熔焊时,焊接接头所处的空间位置称为焊接位置,并可分为平焊、横焊、立焊和仰焊等位置,如图4-19所示。
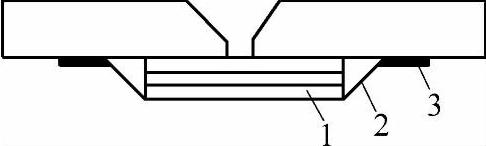
图4-18 玻璃纤维布衬带的结构和安装方法
1—玻璃纤维垫 2—铝箔 3—粘结剂
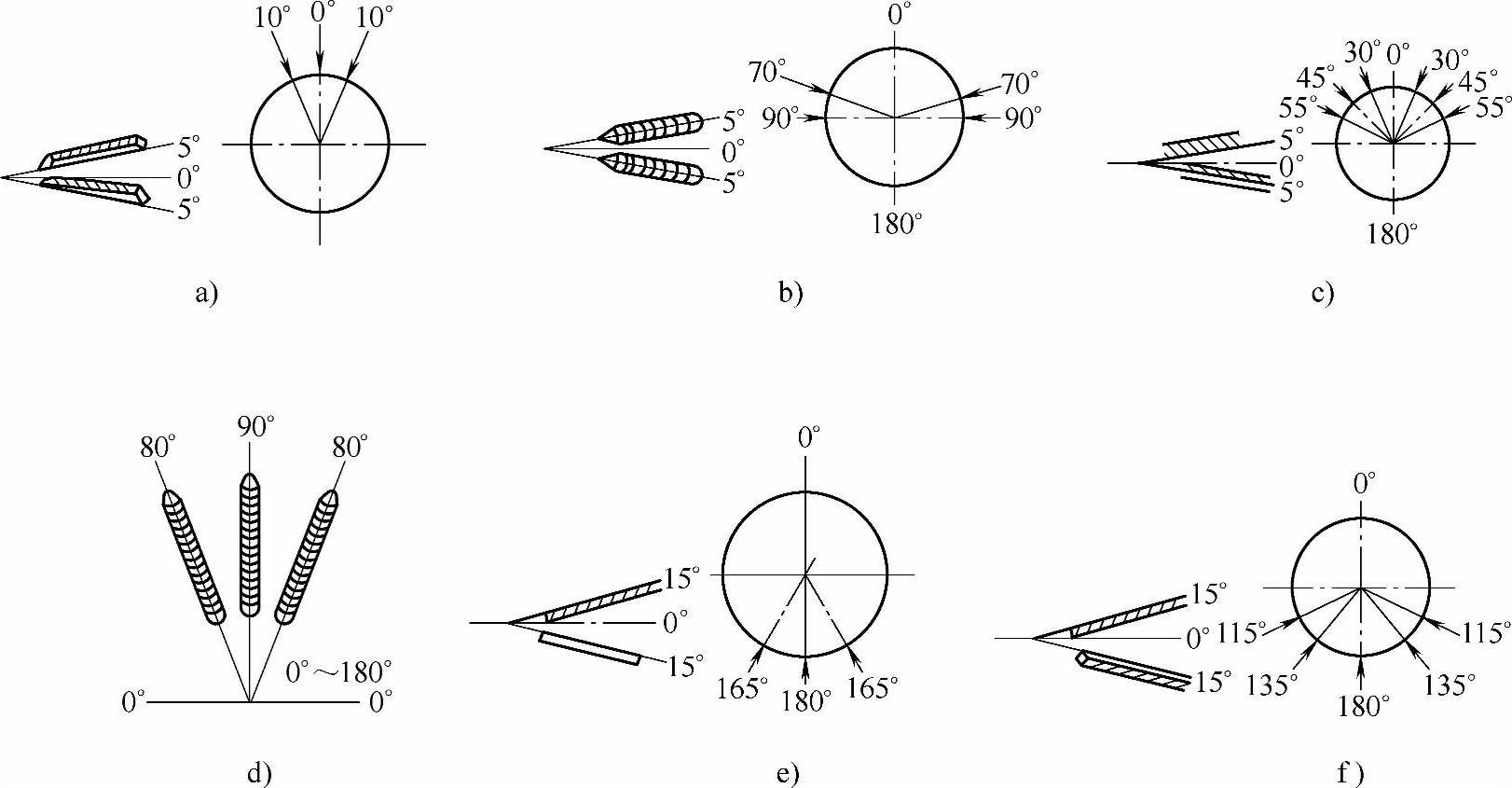
图4-19 焊接位置示意图
a)平焊位置 b)、c)横焊位置 d)立焊位置 e)、f)仰焊位置
(1)平焊位置 焊缝倾角0°~5°、焊缝转角0°~10°的焊接位置称为平焊位置,如图4-19a所示。对接接头在平焊位置的焊接称为平焊。
(2)横焊位置 对接接头的横焊位置为:焊缝倾角0°~5°,焊缝转角70°~90°,如图4-19b所示。角接接头的横焊位置为:焊缝倾角0°~5°,焊缝转角30°~55°,如图4-19c所示。对接接头在横焊位置进行焊接称为横焊,角接接头在横焊位置的焊接称为横角焊。(www.daowen.com)
(3)立焊位置 焊缝倾角80°~90°,焊缝转角0°~180°的焊接位置称为立焊位置,如图4-19d所示。在立焊位置的焊接称为立焊或立角焊。
(4)仰焊位置 对接接头焊接时,焊缝倾角0°~15°,焊缝转角165°~180°的焊接位置称为仰焊位置,如图4-19e所示。角接接头焊接时,焊缝倾角0°~15°,焊缝转角115°~180°的焊接位置为仰焊位置,如图4-19f)所示。在仰焊位置进行的焊接称为仰焊和仰角焊。
(5)船形位置 T形接头、十字形接头和其他角接接头处于水平位置的焊接,称为船形位置,如图4-20所示。这种位置的焊接相当于90°V形坡口对接接头的平焊。
(6)水平固定管对接接头全位置焊 当管子对接接头水平固定时,焊接位置为平焊、立焊、仰焊连续变化,称其为全位置焊。
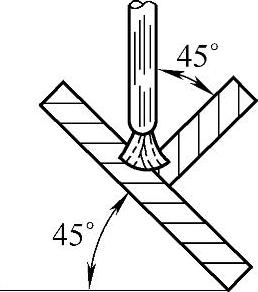
图4-20 角接接头的船形位置
分析比较上述各种焊接位置施焊的难易程度,不难看出,在平焊位置和船形焊位置焊接时,焊接熔池受到冷态母材的支托,处于相对平衡状态,容易控制,并可采用较大的焊接电流,焊接效率高,焊缝质量易于保证。因此在施工条件许可的情况下,尽可能在平焊位置进行焊接。在立焊、仰焊位置焊接时,焊接熔池受重力的作用,倾向于下垂,不易控制,必须采取相应的操作技巧。焊工应经专门的训练,才能胜任。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





