如果接头只能从单面进行焊接,且要求焊缝全焊透时,可以在接头的背面加衬垫,以避免根部焊道焊接时产生烧穿。在焊条电弧焊中常用的衬垫有三种:衬条、铜衬垫、非金属衬垫。
1.衬条
衬条,或称垫板,是固定在接头背面的金属条,衬条尺寸通常为宽20~30mm,厚4~5mm。使用衬条时,接头的根部焊道必须与接头的两侧面以及衬条的表面相熔合。如衬条不影响接头的使用特性,则容许予以保留。否则,衬条在接头焊完后应加以拆除。在这种情况下,接头的背面应留出一定的空间,便于工具伸入进行加工。
衬条的材料必须与所焊母材及所选用的焊条在冶金上相匹配。为保证焊接质量,衬条的表面应清理干净,无任何污染。衬条应正确装配,其表面应与接头背面紧密贴合,局部间隙不应超过0.5mm,否则,在焊接过程中熔化金属容易流入衬条与母材之间的间隙内,造成各种焊接缺陷。
2.铜衬垫
采用安放在接头背面的铜衬垫以支托根部焊道焊接熔池,使焊缝快速冷却成形,是一种常用的简易方法。铜由于导热率高有助于防止焊缝金属与衬垫表面熔合,但铜衬垫应具有足够的体积,以加快散热。在批量生产连续焊接时,应将铜衬垫通水冷却。铜衬垫可制成各种形状,用于纵缝和环缝的焊接。也可用于薄板焊接,加速冷却,消除焊接变形。加铜衬垫焊接时,应避免焊接电弧直接作用于铜衬垫表面,防止铜熔化污染焊缝金属。铜衬垫表面也可加工出圆弧形凹槽,以使焊缝背面具有所要求的形状和余高,如图4-16所示。
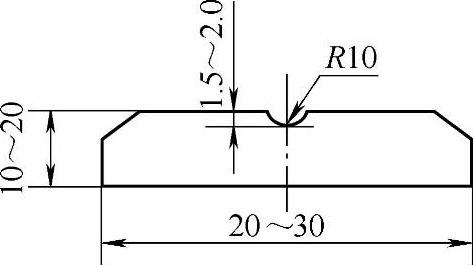
图4-16 铜衬垫凹槽的形状和尺寸(www.daowen.com)
铜衬垫已在焊接生产中得到较普遍的应用。
3.非金属衬垫
焊条电弧焊用非金属衬垫主要有陶瓷衬垫和玻璃纤维布衬带。图4-17示出一种陶瓷衬垫的结构,陶瓷块借助涂胶铝箔粘贴在接头的背面。焊接过程中,根部焊道的背面直接与陶瓷衬垫表面接触,金属熔池使陶瓷衬垫表面局部熔化而形成一层熔渣,保护了熔池背面,并使焊缝背面成形美观。
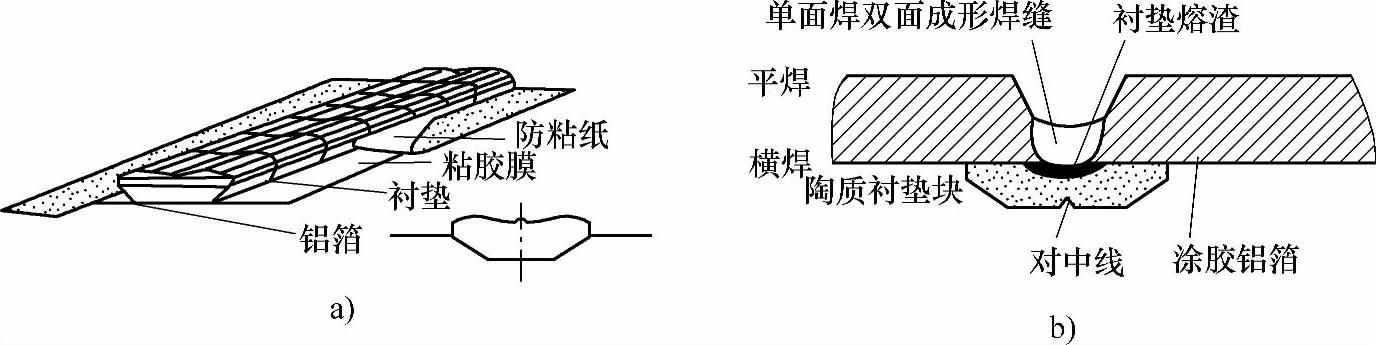
图4-17 一种陶瓷衬垫的结构
a)陶瓷衬垫组成 b)焊后效果示意
玻璃纤维布衬带是一种柔性衬带,借助粘接带可将其紧贴在焊缝背面,使用十分方便。图4-18示出这种玻璃纤维布衬带结构及安装方法。这两种衬垫焊后容易拆除,且价格低廉,现已在许多焊接工程中推广应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






