焊条电弧焊时,焊前应进行以下准备工作:焊前检查、焊接接头的表面清理和焊条的预处理。
1.焊前检查
焊前准备应包括焊接场地检查,焊接设备及工夹具检查和焊件装配质量的检查。
(1)焊接场地的检查 焊前应检查焊接场地的安全设施是否完好,并应有足够的施焊空间,清除所有的障碍物。焊接不锈钢、钛及其合金、镍及其合金和有色金属焊件时,应检查焊接场地的清洁度是否符合规定要求,特别是对焊接质量有直接影响的一切污染物,必须清除干净。
(2)焊接设备及工夹机具的检查 焊接前应仔细检查焊接设备及工夹机具是否处于完好状态。必要时进行试焊,检查电流表指示是否正确。焊接电缆接头是否压紧,导电是否良好。使用变位机、翻转架和滚轮架等变位机械焊接大型焊件时,必须检查焊件装夹是否正确和牢固。检查变位机的安全限位装置工作是否正常。如发现焊接设备及工夹机具出现任何故障,应及时报请修理,修复正常后才能使用。
(3)焊件装配质量的检查 焊前应对焊件的装配质量进行认真的检查,接头的装配间隙,内外错边应符合相关制造技术条件和焊接工艺规程的规定。如发现严重超标,应退回上道工序重新装配,合格后才能施焊。
2.焊接接头的表面清理
焊前应将焊件接头内外表面油污、锈斑、氧化皮等清理干净,这些表面的污染物都对焊缝质量产生不良的影响,严重时会引起气孔、裂纹等缺陷。
焊接不锈钢、镍及其合金和钛及其合金焊件时,焊前应将接头内外表面用丙酮和酒精擦净,去油除水。因为油脂等碳氢化合物会使焊缝金属增碳,降低接头的耐蚀性。表面的水分将促使焊缝金属内气孔的形成。(www.daowen.com)
无论对于碳钢和低合金钢,还是不锈钢和镍基合金等金属材料,焊前清理是保证焊接质量不可缺少的工序。
3.焊条的预处理
为使普通药皮焊条保持原有优良的操作性能和抗气孔性以及低氢型焊条焊缝金属的低氢含量,所使用的焊条应作适当的预处理。由于国产焊条绝大多数采用简易的塑料袋包装,在搬运和运输过程中包装袋很容易破损,而使焊条暴露在大气中吸收水分。图4-21示出某种药皮焊条在大气中吸收水分含量与大气相对湿度及存放时间的关系。从中可见,当大气的相对湿度超过70%时,焊条药皮吸收水分的速度急剧加快。图4-22曲线为药皮的水分含量与焊缝金属扩散氢含量的实验数据。由所示曲线可知,对于低氢型碱性焊条,如再吸收的水分含量达1.0%(质量分数),即可使焊缝金属的扩散氢含量增加到8mL/100g以上。对于金红石为主要成分的酸性药皮焊条,药皮中过量的水分会降低电弧的稳定性,加剧飞溅,严重时还会引起气孔。因此药皮焊条应按焊条使用说明书的规定温度严格加以烘干,并在保温炉内存放,随用随取。
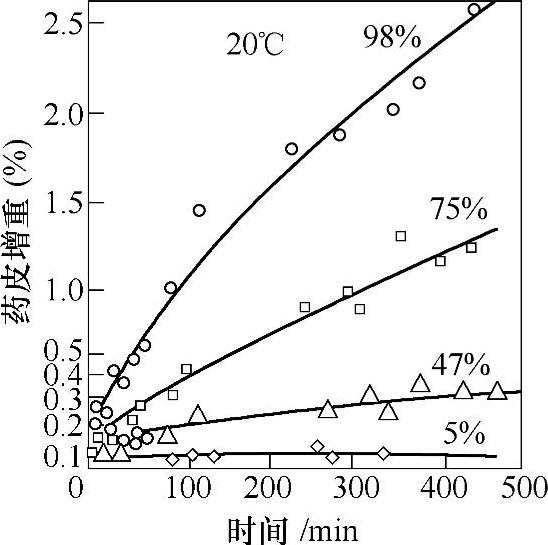
图4-21 药皮焊条在大气中吸收水分的含量与大气相对湿度及存放时间的关系
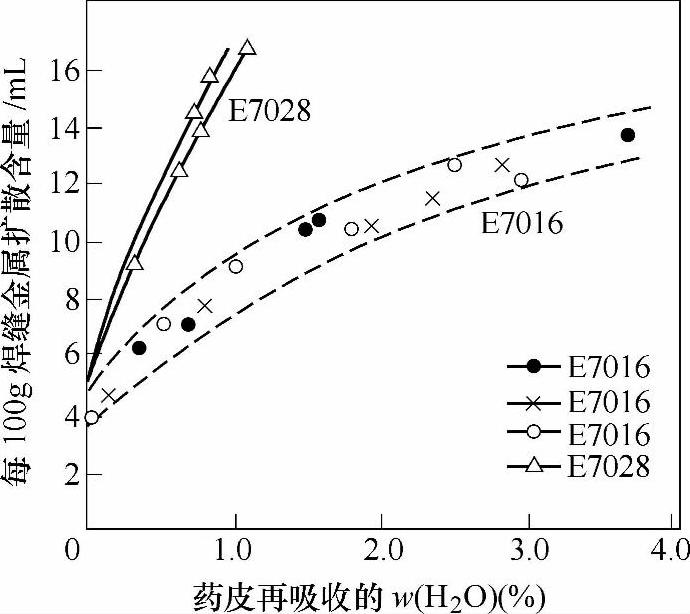
图4-22 药皮中的水分含量与焊缝金属扩散氢含量的关系曲线
如果使用国外进口密封包装的焊条,则可拆包后直接进行焊接,无需预处理。但用剩的焊条应集中保管,再使用前应按相关规定作烘干处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




