使用直流电焊接钢和镍合金等磁性材料时,在一定的条件下,会产生电弧的磁偏吹现象,导致电弧不稳定,并可能引起飞溅、气孔、咬边、未熔合和夹渣等焊接缺陷。当使用铁粉药皮焊条焊接时,电弧磁偏吹会给焊工带来很大的操作上的麻烦。因此必须采取有效的措施防止或减弱电弧的磁偏吹。
1.影响磁偏吹的因素
根据电磁学定律,任一通电流的导体周围都会产生环形磁场,如图4-30所示。
在焊接过程中,作用于电弧的磁场方向和强度是在不断变化的,影响因素也很多。但从焊接操作角度,阐明下列影响因素是有帮助的。
(1)焊条倾角的影响 焊接电弧在磁场的作用下总是向焊条倾斜的相同方向偏移,如图4-31所示。
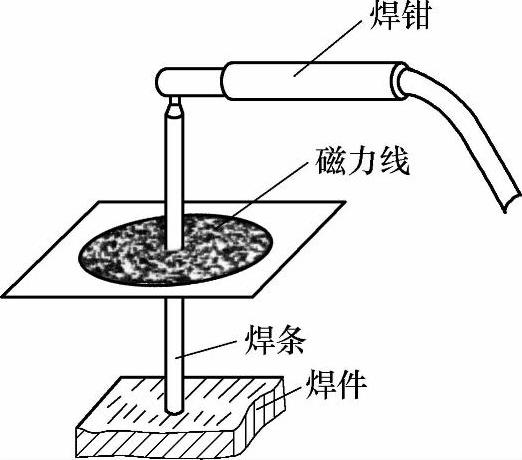
图4-30 焊条周围磁场示意图
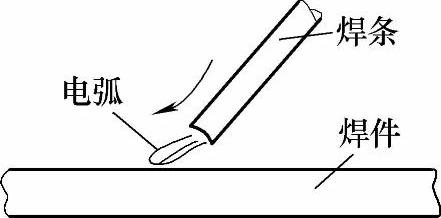
图4-31 焊接电弧的偏移与焊条倾斜方向一致
(2)焊件形状的影响 图4-32示出截面突变焊件的磁力线的分布,电弧会被质量较大的部件吸引。例如在堆焊时,电弧总是向先堆焊的焊道偏移。焊接搭接接头时,电弧总是向盖板边缘偏移。
(3)焊件边缘的影响 在平板上焊接时,电弧总是从焊件的边缘向中间偏移,如图4-33所示。因为磁力线总是在边缘聚集,使电弧产生所谓“边缘效应”。另外,这也与地线总是接在焊件边缘有关。
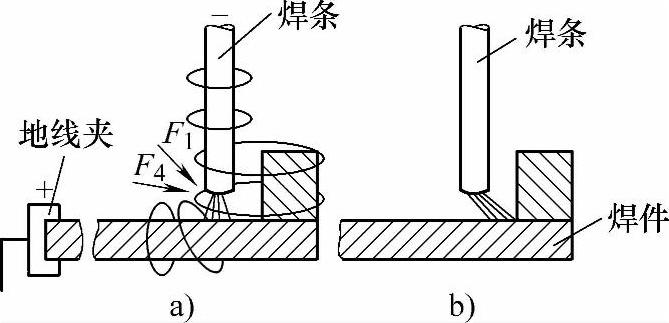
图4-32 截面突变焊件焊接时磁力线的分布
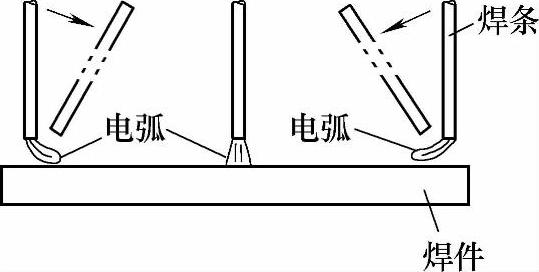
图4-33 电弧总是从边缘偏向中心
2.消除电弧磁偏吹的措施
焊条电弧焊时,可以采取以下各种工艺措施消除或减轻电弧的磁偏吹。
1)焊接时将焊条倾斜一定的角度,可以在一定程度上抵消电弧的磁偏吹。
2)加大定位焊缝的长度和数量,使磁力线较均匀地分布,可减轻对电弧的偏移作用。(www.daowen.com)
3)采取分段退焊法,其作用与加大定位焊缝相同,如图4-34所示。
4)在焊件两端装上厚度与板材相同的引弧板和引出板,避免电弧的“边缘效应”,如图4-35所示。
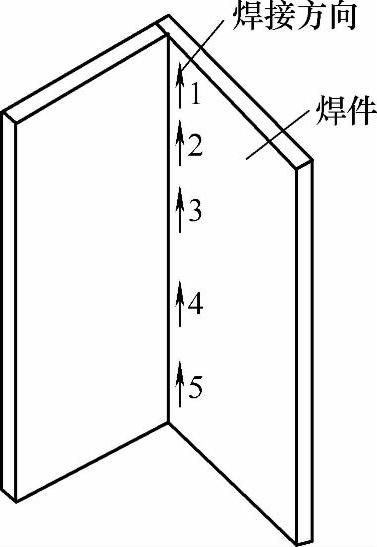
图4-34 分段退焊法示意图
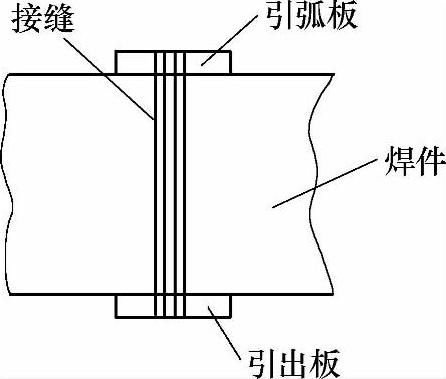
图4-35 加装引弧板和引出板
5)外加临时钢块转移磁力线对电弧的作用,如图4-36所示。
6)采用可移动的地线接头,使其尽量远离焊接电弧,如图4-37所示,或者在焊件两端都加地线接头,如图4-38所示。
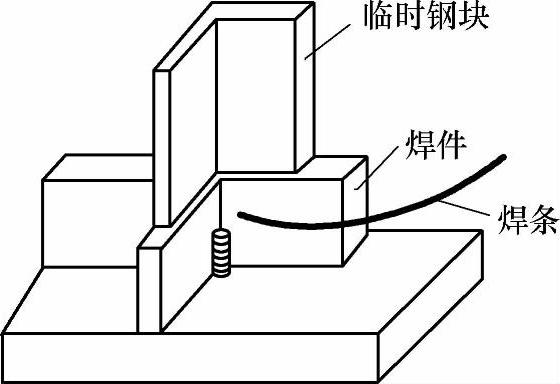
图4-36 在焊件上外加临时钢块
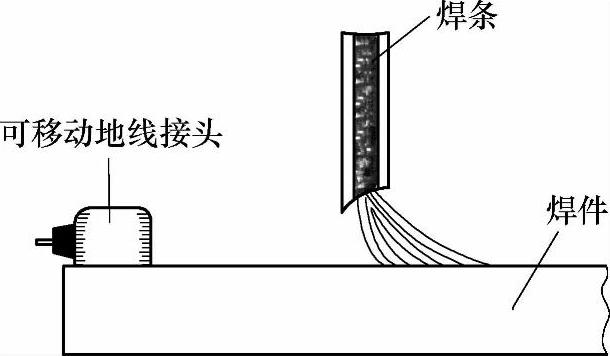
图4-37 采用可移动的地线接头
7)改用交流电焊接,但这不适用于低氢钠型药皮焊条。
8)选用小直径焊条和低的焊接电流进行焊接。
9)在焊件上向某一方向缠绕地线电缆,以使所产生的磁场抵消引起电弧磁偏吹的磁场。
10)如果焊件的磁性太强,应进行退磁处理。使用交流变压器作退磁电源,在焊件上缠绕电缆。退磁程序如下:将变压器输出电流调至0,接通电源开关,将电流缓慢上升到最大值,保持20min,再将电流缓慢降至0,最后关闭电源。
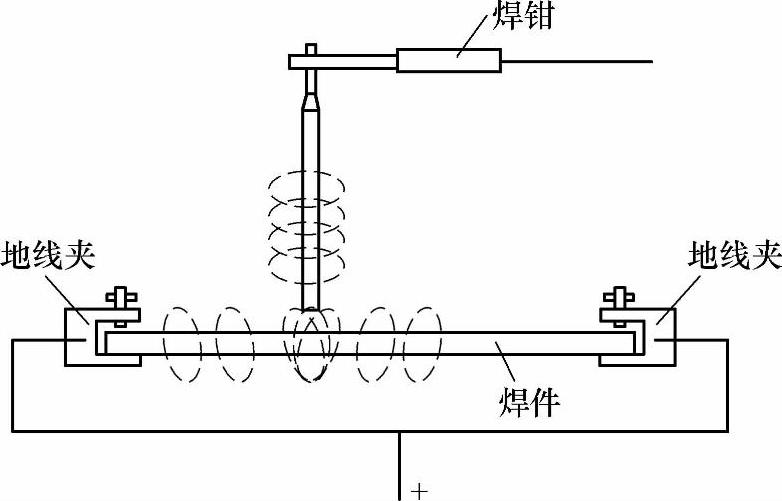
图4-38 在焊件两端接地线接头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






