
焊条电弧焊过程中,焊条相对于焊缝所做的各种动作,总称为运条,共有三个基本动作:即焊条向熔池垂直送进、焊条沿焊接方向的移动和焊条相对于焊缝的横向摆动,如图4-27所示。
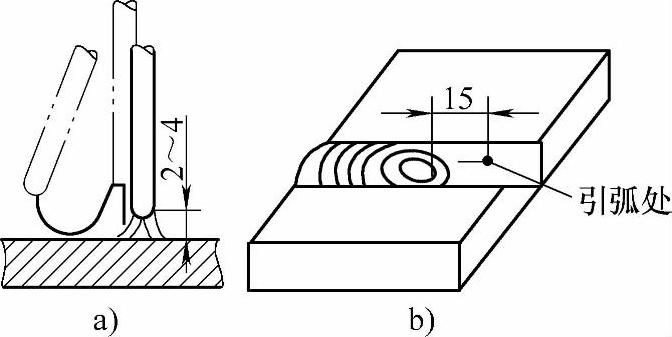
图4-26 划擦引弧方法
a)划擦引弧法示意图 b)接头处引弧的正确部位
1.焊条向熔池的送进
焊条电弧焊时,应始终保持电弧长度不变,即使焊条向熔池的送进速度等于焊条的熔化速度。如果焊条的送进速度小于焊条的熔化速度,则电弧将逐渐拉长,最终导致断弧。如果焊条送进速度太快,则电弧长度缩短,焊条末端可能与焊件接触发生短路,而使电弧熄灭。因此应按焊条实际熔化速度掌握好送进速度,使弧长保持基本不变。
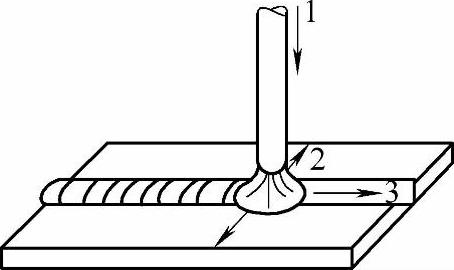
图4-27 运条的基本动作
1—焊条垂直送进 2—焊条横向摆动 3—沿焊接方向的移动
2.焊条沿焊接方向的移动
焊条沿焊接方向移动的速度即为焊接速度,其单位为mm/min。焊条的移动速度对焊道的成形、焊缝的质量和焊接效率有很大的影响。通常焊工按熔池的形状掌握焊条的移动速度。如果焊条移动速度太快,则电弧熔化焊条和母材金属不足,焊接熔池未达到所要求的尺寸和形状,将会形成过窄的焊道和未焊缝;如果焊条移动速度过慢,则会造成焊道过高,熔宽增大,成形恶化,在焊接较薄焊件时还容易烧穿。适当的焊条移动速度是形成均整焊道的必要条件。(www.daowen.com)
3.焊条的横向摆动
焊条横向摆动的作用是为获得一定宽度的焊道,并使焊道两侧与母材熔合良好。摆动的幅度应按接缝的宽度和焊条直径而定。横向摆动的幅度和速度应均匀一致,才能形成外形均整美观的焊道,如图4-28所示。
实际操作时,应按所形成的熔池形状、大小和与坡口侧壁的相对位置掌握好焊条横摆幅度和速度。
焊条电弧焊常用的运条方法有很多种。焊工可根据焊接接头的形式、壁厚、装配间隙,焊缝的空间位置、焊条直径及其操作性能以及所选定的焊接电流等因素合理地选择运条方法。
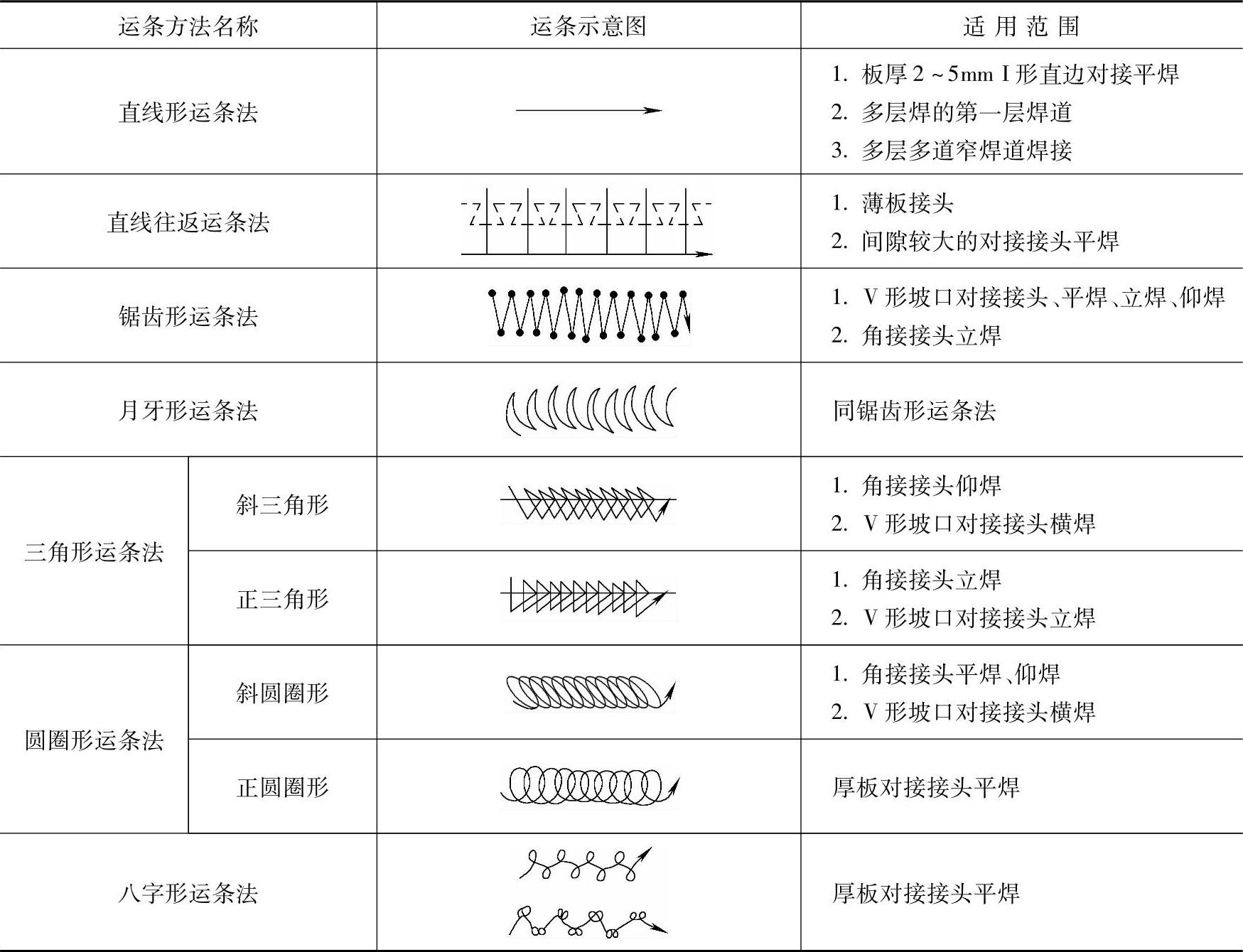
实际焊接操作中常用的运条方法及适用范围列于表4-6。运条方法属焊工的操作技能,在焊接工艺规程中一般不作规定,由焊工自行选定。
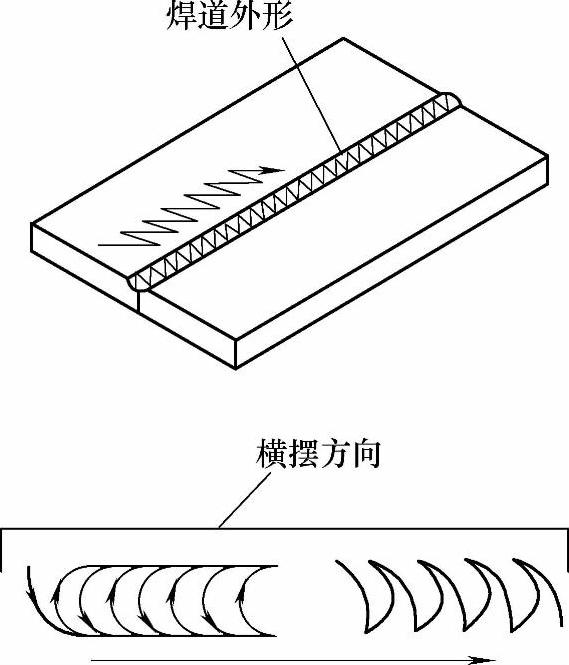
图4-28 恰当的横向摆动形成的均整焊道外形
表4-6 常用的运条方法及适用范围
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






