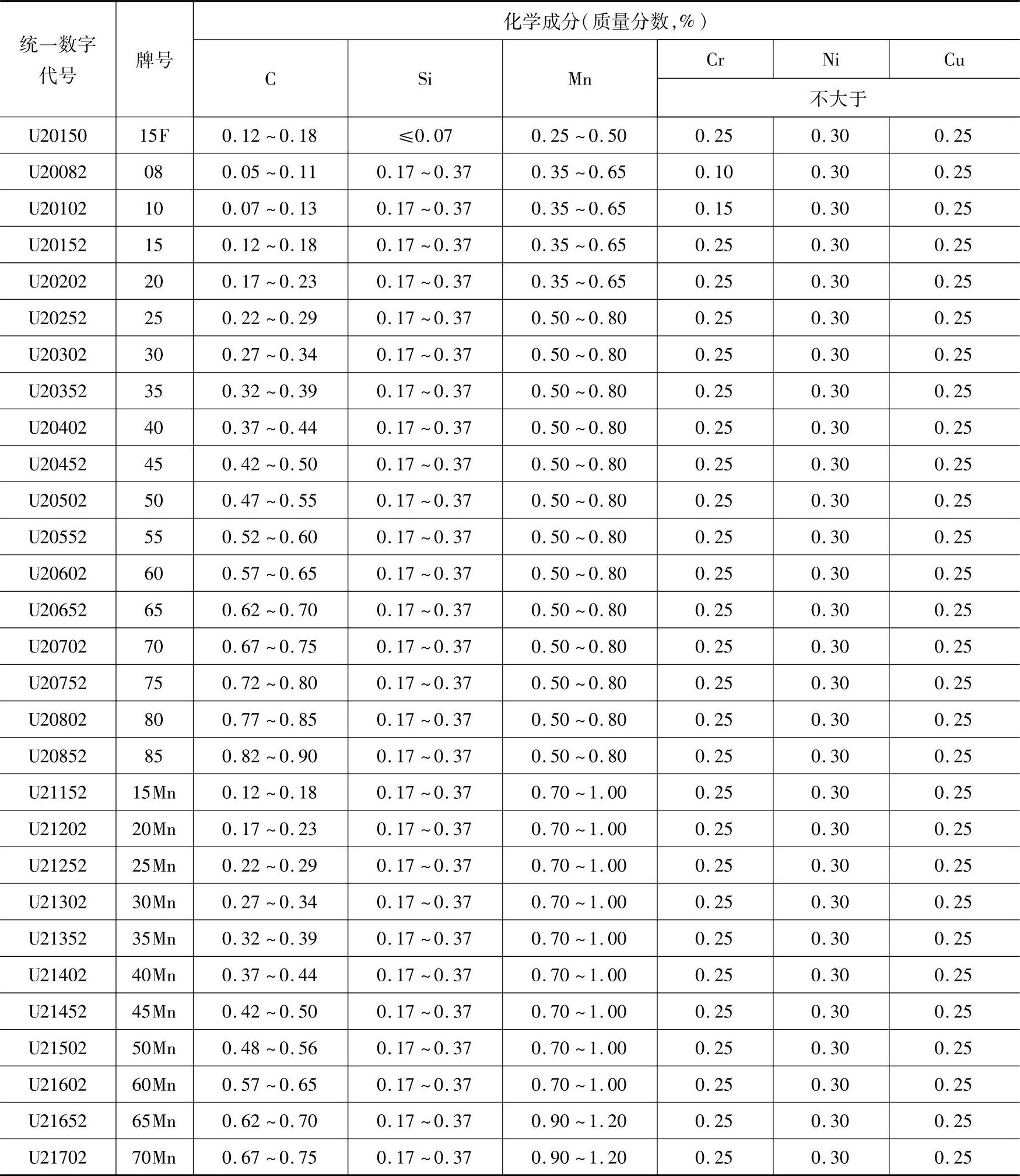
注:1.该表中的牌号为优质钢。如果是高级优质钢,在牌号后面加“A”(统一数字代号最后一位数字改为“3”);如果是特级优质钢,在牌号后面加“E”(统一数字代号最后一位数字改为“6”);对于沸腾钢,牌号后面为“F”(统一数字代号最后一位数字为“0”);对于半镇静钢,牌号后面为“b”(统一数字代号最后一位数字为“1”)。
2.钢的硫、磷含量应符合钢材标准要求。
3.使用废钢冶炼的钢允许w(Cu)≤0.30%。热压力加工用钢的w(Cu)≤0.20%。
4.08钢用铝脱氧冶炼镇静钢,w(Mn)下限为0.25%,w(Si)≤0.30%,w(Al)=0.02%~0.07%。此时钢的牌号为08Al。
5.氧气转炉冶炼的钢中w(N)≤0.008%。供方能保证合格时,可不做分析。
6.除非合同中另有规定,冶炼方法由生产厂自行选择。
表5-5 优质碳素结构钢的力学性能要求(按GB/T 699—1999)
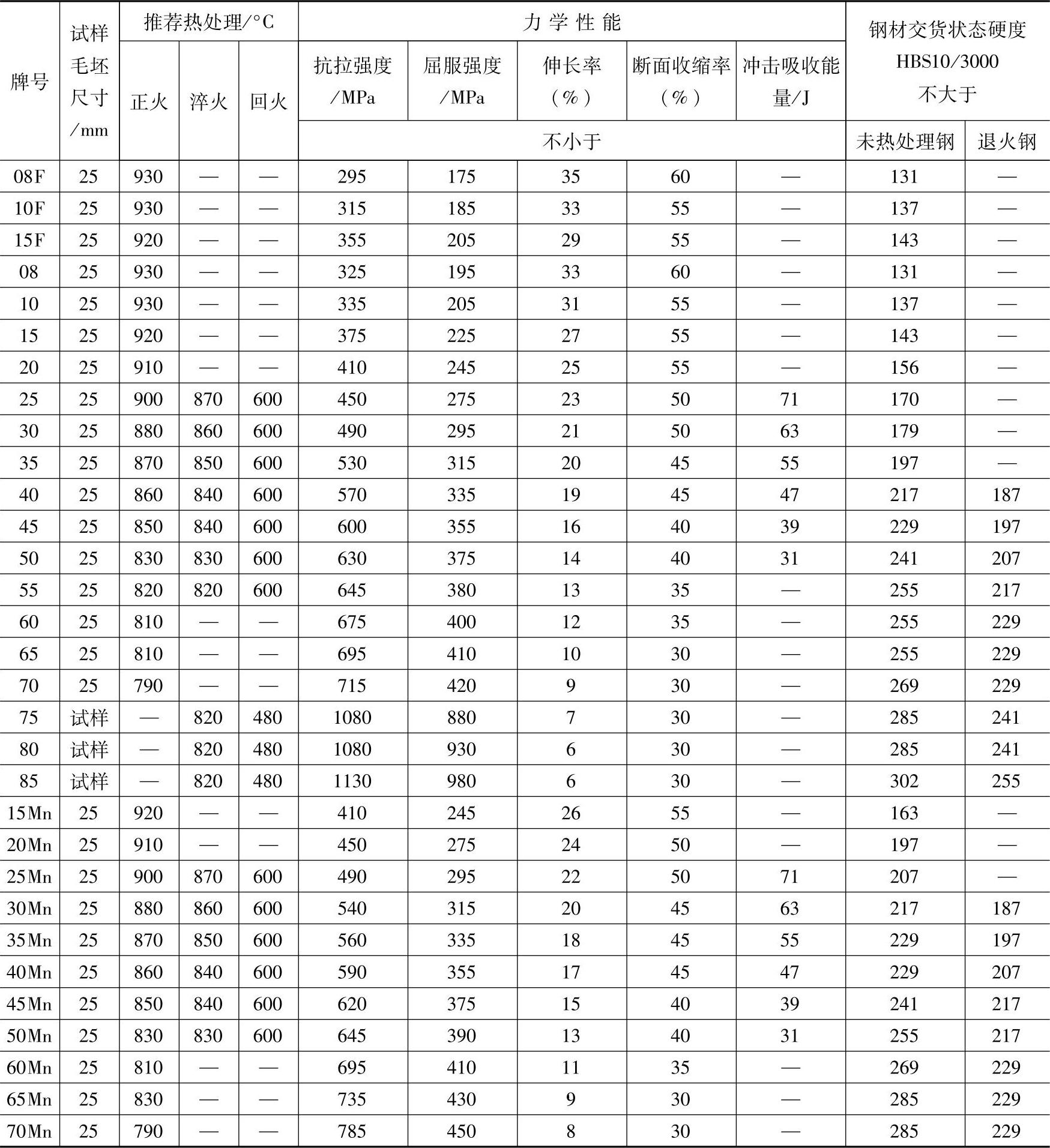
注:1.用热处理(正火)毛坯制成的试样测定钢材的纵向力学性能(不包括冲击吸收能量)应符合本表的规定。以热轧或热锻状态交货的钢材,如供方能保证力学性能合格时,可不进行试验。
2.根据需方要求,用热处理(淬火+回火)毛坯制成试样测定25~50钢、25Mn~50Mn钢的冲击吸收能量应符合本表的规定。直径小于16mm的圆钢和厚度不大于12mm的方钢、扁钢,不做冲击试验。
3.表中所列的力学性能仅适用于截面尺寸(直径或长和宽中较大的尺寸)不大于80mm的钢材。对于截面尺寸大于80mm的钢材,允许其断后伸长率、断面收缩率比表中的规定分别降低2%(绝对值)及5%(绝对值)。用尺寸大于80mm至120mm的钢材改锻(轧)成70mm~80mm的试料取样检验时,其试验结果应符合本表的规定。用尺寸大于120mm至250mm的钢材改锻(轧)成90mm~100mm的试料取样检验时,其试验结果应符合本表的规定。
4.通常以热轧或热锻状态交货。如需方有要求,并在合同中注明,也可以以热处理(退火、正火或高温回火)状态或特殊表面状态交货。表中所列正火推荐保温时间不少于30min,空冷;淬火推荐保温时间不少于30min,70钢、80钢和85钢油冷,其余钢水冷;回火推荐保温时间不少于1h。
5.切削加工用钢材或冷拔坯料用钢材的交货状态硬度应符合本表的规定。
2.特殊用途碳素结构钢
在各类焊接结构中应用的特殊用途碳素结构钢主要有:船体用碳素结构钢、锅炉和压力容器用碳素钢、桥梁用碳素结构钢、建筑结构用碳素钢和石油天然气工业输送管道用碳素钢。
(1)船体及海洋工程用碳素结构钢 按国家标准GB 712—2011《船舶及海洋工程用结构钢》将船体及海洋工程用碳素结构钢统称为船体用一般强度钢,并分为A、B、D、E四个等级。船体用碳素结构钢的标准化学成分列于表5-6,力学性能要求列于表5-7,钢材供货状态的规定列于表5-8。
表5-6 船舶及海洋工程用碳素结构钢化学成分(按GB 712—2011)
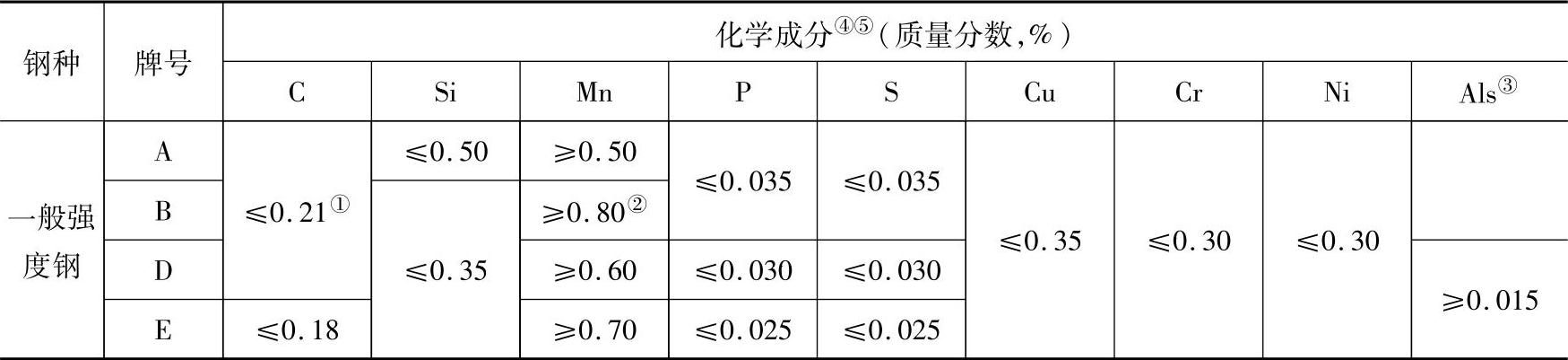
① A级型钢的C含量最大可到0.23%(质量分数)。
② B级钢材做冲击试验时,Mn含量下限可到0.60%(质量分数)。
③ 对于厚度大于25mm的D级、E级钢材的铝含量应符合表中规定,可测定铝总含量代替酸溶铝含量,此时,铝总含量应不小于0.020%(质量分数)。经船级社同意,也可使用其他细化晶粒元素。
④ A、B、D、E级钢的碳当量CE≤0.40%。碳当量计算公式:CE=w(C)+w(Mn)/6。
⑤ 添加的任何其他元素,应在质量证明书中注明。
表5-7 船舶及海洋工程用碳素结构钢的力学性能(按GB 712—2011)
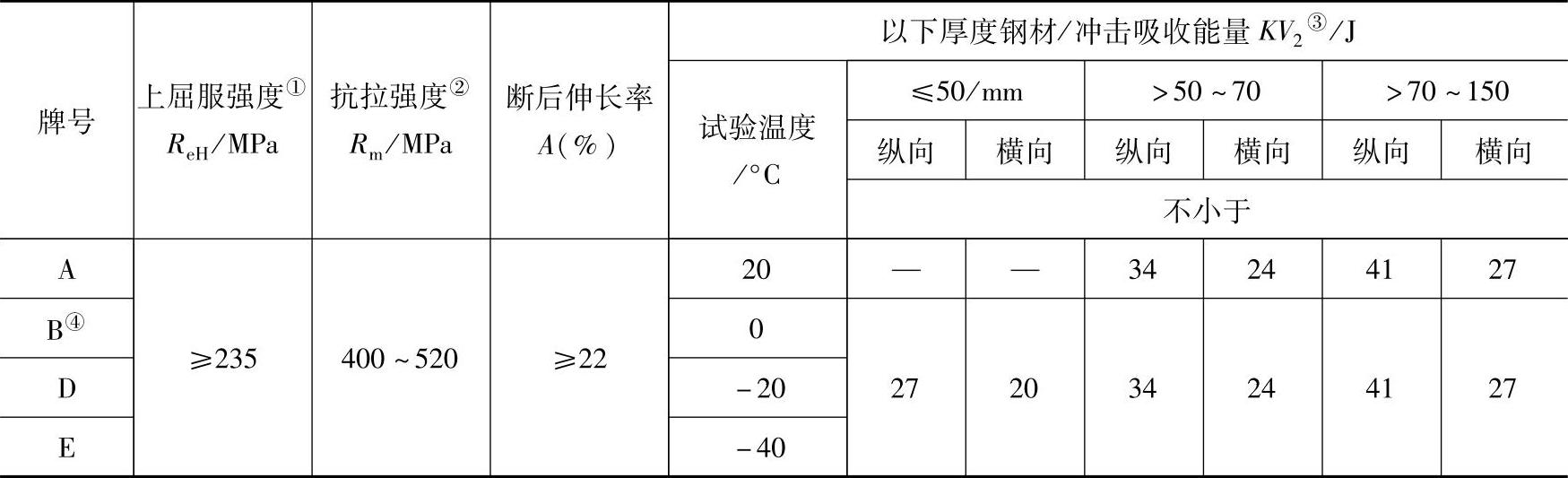
① 当屈服不明显时,可测量Rp0.2代替上屈服强度。
② 拉伸试验取横向试样,经船级社同意,A级型钢的抗拉强度可超上限。
③ 冲击试验取纵向试样,但供方应保证横向冲击性能。型钢不进行横向冲击试验。厚度大于50mm的A级钢,经细化晶粒处理并以正火状态交货时,可不做冲击试验。
④ 厚度不大于25mm的B级钢、以TMCP状态交货的A级钢,经船级社同意,可不做冲击试验。
表5-8 船舶及海洋工程用一般强度结构钢交货状态和冲击试验批量(按GB 712—2011)
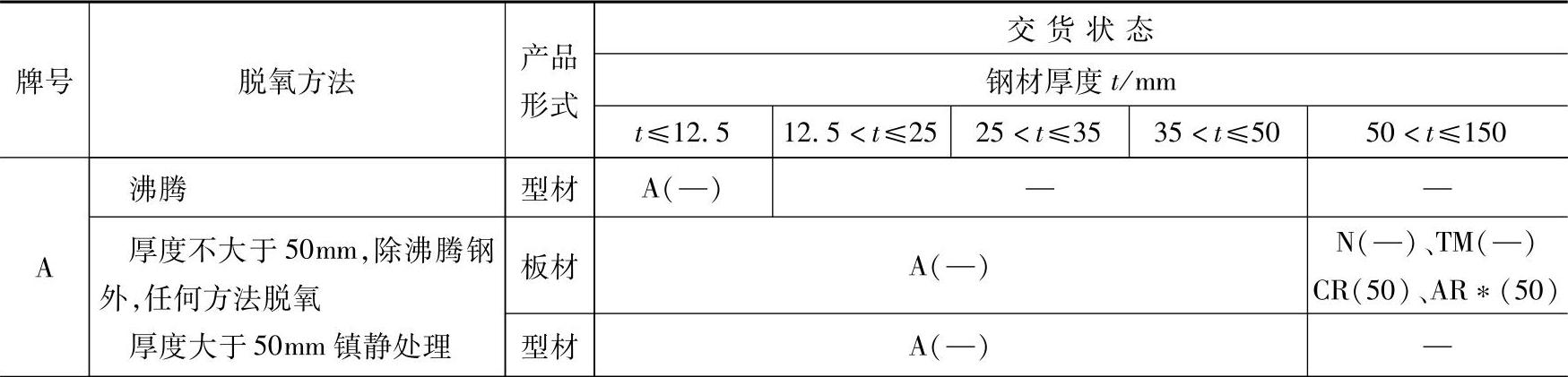
(续)(www.daowen.com)
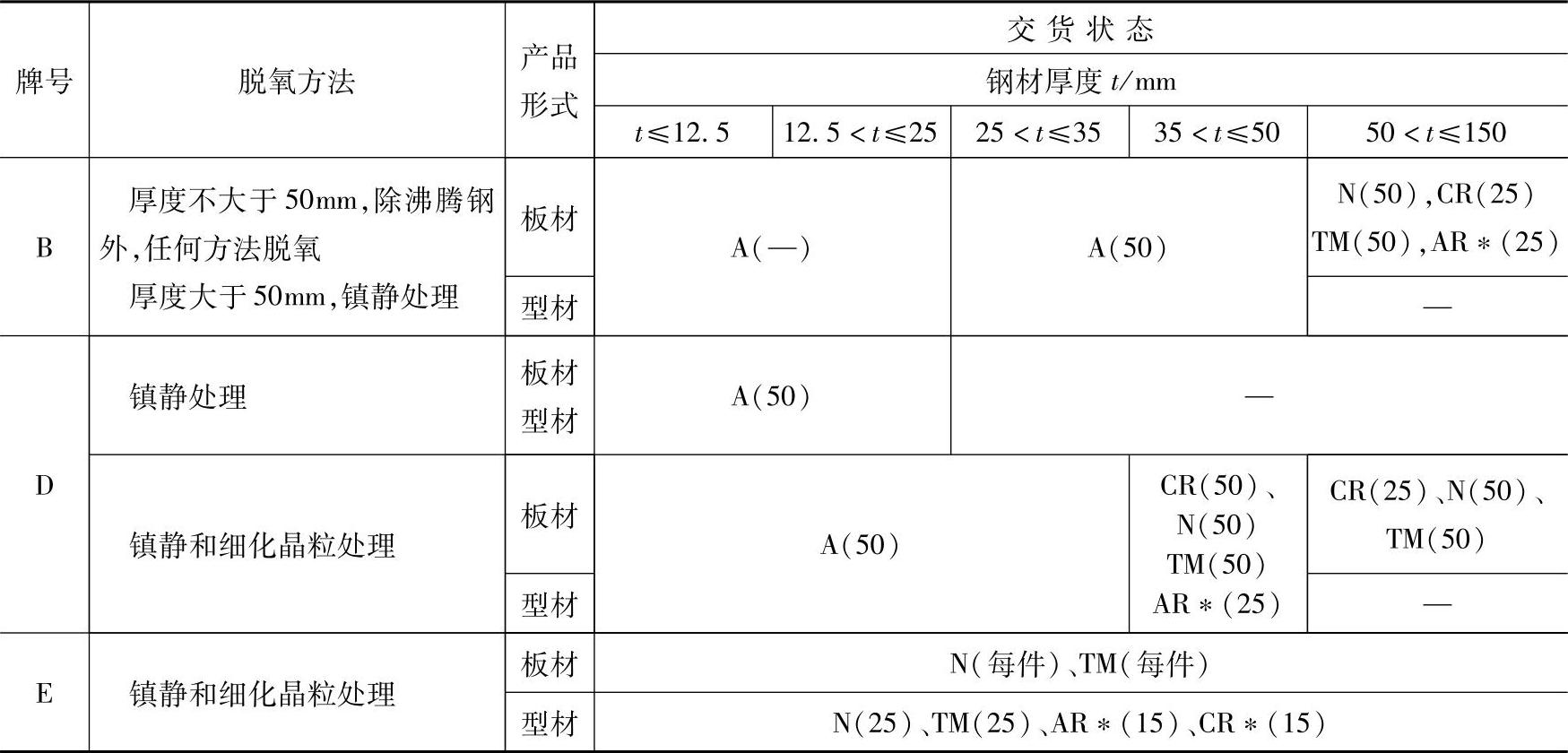
注:1.A—任意状态;AR—热轧;CR—控轧;N—正火,TM(TMCP)—温度—形变控轧;AR*—经船级社特别认可后,可采用热轧状态交货;CR—经船级社特别认可后,可采用控轧状态交货。
2.括号内的数值表示冲击试样的取样批量(单位为t),(—)表示不作冲击试验,由同一块板坯轧制的所有钢板应视为一件。
3.所有钢级的Z25/Z35,细化晶粒元素、厚度范围、交货状态与相应的钢级一致。
由表载数据可见,对船体用碳素结构钢的基本要求,除了应具有良好的焊接性外,还应有较高的低温冲击韧度,以防止船体在交变载荷作用下发生脆性断裂。从这几种钢的成分上看,A级钢的性能较差,通常用于不太重要的结构部件;B级钢含有适量的Mn,对提高钢材的冲击韧度有利;D级和E级钢不仅锰含量较高,而且采用Al进行细晶粒化处理,进一步提高了钢材的低温冲击韧度。E级钢的w(C)控制在0.18%以下,从而改善了焊接性。
从表5-8中可知,采用控轧和温度-形变控轧(也称热力学控轧)等先进热轧工艺,可明显提高钢材的力学性能和焊接性,其原理如图5-1所示。
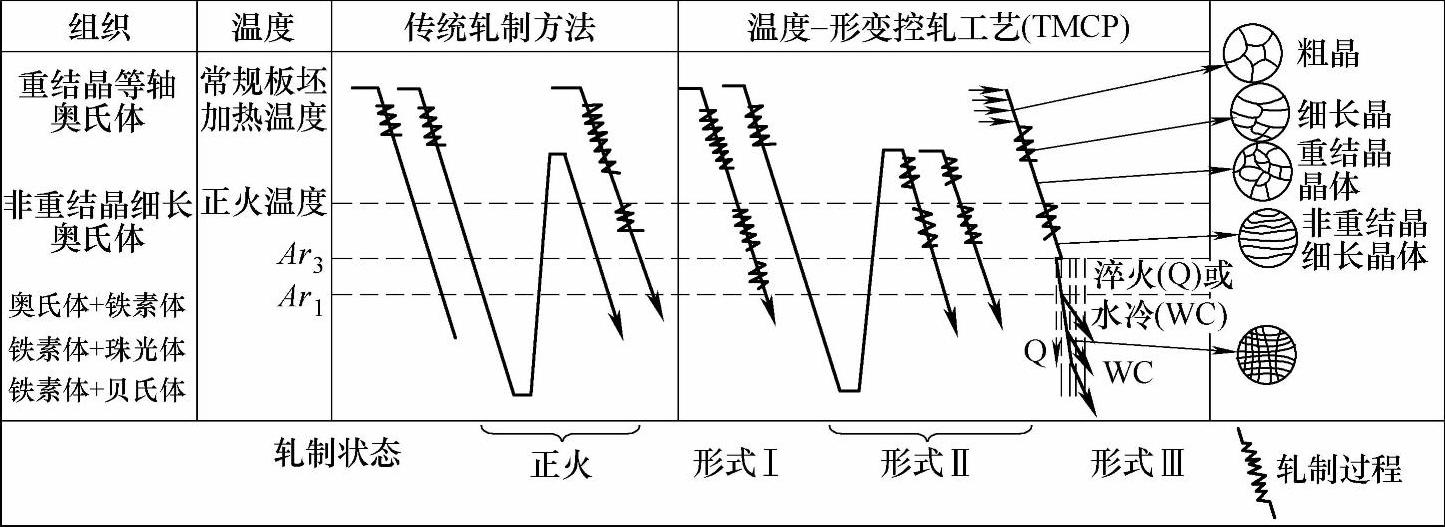
图5-1 传统轧制方法与温度-形变控轧工艺的比较
(2)锅炉和压力容器用碳素钢 列入国家标准GB 713—2008《锅炉和压力容器用钢板》的碳素钢只有一种,即Q245R(对应的牌号为20R、20g)。其化学成分和力学性能分别列于表5-9和表5-10。
表5-9 锅炉压力容器用碳素钢化学成分(按GB 713—2008)

注:1.钢中可添加微量铌、钒、钛等元素,3个元素含量总和应不大于0.050%(质量分数)。
2.作为残余元素的铬、铜、镍含量应各不大于0.30%(质量分数)。
3.厚度大于60mm的钢板,Mn含量上限可提高到1.20%(质量分数)。
表5-10 锅炉压力容器用碳素钢力学性能要求(按GB 713—2008)
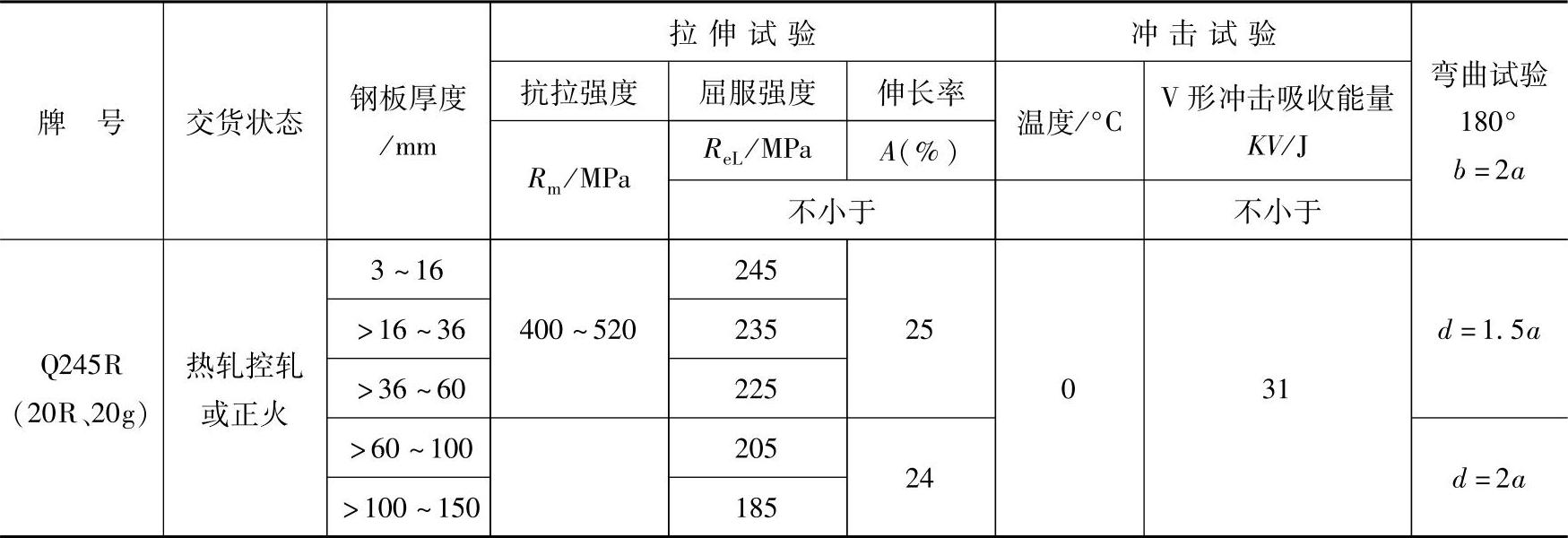
由表载数据可见,对锅炉、压力容器用碳素钢板提出了较高的综合力学性能要求。因为锅筒和压力容器筒体都需采用热卷,热冲压或冷卷成形,封头则采用冲压或旋压工艺制成。另外,对于不同的钢板厚度范围规定了不同的强度指标,以利合理计算壳体的壁厚。为保证良好的焊接性,不同厚度钢板的碳含量均不大于0.20%(质量分数)。
在GB 5310—2008《高压锅炉用无缝钢管》国家标准中,列出了20G、20MnG、25MnG三种优质碳素结构钢管。其化学成分和力学性能分别列于表5-11和表5-12。
表5-11 高压锅炉碳钢管的标准化学成分(按GB 5310—2008)

① 20G钢中Alt不大于0.015%,不作交货要求,但应填入质量证明书中。
表5-12 高压锅炉碳钢管力学性能要求(按GB 5310—2008)
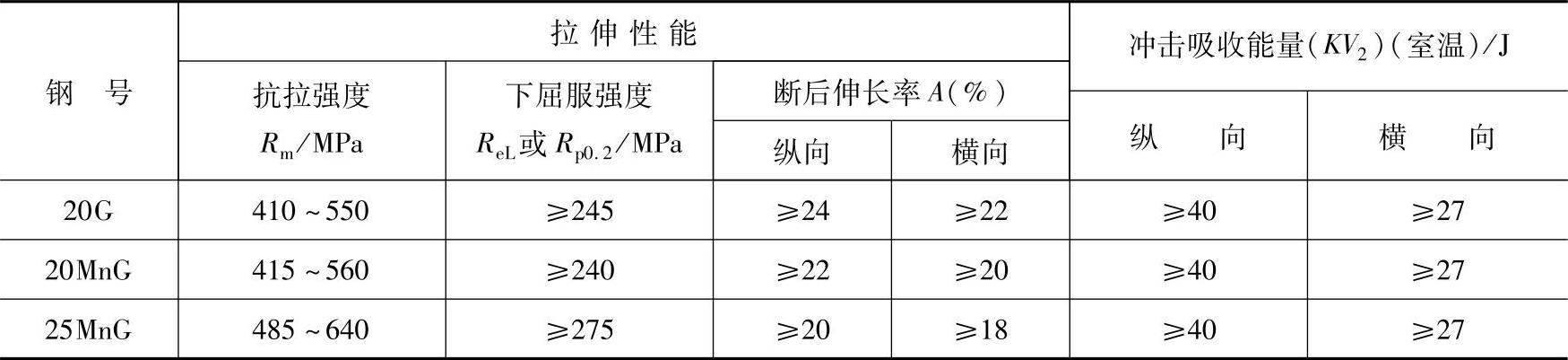
注:碳钢管交货状态为正火,正火温度880~940℃。
(3)建筑结构用碳素钢 国家标准GB/T 19879—2005《建筑结构用钢板》对建筑结构用碳素钢的化学成分和力学性能作出了规定,详见表5-13和表5-14。当提出厚度方向性能要求时,对P、S含量的规定见表5-15。对不同厚度钢板碳当量CE和冷裂敏感指数Pcm的要求列于表5-16。
表5-13 建筑结构用碳素钢的化学成分(按GB/T 19879—2005)
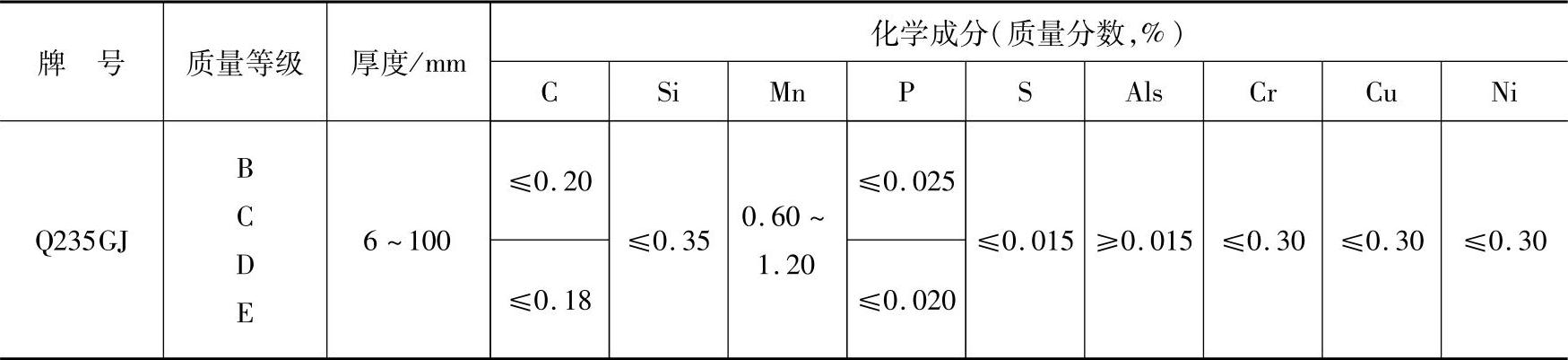
注:1.允许用全铝含量来代替酸溶铝含量的要求,此时要求w(Al)≥0.020%。
2.Cr、Ni、Cu作为残余元素时,其质量分数应各≤0.30%。
3.不规定添加微量合金元素V、Nb、Ti的数量。
表5-14 建筑结构用碳素钢的力学性能(按GB/T 19879—2005)
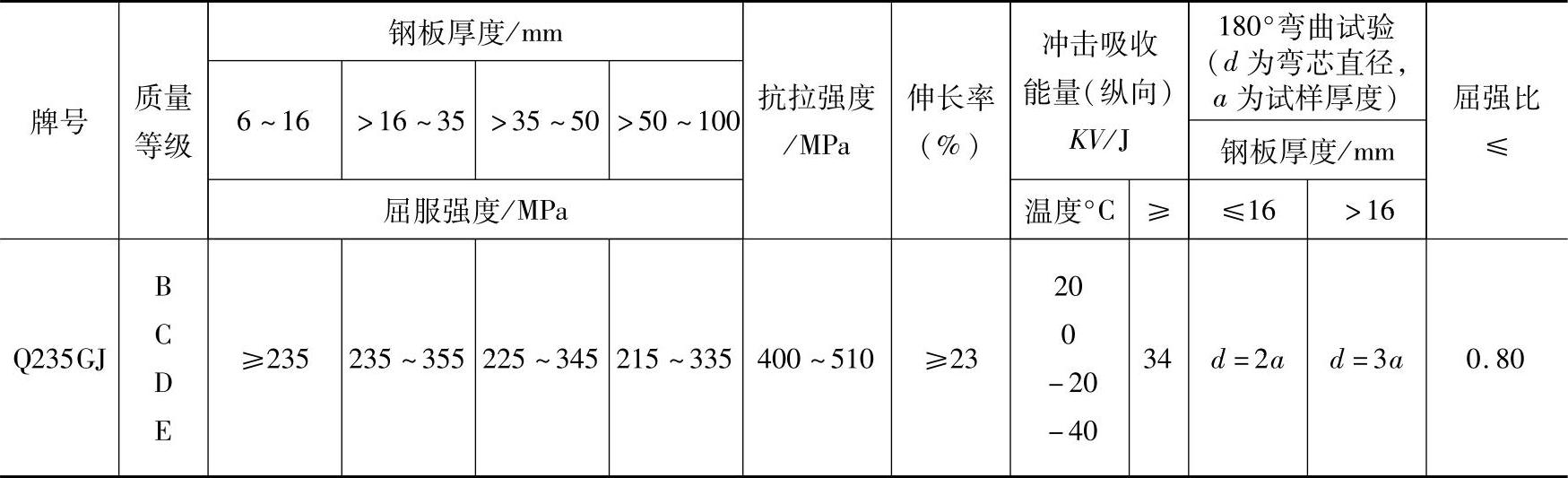
表5-15 建筑结构用碳素钢要求厚度方向性能时对P、S含量的规定

表5-16 建筑结构用碳素钢不同厚度下碳当量CE和焊接冷裂纹指数Pcm的要求

注:1.碳当量计算公式:CE=w(C)+w(Mn)/6+w(Cr+Mo+V)/5+w(Ni+Cu)/15。
2.焊接冷裂纹敏感指数Pcm计算公式:Pcm=w(C)+w(Si)/30+w(Mn)/20+w(Cu)/20+w(Ni)/60+w(Cr)/20+w(Mo)/15+w(V)/10+5w(B)。
3.应采用熔炼分析值计算。一般以碳当量交货。经供需双方协议并在合同中注明,钢板的碳当量可用焊接裂纹敏感性指数替代。
由表载数据可见,由于建筑结构施工条件较差,对建筑结构用碳素钢的焊接性提出了较严格的要求。
(4)桥梁用碳素结构钢 桥梁是承受动载荷的焊接结构,因此对桥梁用钢的性能提出了较高的要求。按桥梁的工作条件,桥梁用钢应具有较好的塑性和低温冲击韧度。在桥梁制造中,焊接工作量日益增加,桥梁预制构件已全部采用焊接件,全焊结构的桥梁也日见增多,因此桥梁用碳素钢应具有良好的焊接性。国家标准GB/T 714—2008《桥梁用结构钢》对桥梁用碳素结构钢的标准化学成分和力学性能作出了规定,详见表5-17和表5-18。
表5-17 桥梁用碳素结构钢的化学成分(按GB/T 714—2008)

表5-18 桥梁用碳素结构钢力学性能要求
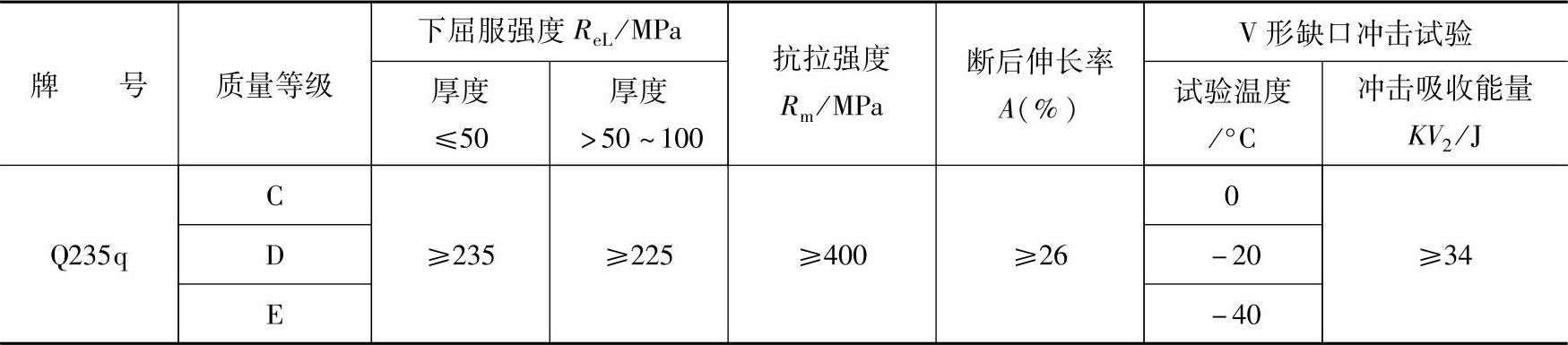
注:1.冲击试验取纵向试样。
2.厚度不大于16mm的钢材,断后伸长率提高1%(绝对值)。
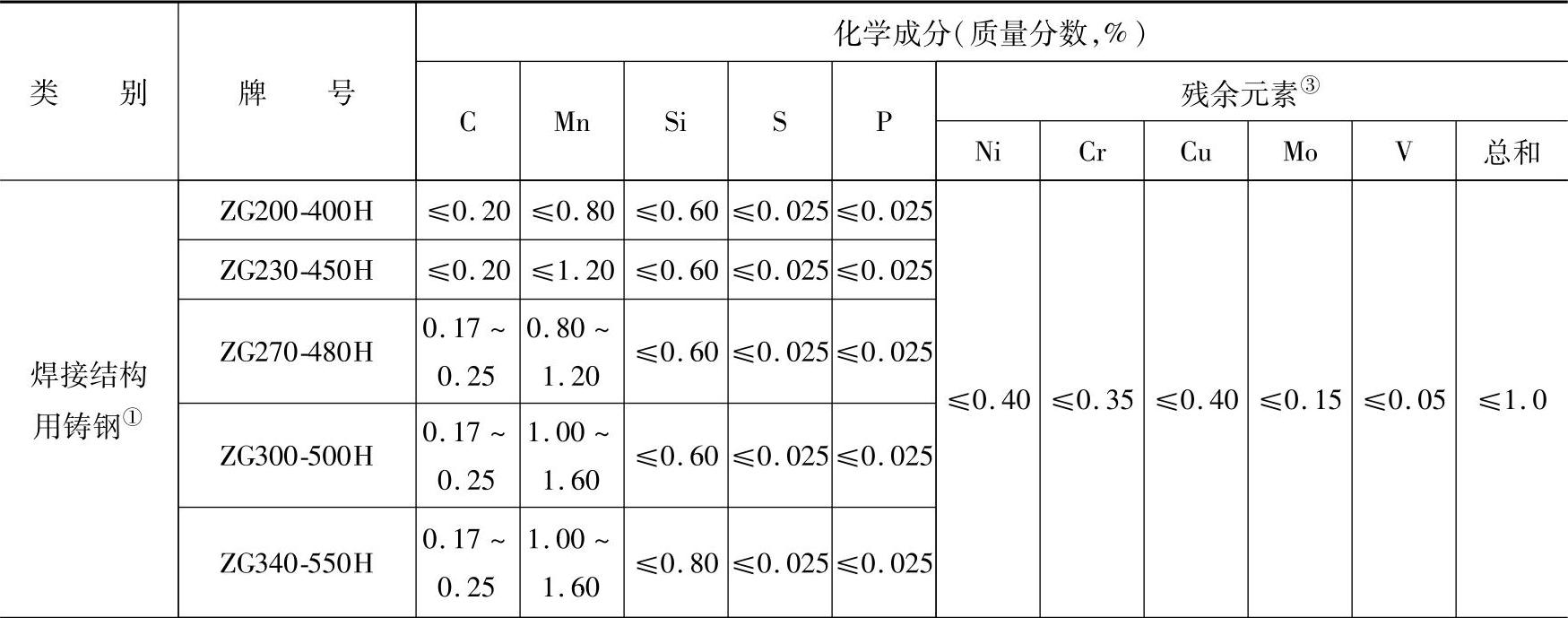
(5)焊接结构用碳素钢铸件 在GB/T 7659—2010《焊接结构用铸钢件》国家标准中,规定了专用于铸焊结构的碳素钢技术要求,并已考虑到了钢材的焊接性,将碳的最高质量分数控制在0.25%以下。GB/T 11352—2009《一般工程用铸造碳钢件》国家标准,规定了工程上常用的各种铸造碳素钢,钢种范围较宽,其中只有碳的质量分数不超过0.40%的铸钢适用于铸焊结构。这两类碳素钢铸件的标准化学成分和力学性能分别列于表5-19和表5-20。
表5-19 碳素钢铸件标准化学成分(按GB/T 11352—2009,GB/T 7659—2010)
(续)
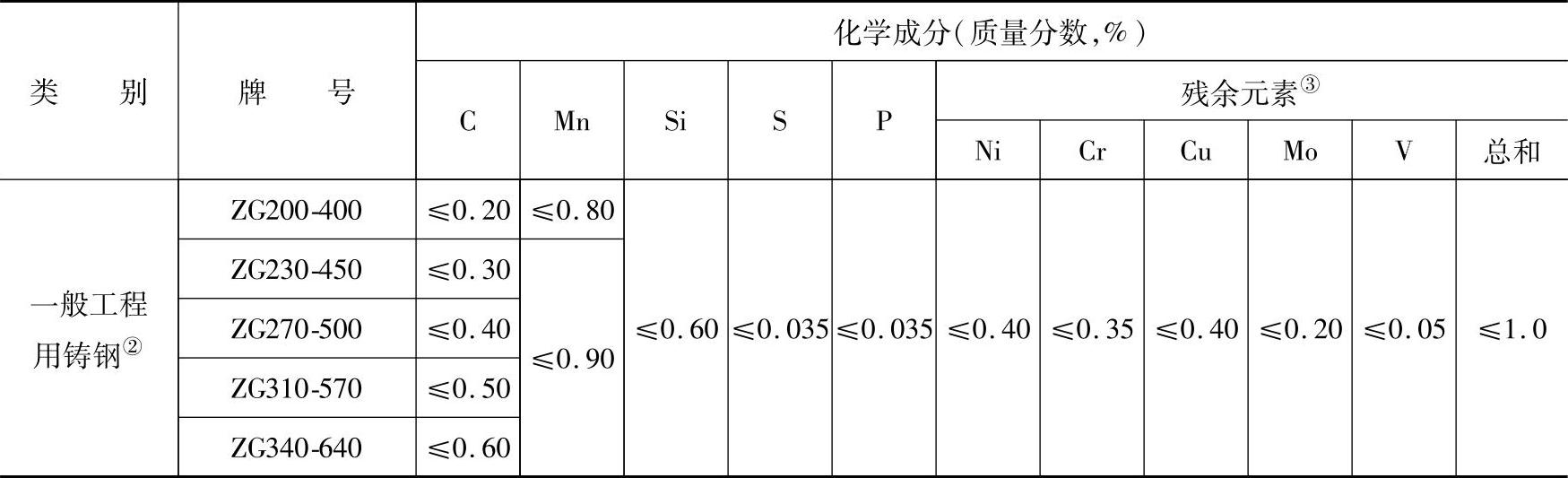
① 实际碳含量比表中碳含量上限每减小0.01%(质量分数),允许实际锰含量超出表中锰含量上限0.04%(质量分数),但总超出量不得大于0.2%(质量分数)。
②碳含量上限减少0.01%(质量分数),允许锰含量增加0.04%(质量分数)。ZG200-400铸钢的最高锰含量为1.00%(质量分数),其余四个牌号的铸钢,锰最高含量为1.20%(质量分数)。
③ 除另有规定,残余元素不作为验收依据。
表5-20 碳素钢铸件的力学性能要求(按GB/T 11352—2009,GB/T 7659—2010)
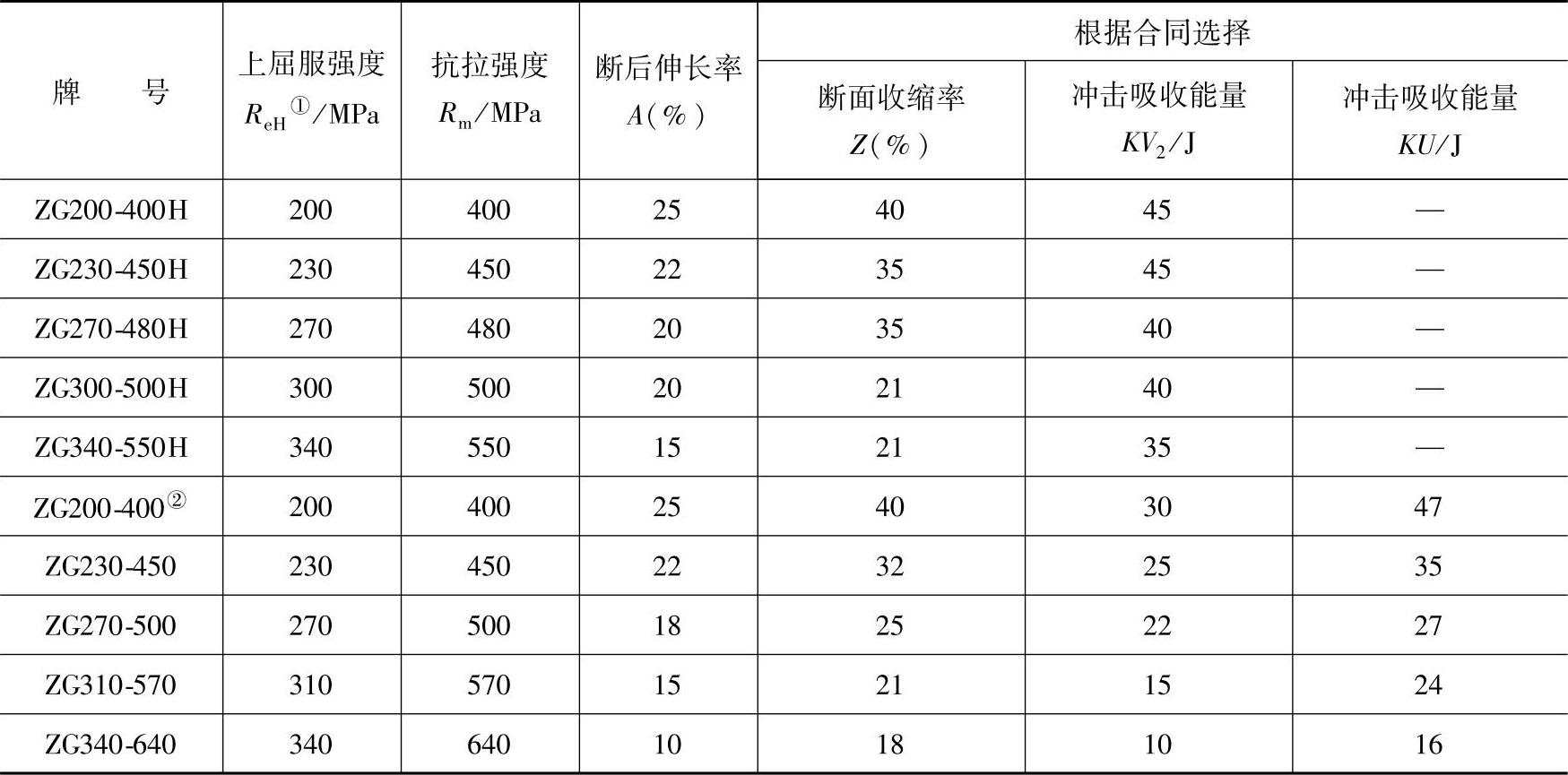
① 当无明显屈服时,测定RP0.2。
② 一般工程用铸钢各牌号所列的性能,适用于厚度为100mm以下的铸件。当铸件厚度超过100mm时,表中规定的ReH(RP0.2)屈服强度仅供设计使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






