1.坡口的形式
在焊条电弧焊中,由于电弧的穿透能力有限,当接头的厚度超过一定范围时,为焊制全焊透、无缺陷的焊缝,要求将接缝边缘开某种形状的坡口。常用的坡口形式有:I形、V形、X形和U形坡口,坡口的尺寸主要是坡口角、钝边和根部间隙。坡口形状和尺寸的设计不仅关系到焊缝的质量,而且也影响到焊接效率和经济性。因此应遵循以下基本原则:
(1)选用适当的坡口角 应根据接头的板厚和根部间隙选用适当的坡口角。图4-2和图4-3相应示出不同的坡口角对焊缝成形,焊缝质量和焊条消耗量的影响。过小的坡口角会阻碍焊条伸入坡口底部,造成未焊透,且过分窄的焊道对热裂纹十分敏感,但过大的坡口角则会消耗较多的焊条,并引起较大的收缩变形。
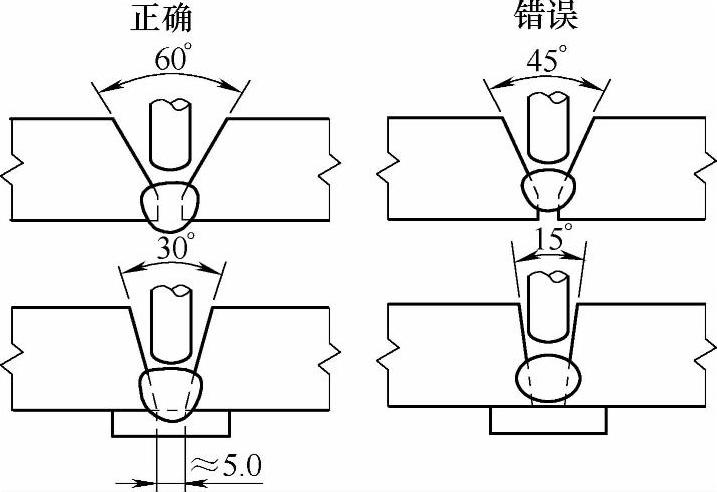
图4-2 正确的坡口角与过小的坡口角的对比
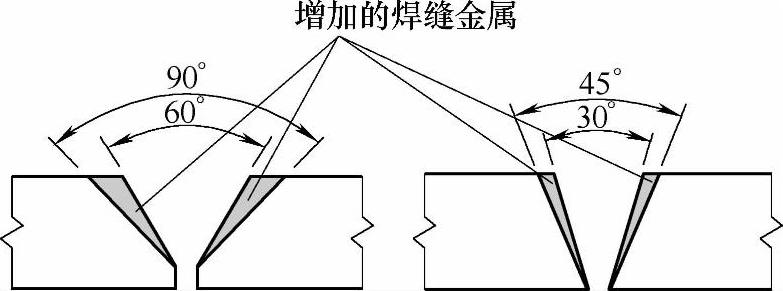
图4-3 过大的坡口角增大焊缝金属体积
(2)选定合适的接头根部间隙 合适的接头根部间隙是保证焊缝全焊透所必需的。图4-4a示出各种坡口形式合适的根部间隙范围。过小的根部间隙可能导致未焊透或焊缝背面需清根,如图4-4b所示,但过大的根部间隙不仅增大了焊缝截面积,增加了焊条消耗量,而且降低了焊接速度,如图4-5所示。

图4-4 各种坡口形式合适的根部间隙范围及过小的根部间隙引起的后果
a)合适的根部间隙 b)过小的根部间隙
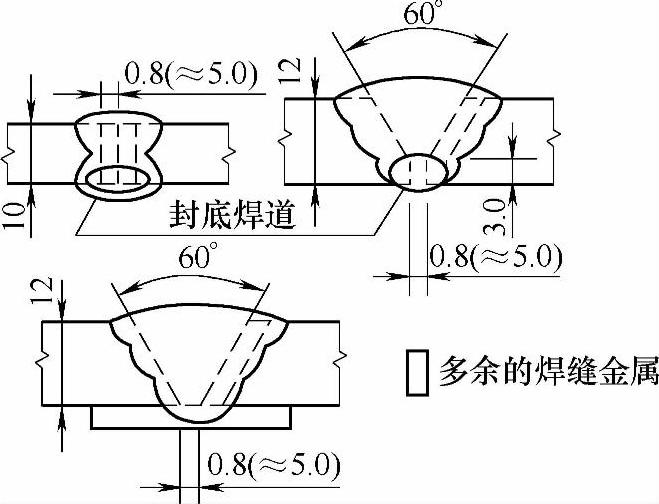
图4-5 过大的根部间隙引起的后果
(3)设计恰当的坡口钝边尺寸 恰当的钝边尺寸可加快焊接速度,并保证焊缝质量。在某些结构中,焊缝背面加衬垫也可提高焊接速度,如图4-6a所示。焊接坡口中如不加钝边,不但增加了焊条的消耗量,而且难以保证封底焊道的质量,如图4-6b所示。
(4)厚壁接头尽量选用U形坡口 当接头壁厚超过16mm时,应尽可能选用U形坡口。如图4-7所示,U形坡口的焊缝截面积比V形坡口小得多。U形坡口的缺点是必须采用机械加工方法制备。
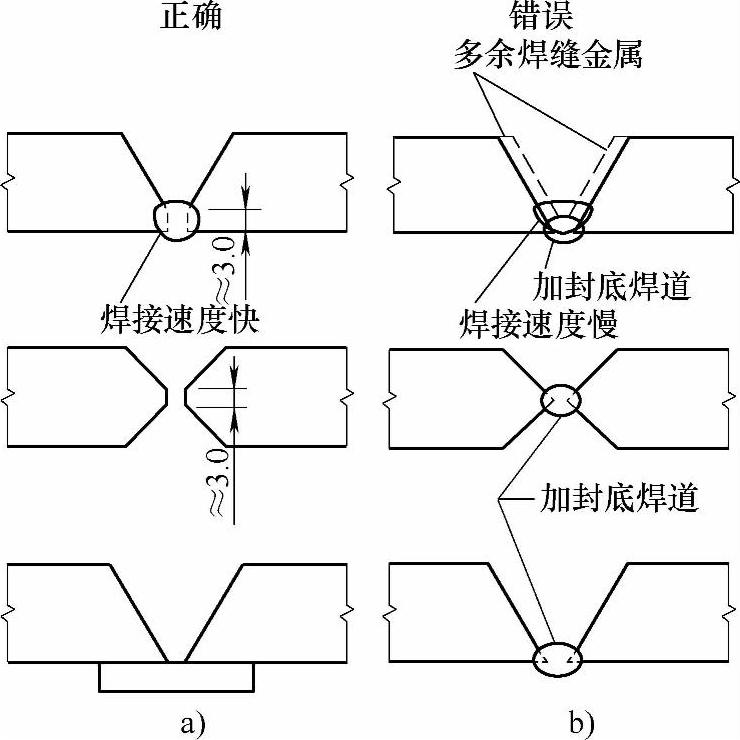
图4-6 坡口钝边对焊接速度和焊缝质量的影响
a)恰当的坡口钝边 b)无钝边坡口
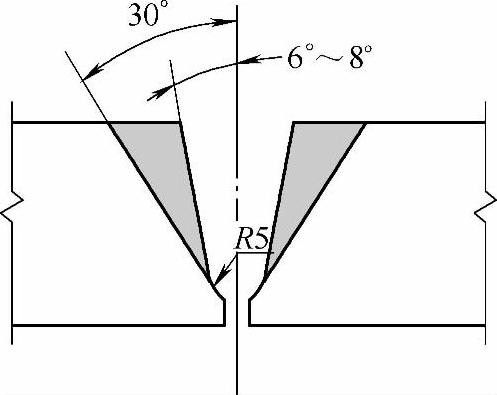
图4-7 U形坡口与V形坡口焊缝截面积的对比
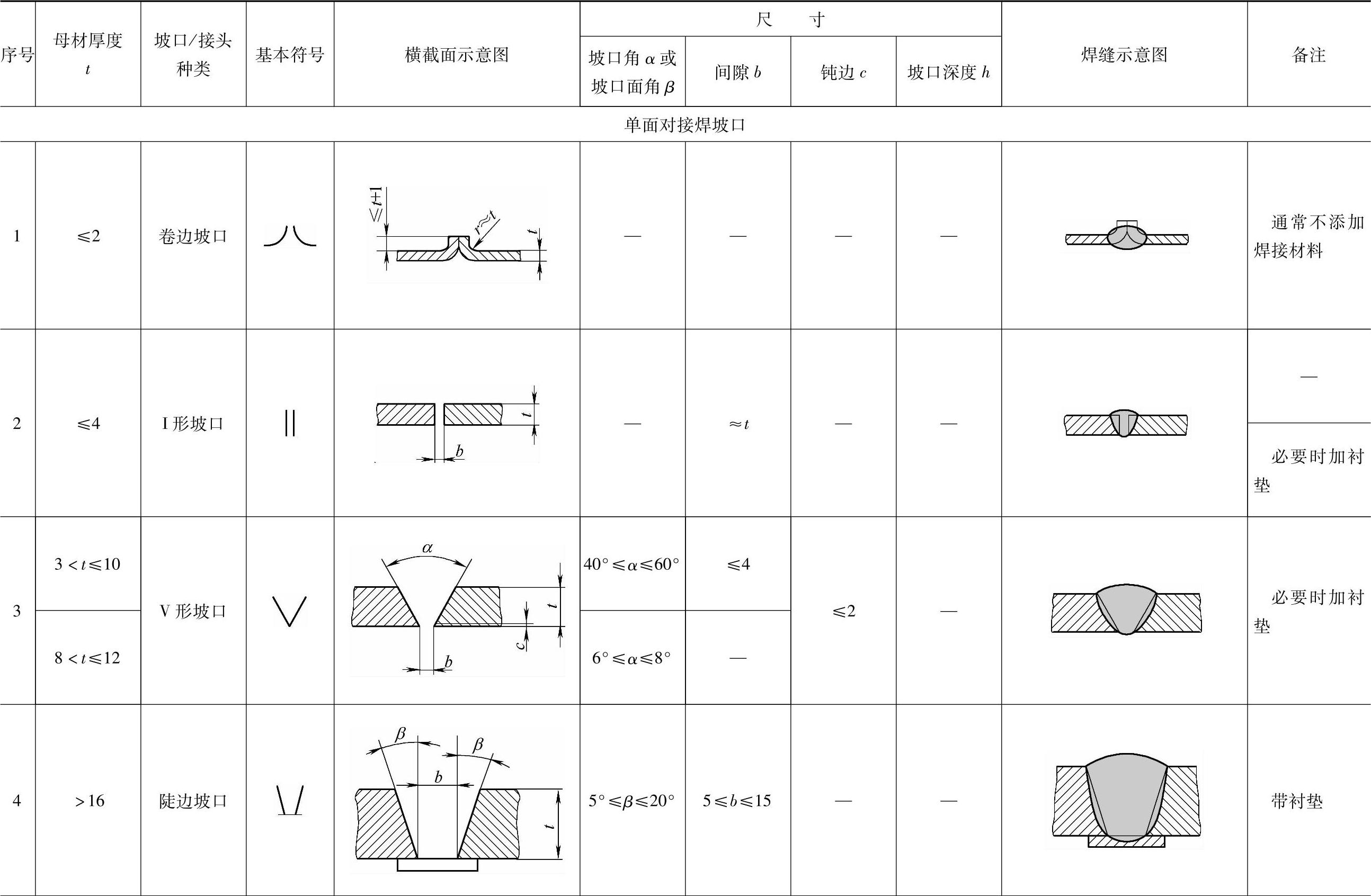
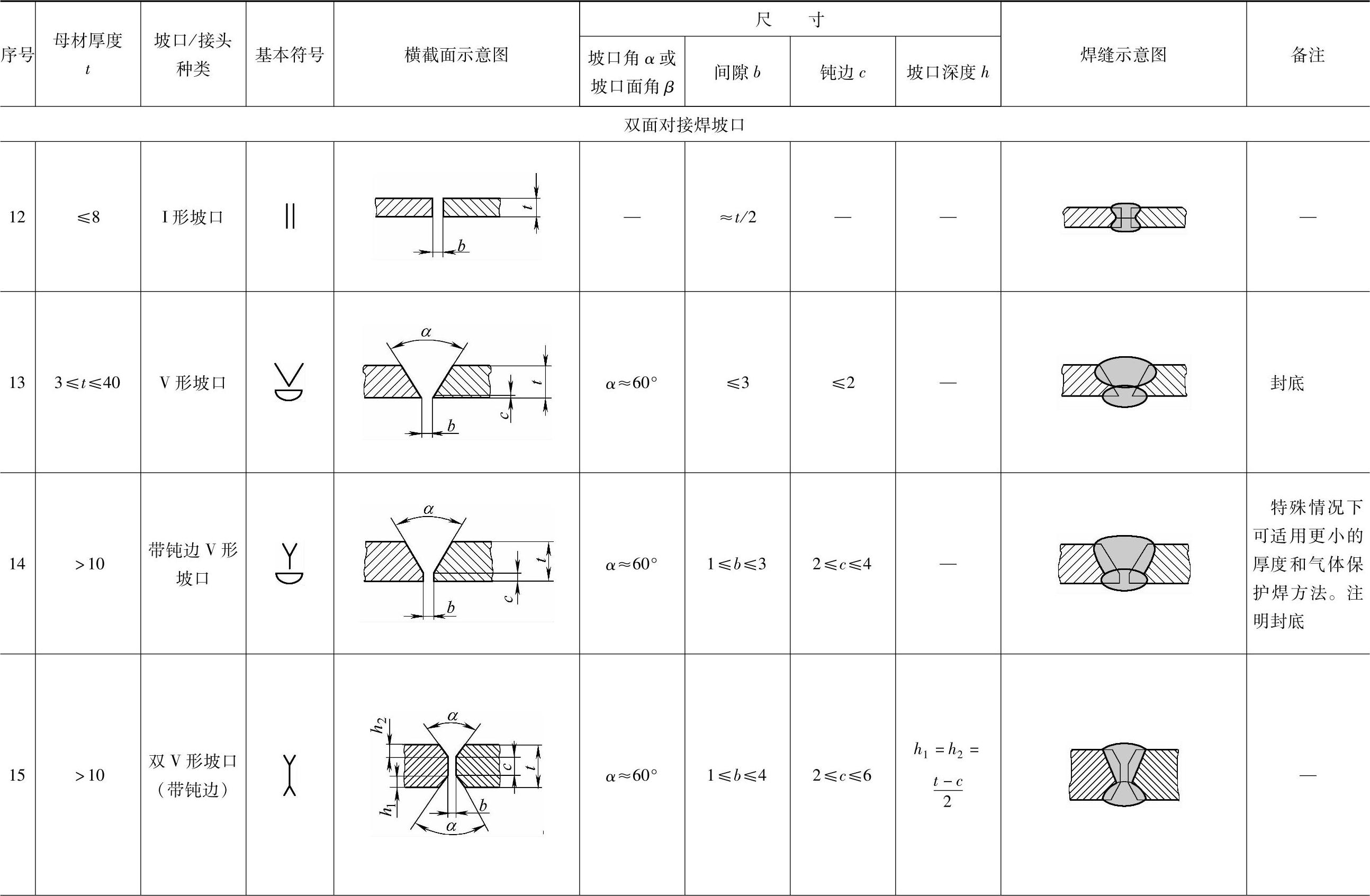
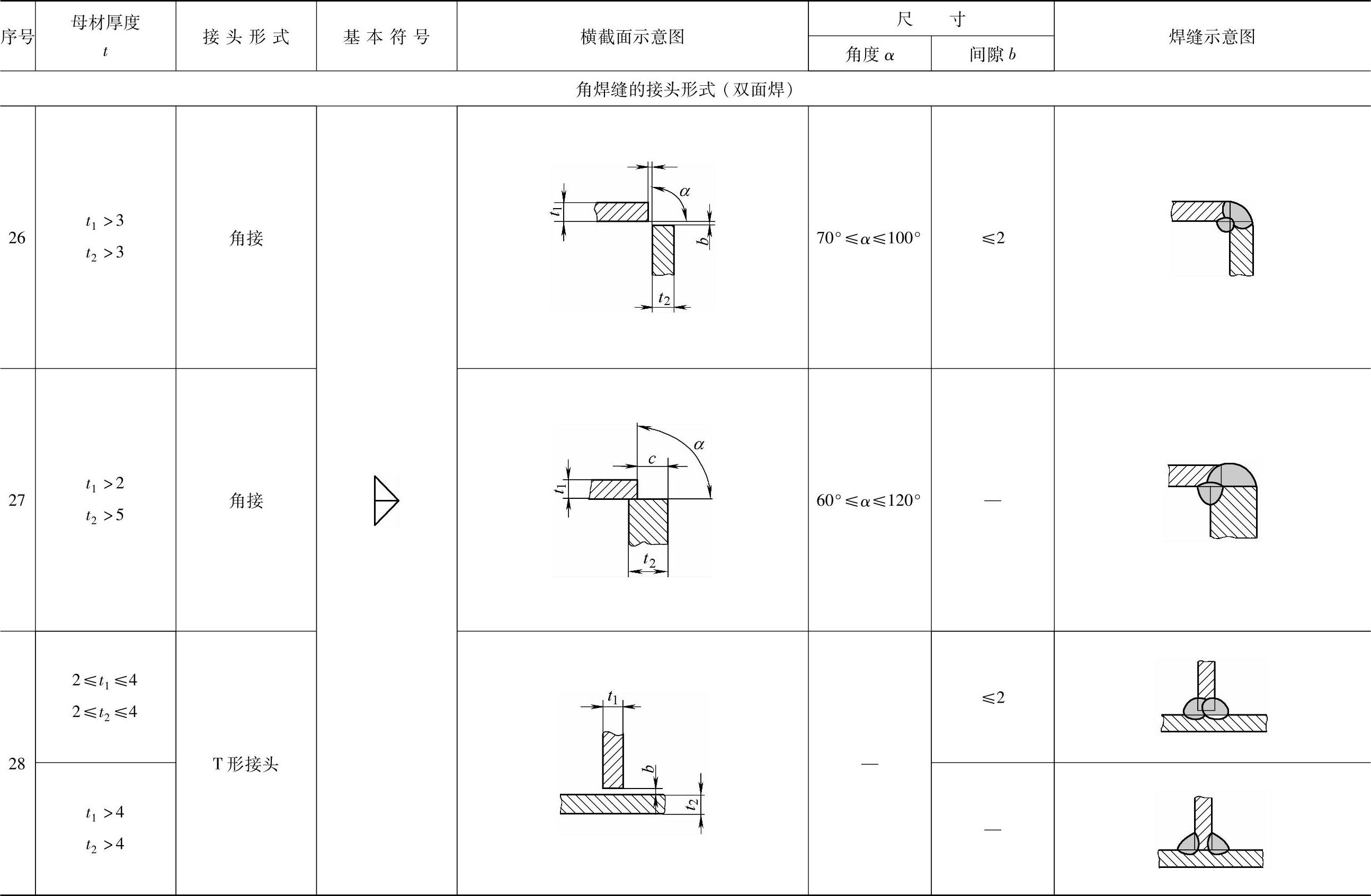
对于一般用途的焊接结构,焊条电弧焊常用的坡口形式与尺寸可参照国家标准GB/T 985—2008《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》按结构元件的形式及壁厚进行选择,详见表4-1。
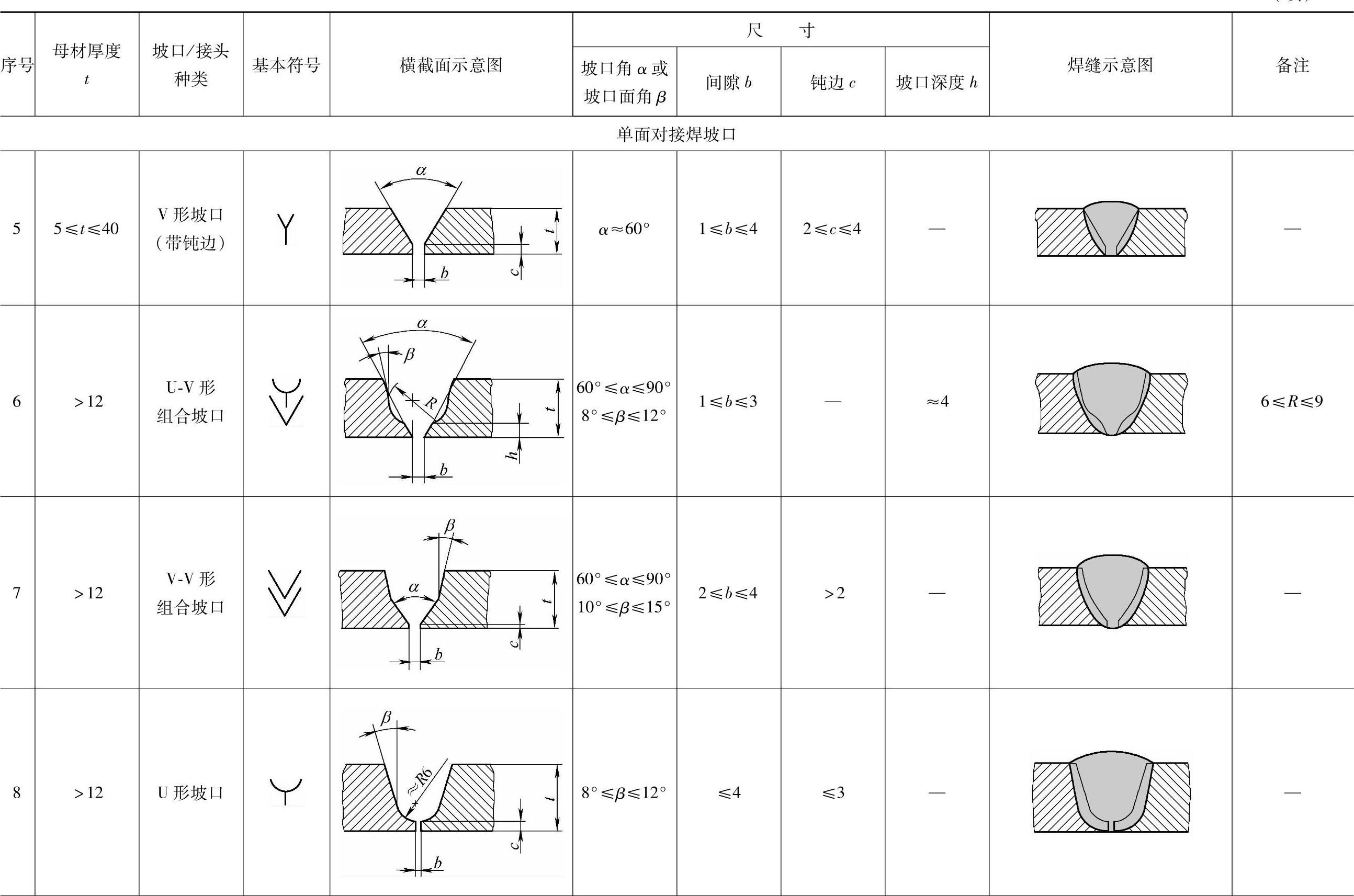
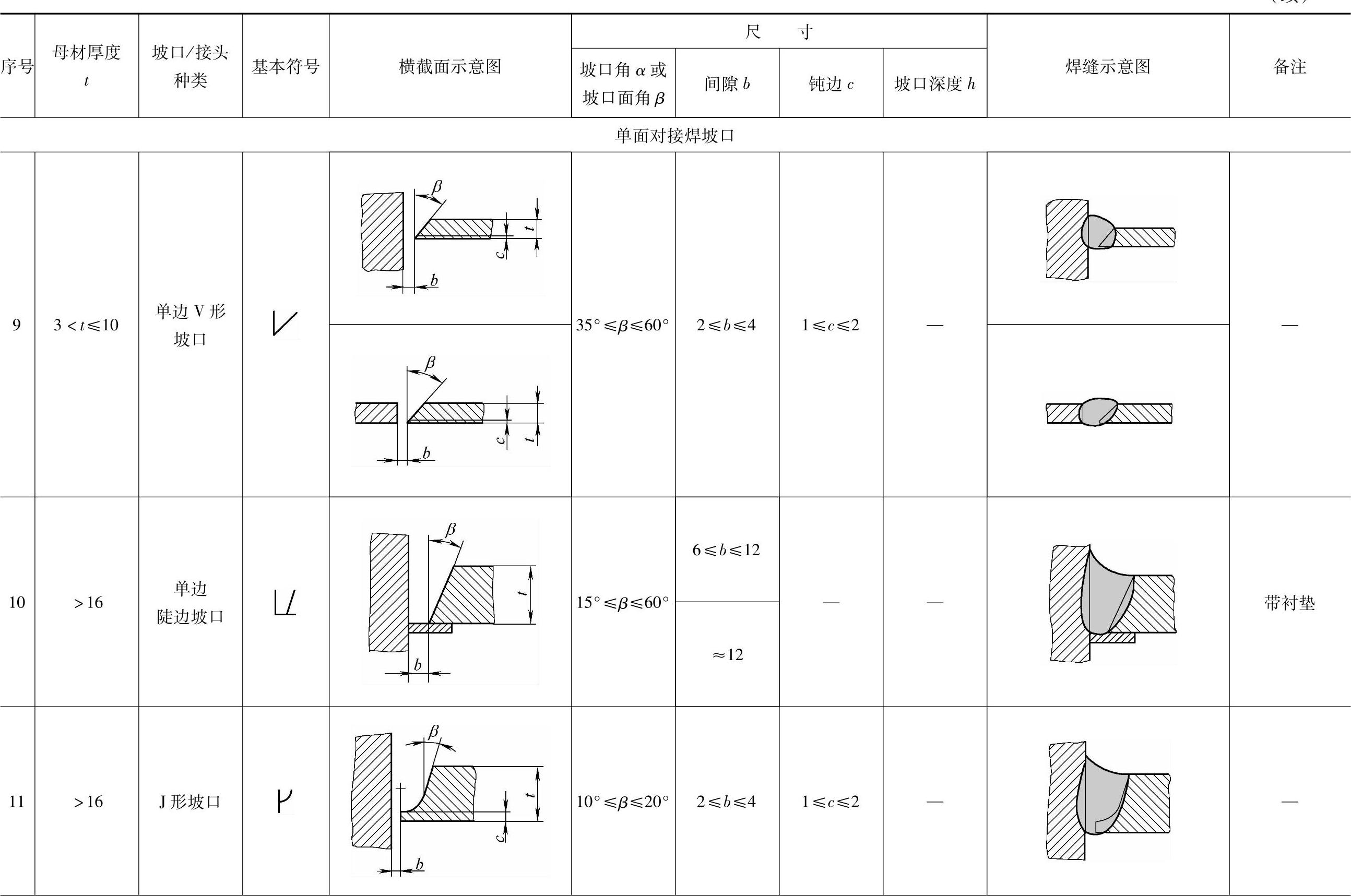
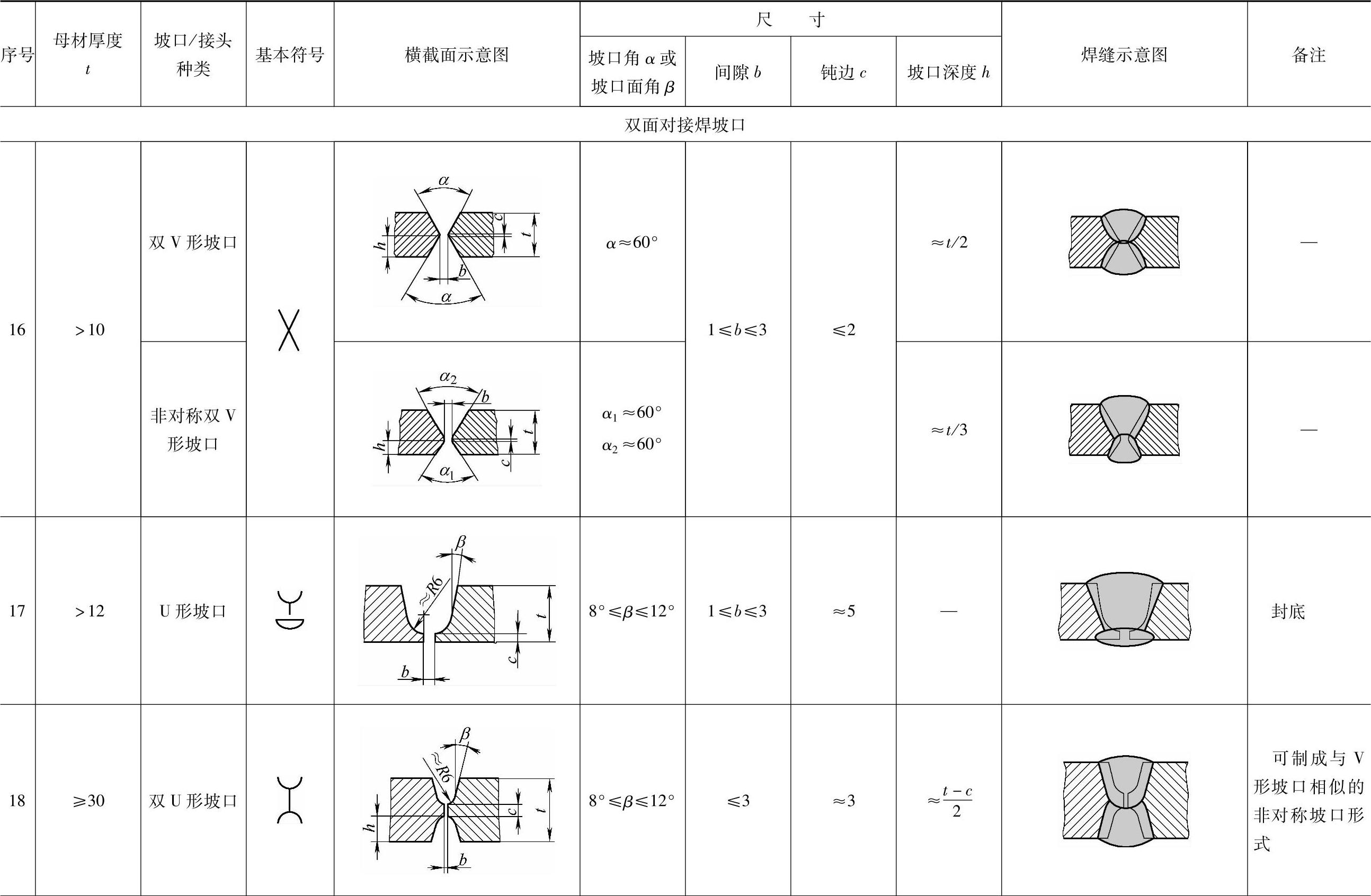
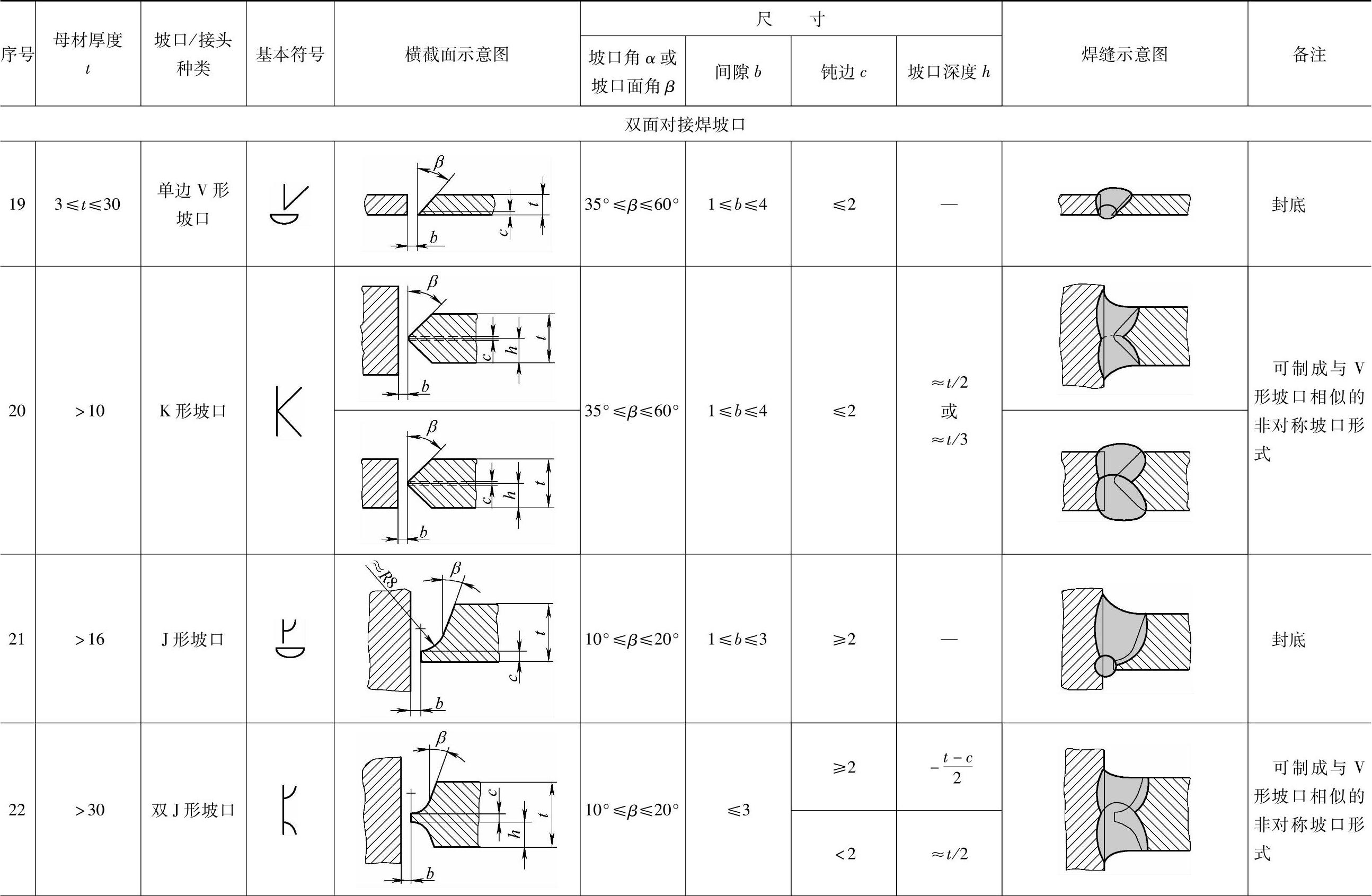
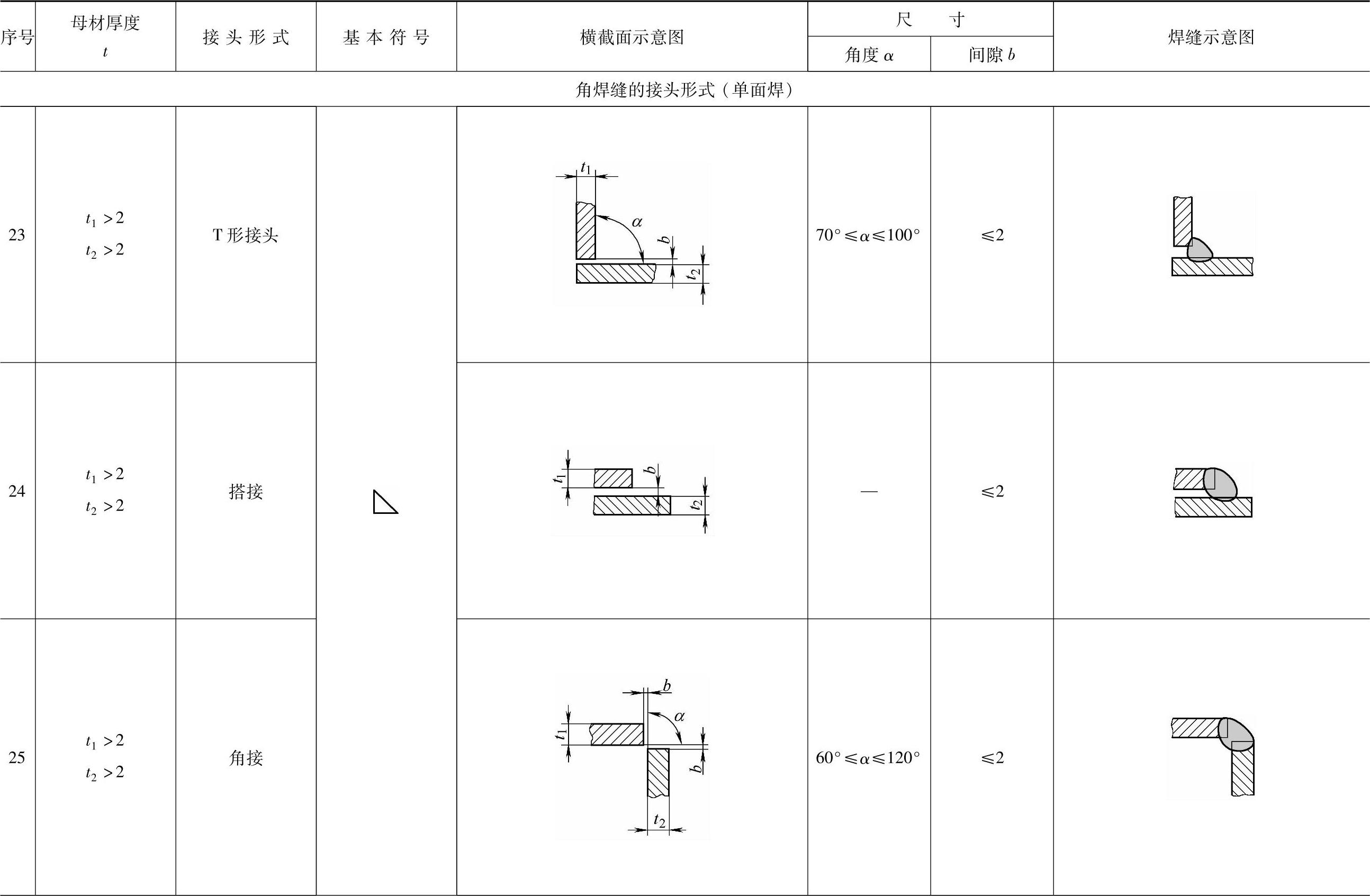
表4-1 焊缝坡口形式及尺寸(摘自GB/T 985—2008)(单位:mm)
(续)
(续)
(续)
(续)
(续)(https://www.daowen.com)
(续)
(续)
不同厚度的钢板对接时,如两板厚度差(δ-δ1)超过表4-2的规定,则应将厚板边缘作单面或双面削薄处理,其削薄长度L≥3(δ-δ1),如图4-8所示。
表4-2 不同厚度钢板接头允许的厚度差

2.坡口的制备
焊缝坡口的制备可以采用机械加工法,如剪切、刨削、铣削、车削和磨削等以及火焰切割法来完成。
(1)剪切加工 采用普通剪板机可以制备厚度1~6mm薄钢板I形对接接头。但剪切边缘总是或多或少存在飞边,严重的需用砂轮修整。
对于要求无间隙装配的I形接头,钢板边缘的剪切推荐采用精剪机,保证边缘直角度偏差不大于±1°,否则剪切后仍需作刨削或铣削加工。
(2)刨削和铣削加工 焊缝坡口的刨削或铣削可以使用普通牛头刨床、龙门刨床和龙门铣床。对于大长度板材边缘的坡口加工,目前大多采用专用刨边机或铣边机,其外形示于图4-9。刨边机与普通刨床相比,操作较方便,效率更高;缺点是占地面积较大。为解决这一矛盾,现已生产出轻便型刨边机,并已得到实际应用,如图4-10所示。
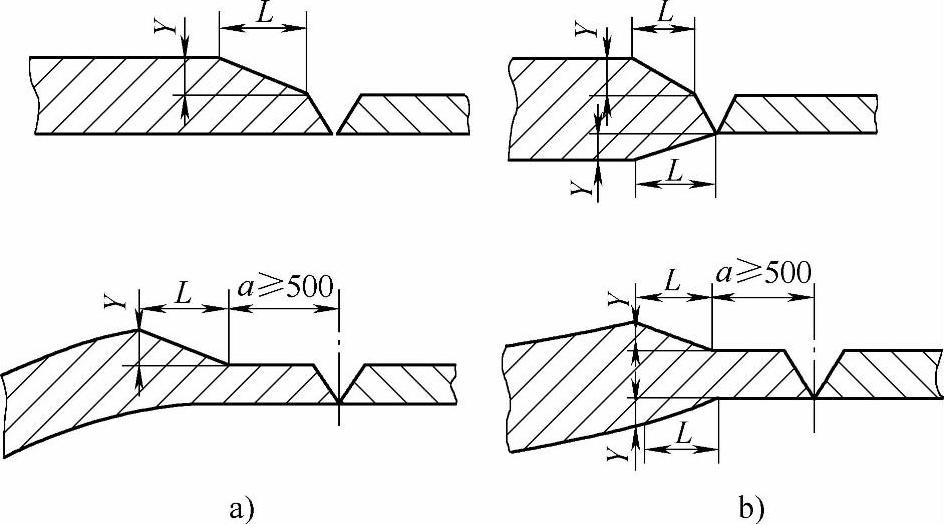
图4-8 不同厚度钢板对接接头边缘的削薄处理
a)单面削薄 b)双面削薄

图4-9 固定式大型刨边机外形

图4-10 轻便型移动式刨边机
(3)车削加工 筒体环缝边缘坡口可以采用普通车床、大直径立车或专用的边缘车床进行车削加工。图4-11示出专用于厚壁筒体环缝坡口加工的边缘车床外形,其特点是效率高,操作简便。
管子端部的坡口加工可按其规格分别采用固定式坡口加工机和移动式坡口机加工。这两类管子坡口加工机的典型结构外形分别示于图4-12和图4-13。这些坡口加工机在管件的焊接生产中已得到广泛的应用。
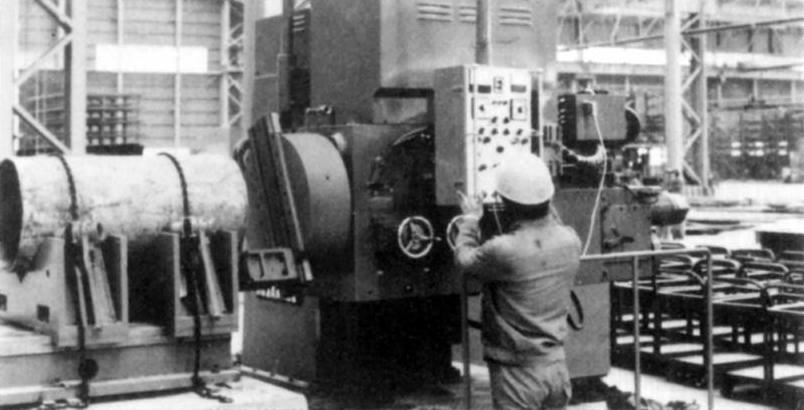
图4-11 厚壁筒体环缝坡口加工用边缘车床外形
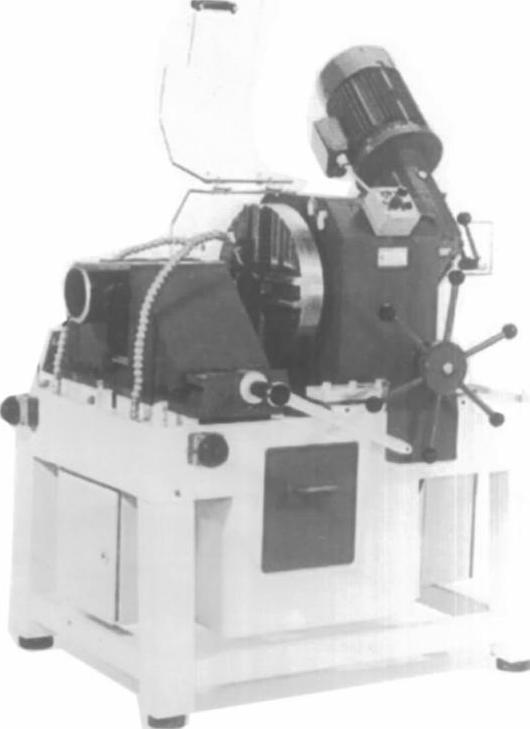
图4-12 固定式管子坡口加工机外形
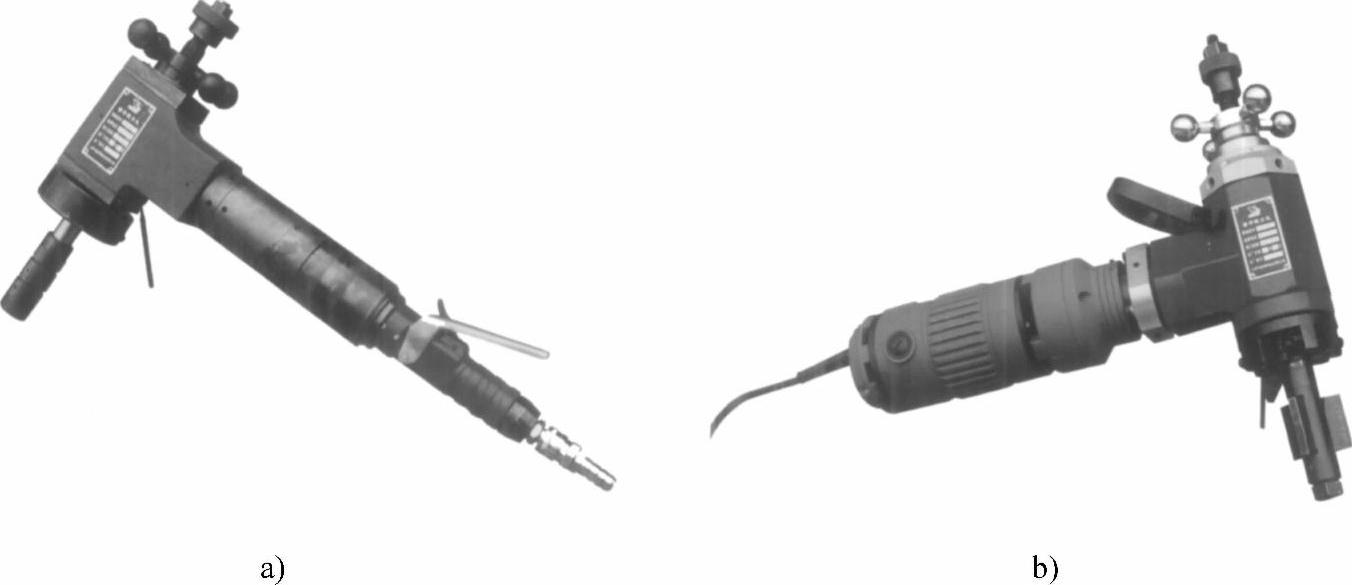
图4-13 移动式管子坡口加工机外形
a)风动 b)电动
(4)热切割加工 用于坡口加工的热切割法分氧-燃气切割和等离子弧切割。前者主要用于碳钢和低合金钢材的坡口加工,后者则用于不锈钢材的坡口加工。在大规模工业生产中,为提高生产效率,在板材切割下料时,往往同时加工出焊缝坡口。图4-14示出采用特制的三割炬切割下料机,可在下料的同时加工出V形坡口。为保证坡口加工精度,应采用自动或半自动切割机进行坡口加工。
在上述各种坡口加工法中,刨削、铣削和车削等机械加工法的加工精度最高,但加工效率较低;热切割加工法的加工精度较差,但效率较高,加工费用较低。在实际的焊接生产中,应按对焊缝的质量要求和生产成本的核算进行合理地选择。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




