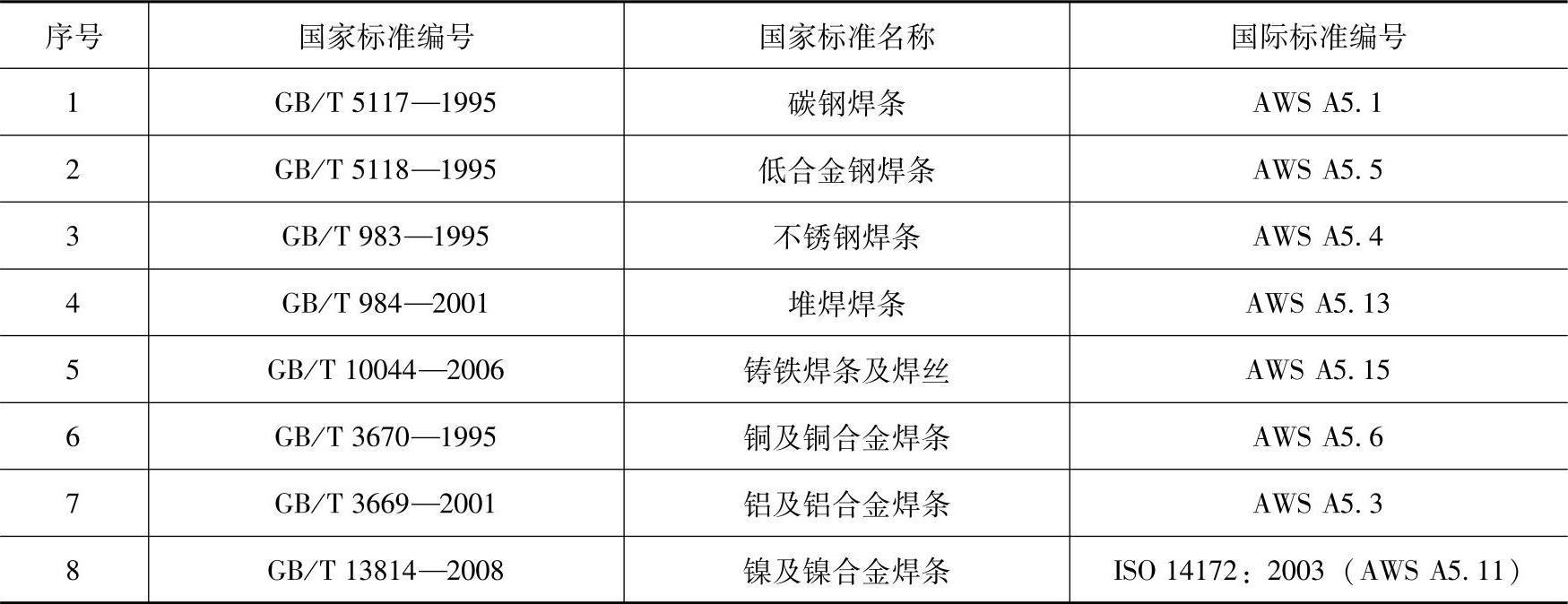
焊条型号是表征焊条主要特性,并以字母和数字组合的一种代号,相应表示焊条熔敷金属的抗拉强度、焊条药皮类型、适用的焊接电流种类和焊接位置等。例如焊条型号E4303,则表示熔敷金属抗拉强度不小于420MPa(43kgf/mm2)的碳钢焊条、钛钙型药皮、交直流两用、适用于全位置焊接。不同类型的焊条,其型号表示方法不同,并已由相应的国家标准作出明确的规定。我国现行的各类焊条的国家标准名称和编号列于表3-17。由于这些标准都是等效采用相应的国际标准编制的,故在表中将对应的国际标准一并列出。
表3-17 现行国家焊条标准名称及编号以及相应国际标准编号
1.碳钢焊条型号及力学性能要求
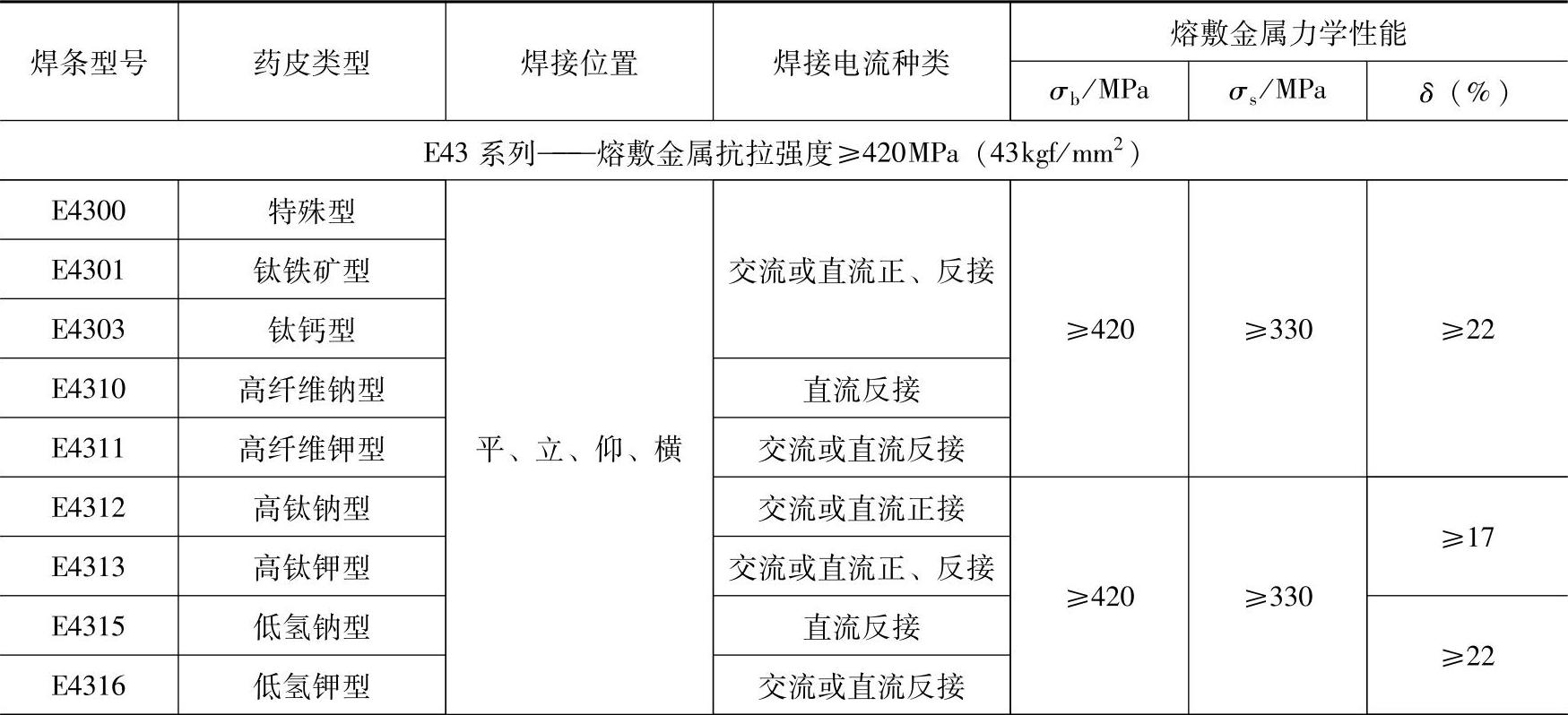
根据GB/T 5117—1995《碳钢焊条》国家标准的规定,碳钢焊条型号是按熔敷金属的抗拉强度、药皮类型、焊接位置和焊接电流种类编制的。焊条型号的主体结构由字母E和四位数字组成,前两位数字表示熔敷金属的强度等级,第三位数字表示焊条适用的焊接位置,最后一位数字表示焊条药皮的类型和电流种类,详见表3-18。在第四位数字后面附加“R”表示耐吸潮焊条,附加“M”表示对耐吸潮和力学性能有特殊规定的焊条。附加“1”表示对冲击性能有特殊要求的焊条。例如碳钢焊条型号E5018M、E5016—1等。
表3-18 碳钢焊条型号及性能(按GB/T 5117—1995)
(续)
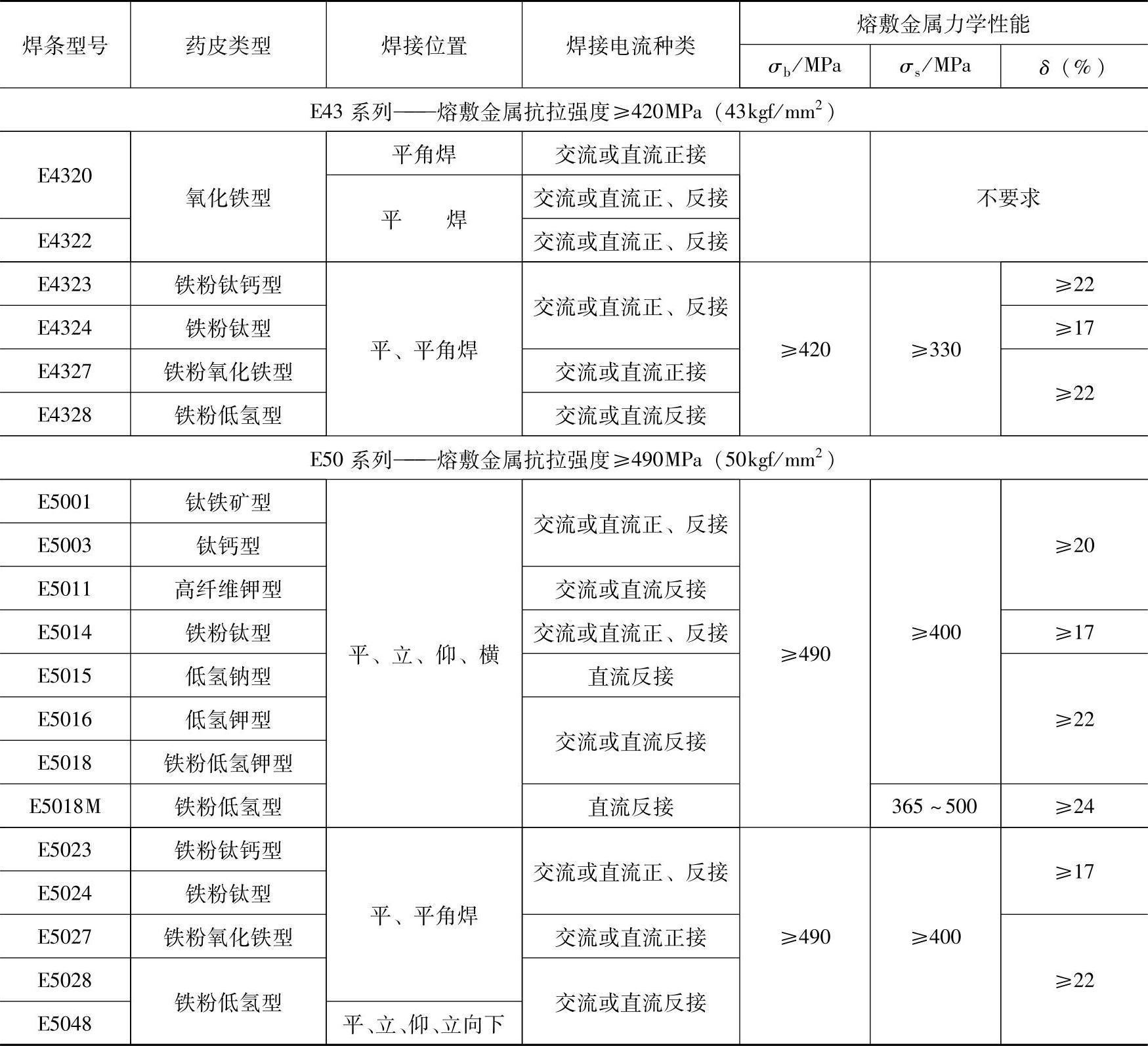
注:1.直径不大于4.0mm的E5014、E5015、E5016和E5018焊条及直径不大于5.0mm的其他型号焊条可适用于立焊和仰焊。
2.E4322型焊条适宜于单道焊。
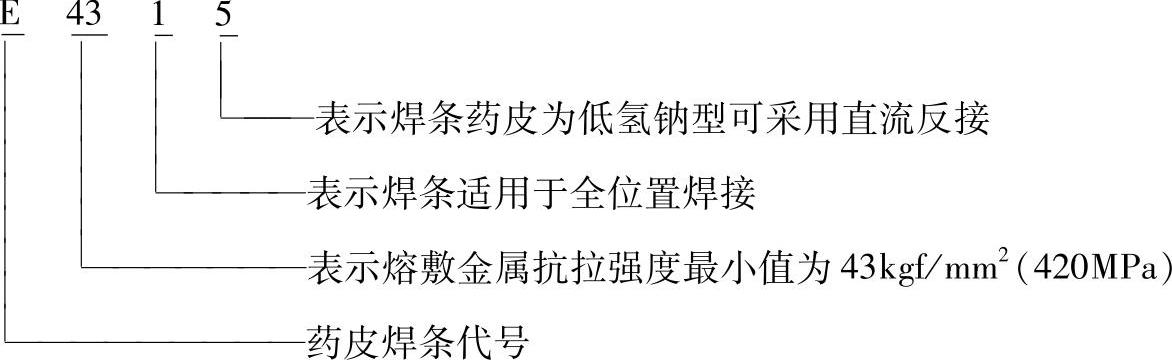
碳钢焊条型号举例如下:
2.低合金钢焊条型号化学成分及力学性能要求
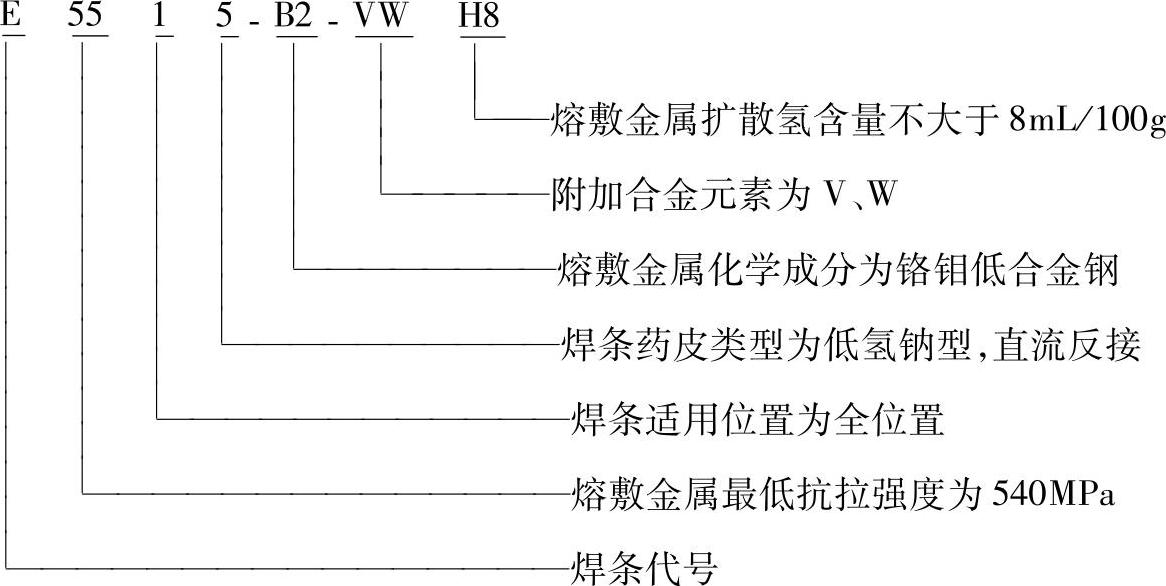
(1)低合金钢焊条型号表示方法 根据GB/T 5118—1995《低合金钢焊条》国家标准的规定,低合金钢焊条型号是按熔敷金属的力学性能、化学成分、药皮类型、焊接位置和电流种类来编制的,其主体结构与碳钢焊条基本相同,但加后缀字母表示熔敷金属的化学成分。并以短画“-”与前面4位数字分开。若还有其他附加合金元素时,则直接以元素符号表示,并以短画“-”与前面后缀字母分开。
低合金钢焊条完整的型号举例如下:
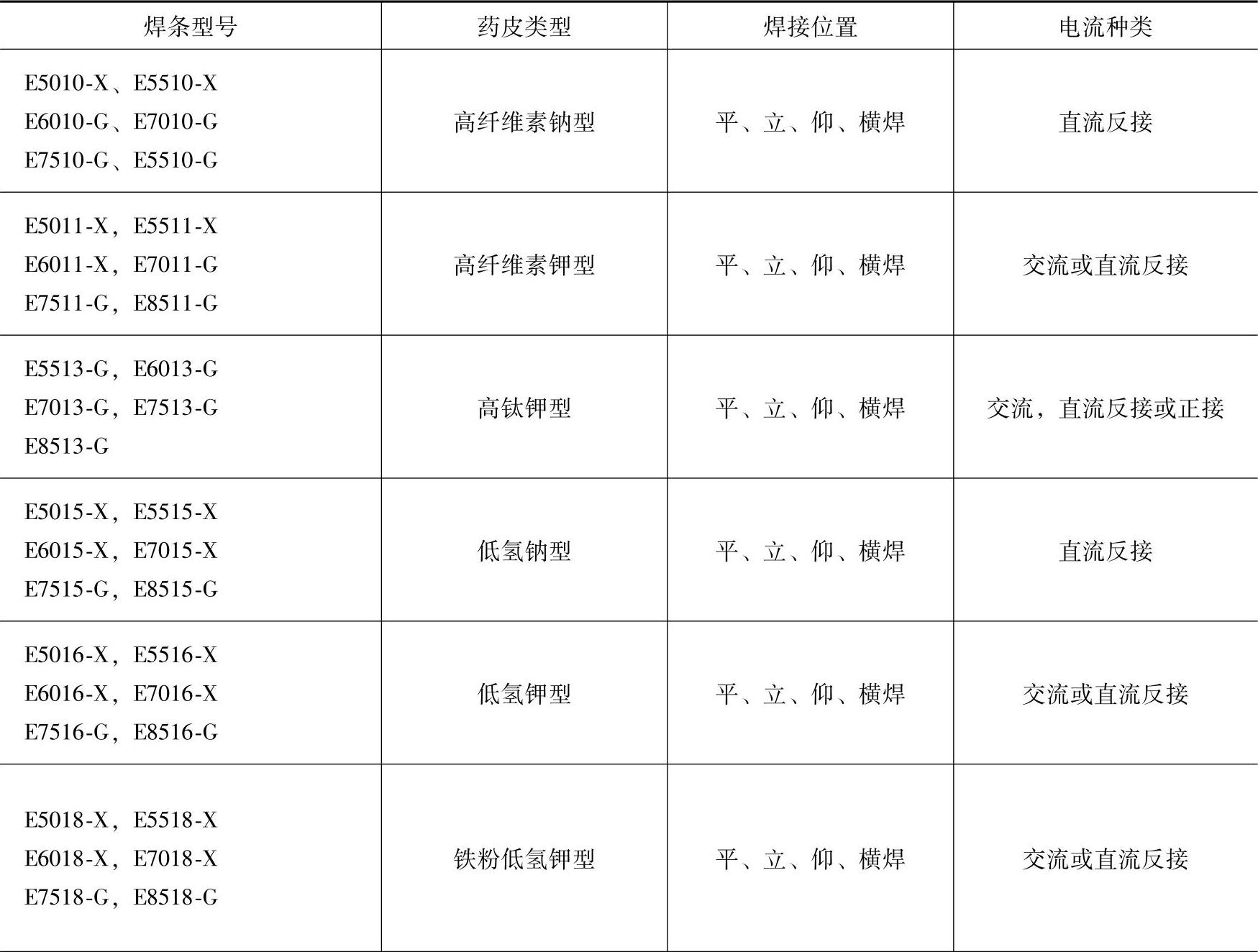
低合金钢焊条药皮类型适用的焊接位置和焊接电流种类列于表3-19。
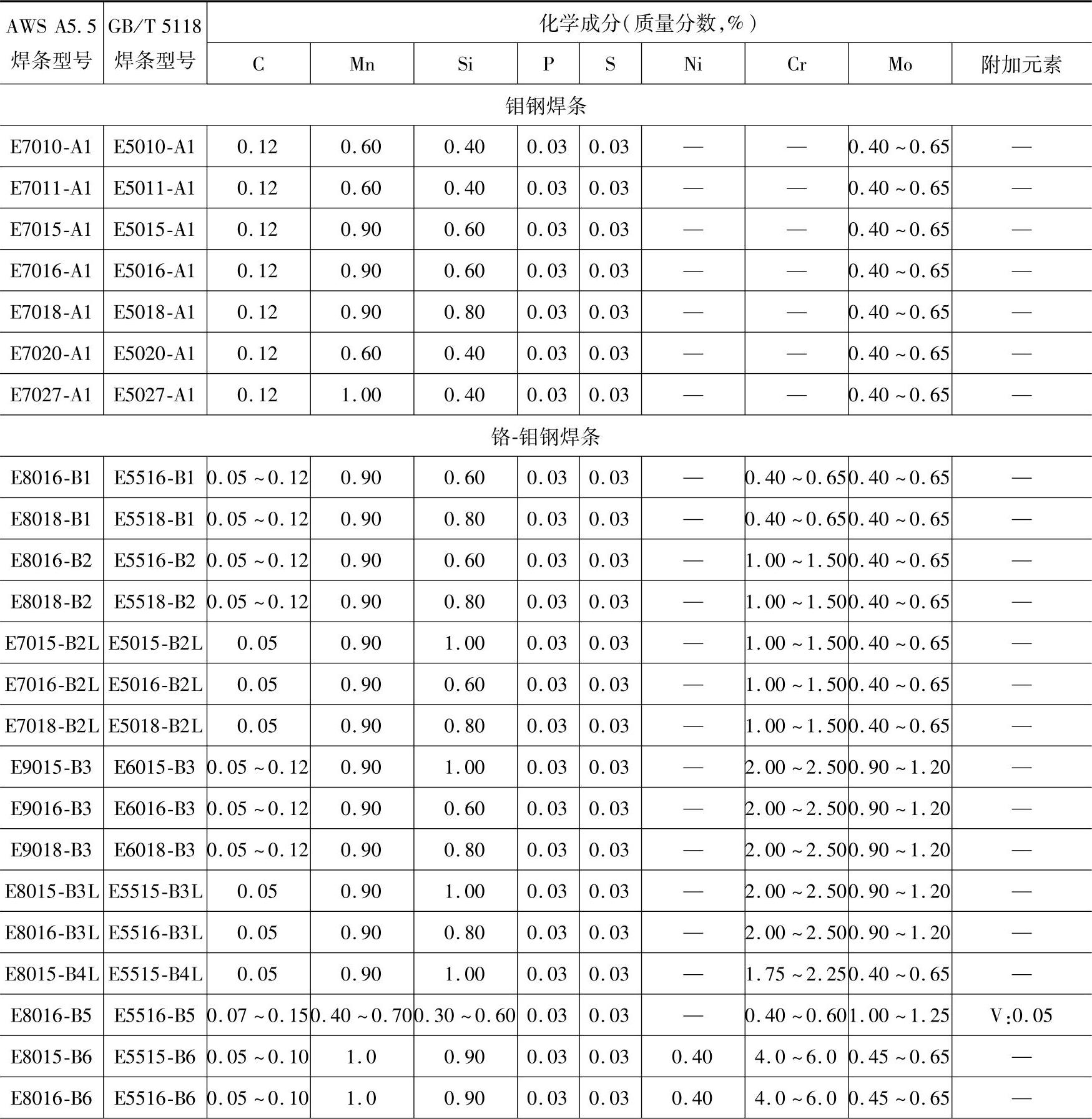
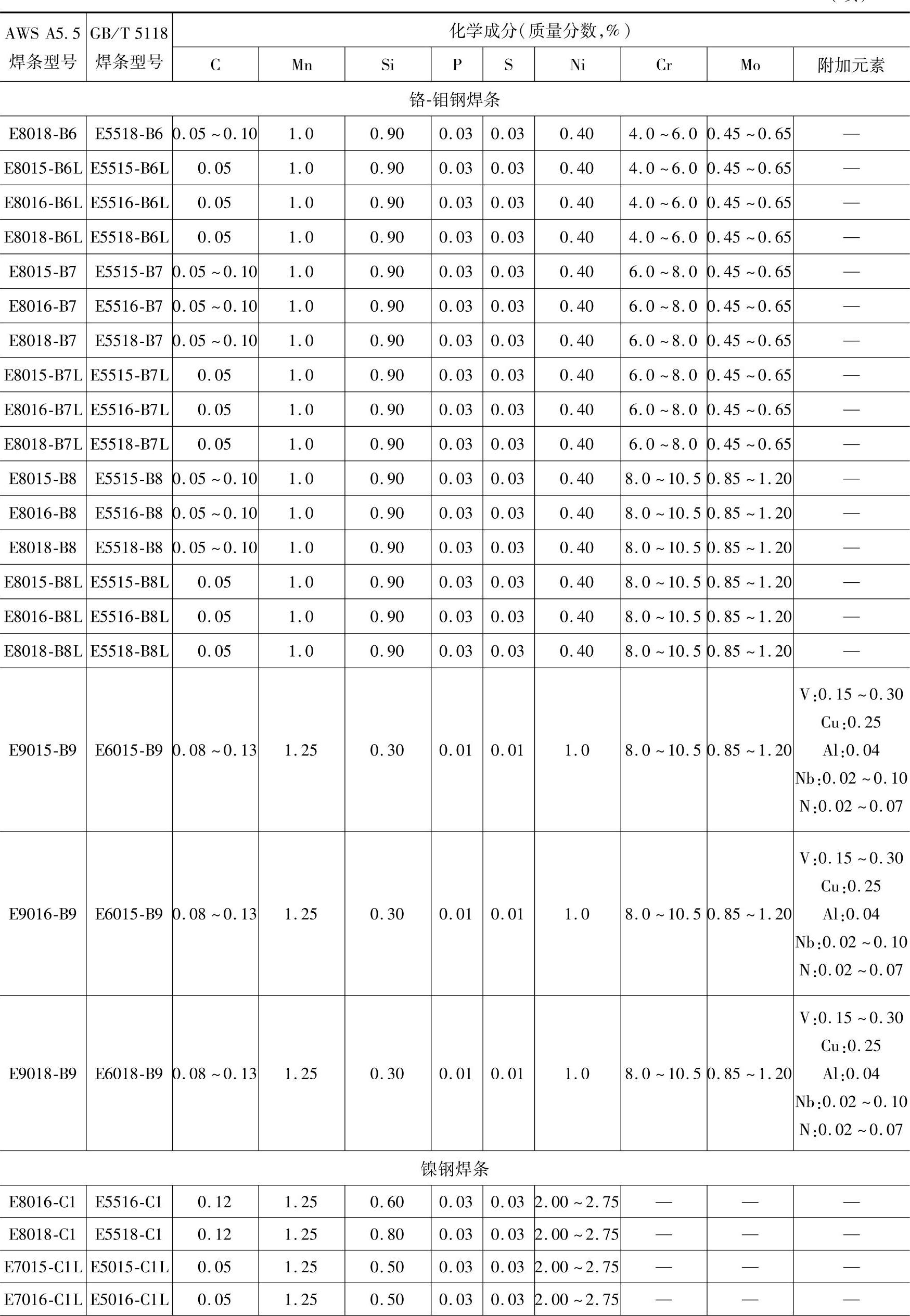
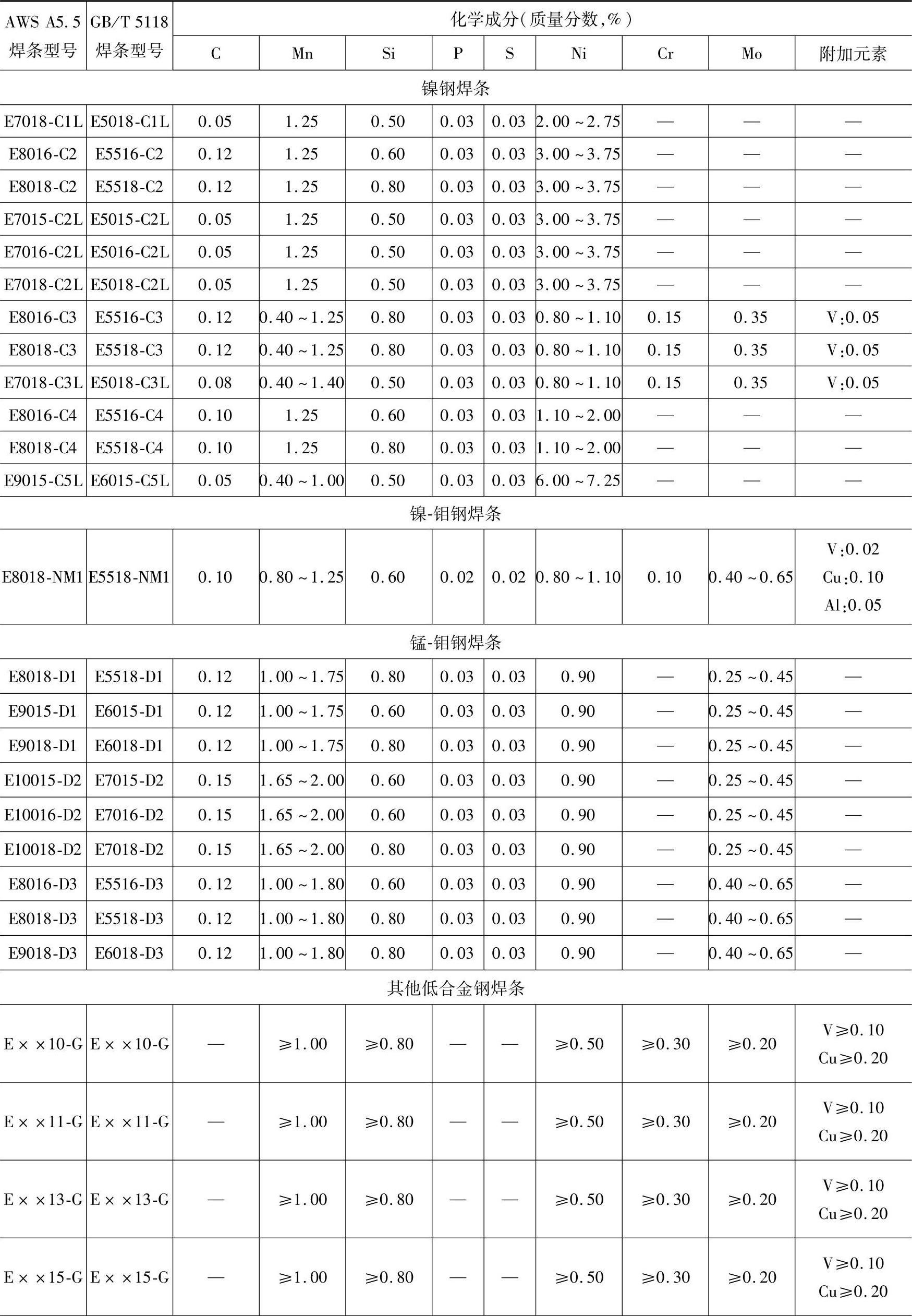
(2)低合金钢焊条熔敷金属化学成分及力学性要求 低合金钢焊条熔敷金属化学成分要求列于表3-20,力学性能要求列于表3-21,V形缺口冲击韧度的要求列于表3-22。鉴于GB/T5118—1995《低合金钢焊条》标准是等效采用AWS A5.5:1981编制的,而AWS A5.5标准于2006年作了一次重大的修订,不仅增加了焊条品种,而且修正了熔敷金属的性能要求,故下列各表的数据均引自AWS A5.5:2006版。
表3-19 低合金钢焊条药皮类型适用的焊接位置和焊接电流种类
(续)
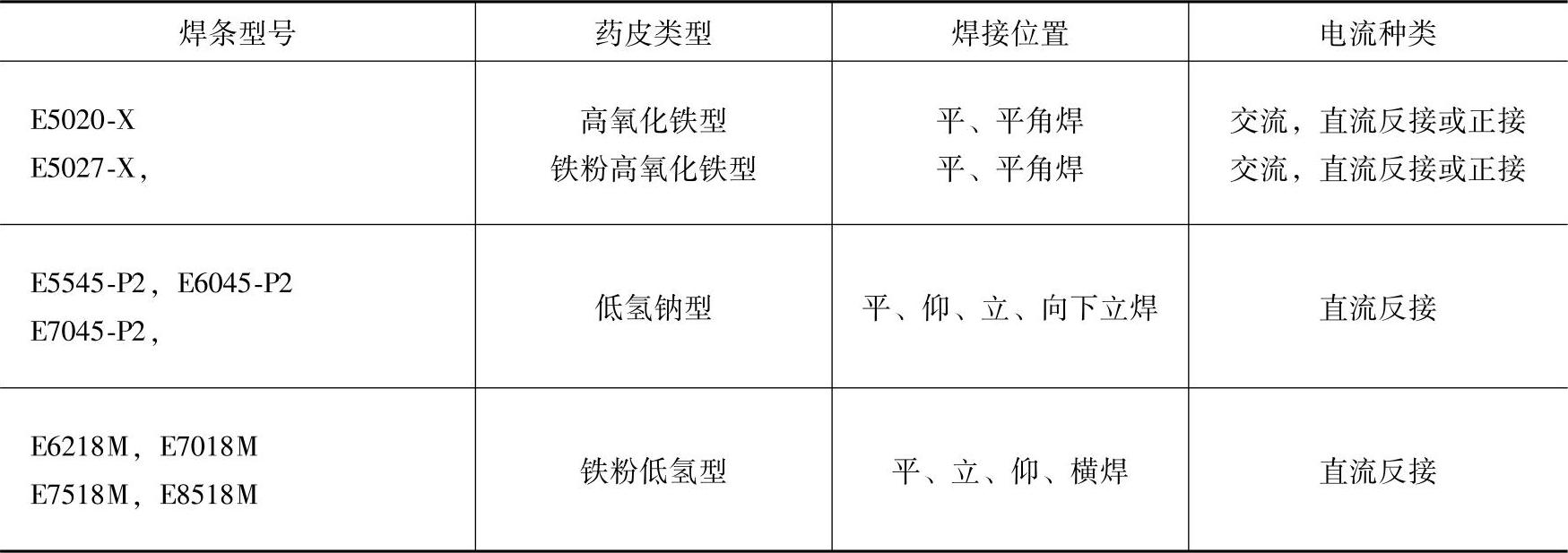
表3-20 低合金钢焊条熔敷金属化学成分的要求
(续)
(续)
(续)
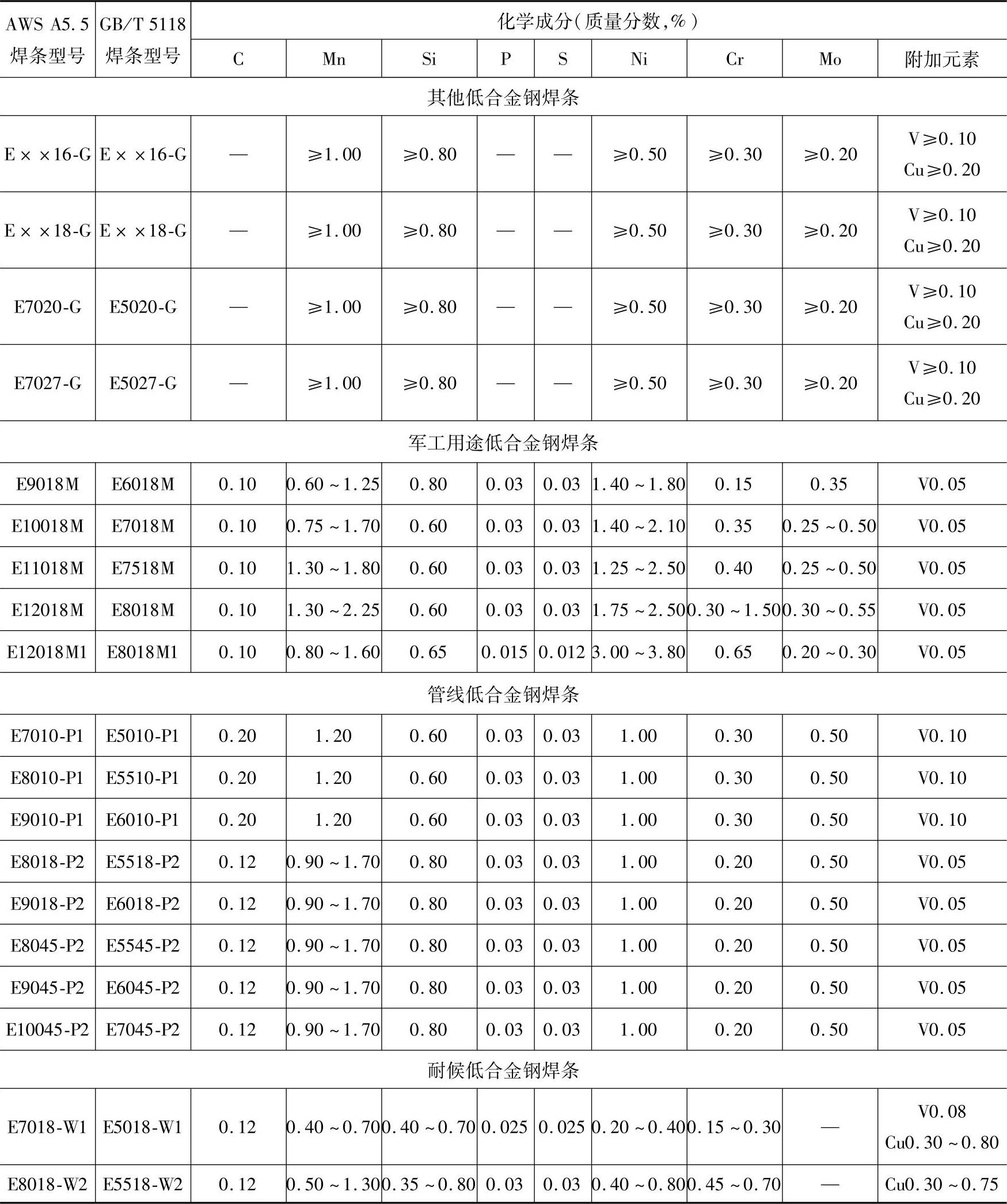
说明:1.表列单值均为最大值。
2.后缀A1、B3、C3等表示焊条类别中不同的化学成分。
3.本表所列E××13-G焊条型号中××代表焊缝金属的不同抗拉强度等级,包括550MPa、600MPa、700MPa、750MPa、800MPa。
4.除E××13-G外的所有其他同类焊条,型号中的××代表焊缝金属的不同抗拉强度等级,包括500MPa、550MPa、600MPa、700MPa、750MPa、800MPa
5.后缀为G的所有焊条,除焊缝金属至少应有列于本表的一个元素最低值外,附加化学成分由供需双方商定。
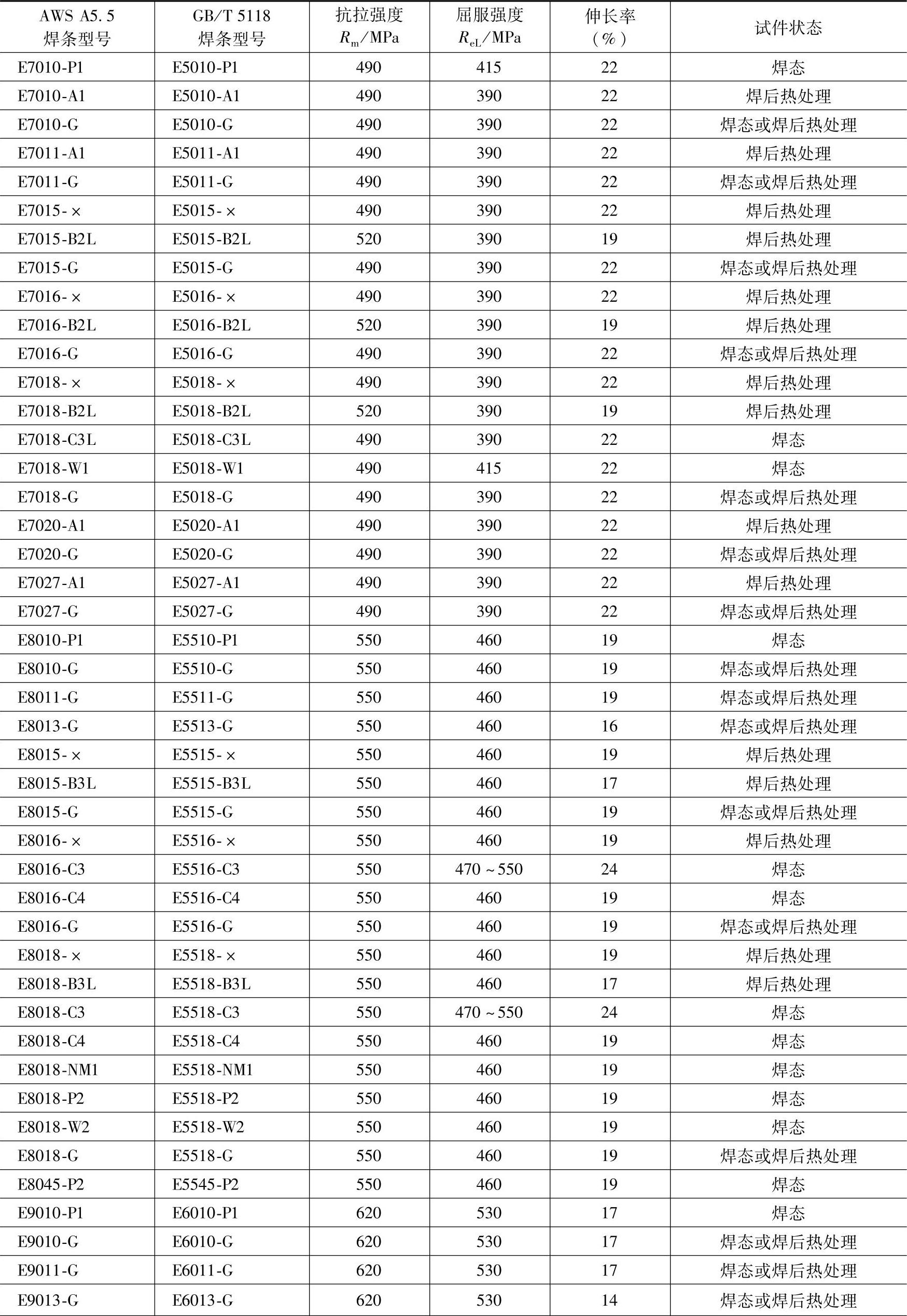
表3-21 对低合金钢焊条熔敷金属拉伸性能的要求(按AWS A5.5:2006)
(续)
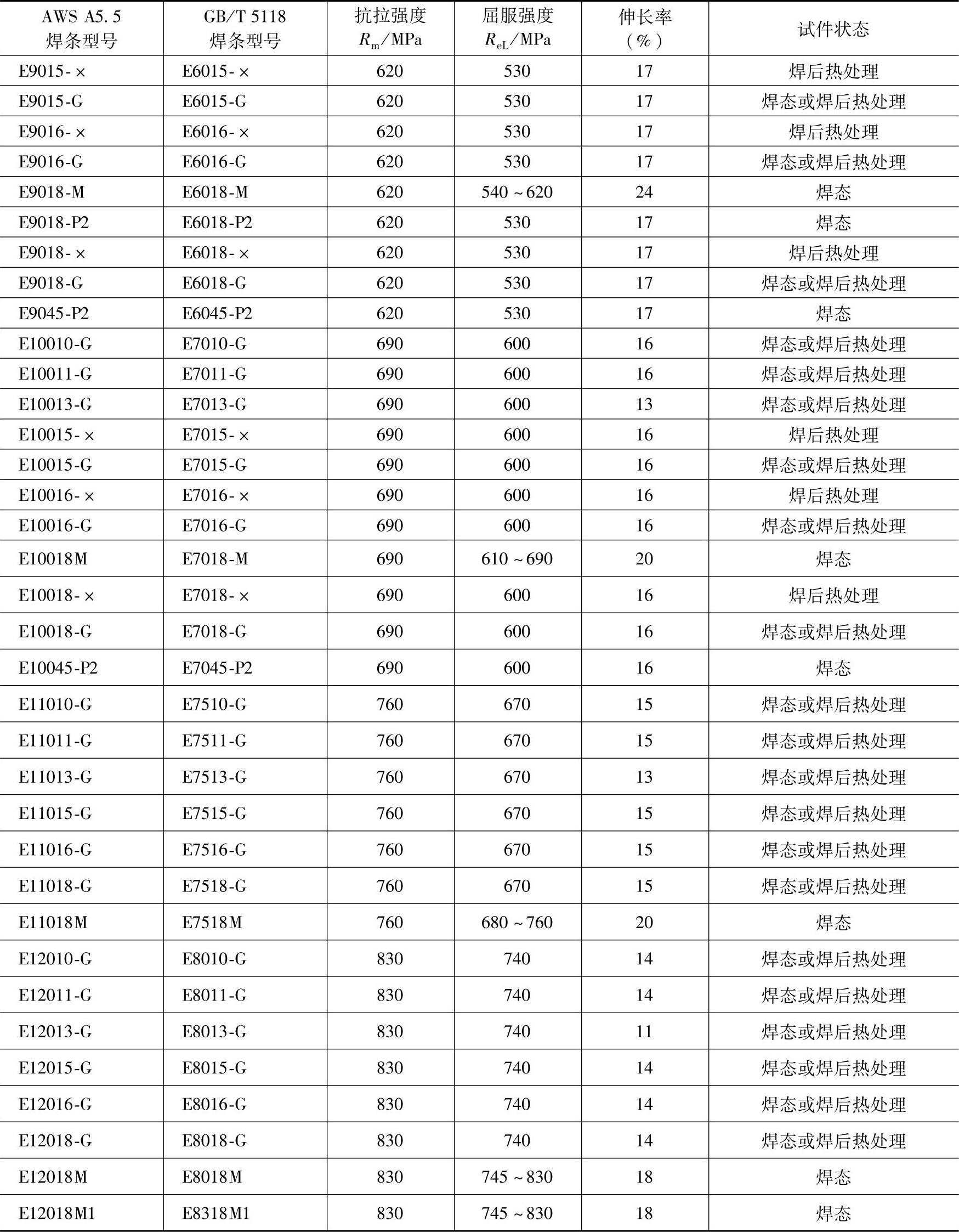
注:1.表列数据,单值为最小值。
2.焊条型号后缀字母×代表A1、B2等代号。
3.“焊态”指试板可时效也可不时效,由焊条制造厂定,带后缀“G”的焊条,试件焊态或焊后热处理由供需双方商定。
4.对于直径φ2.4mm焊条,屈服强度上限可比规定值高35MPa。
表3-22 对低合金钢焊条熔敷金属缺口冲击韧度的要求(按AWS A5.5:2006)
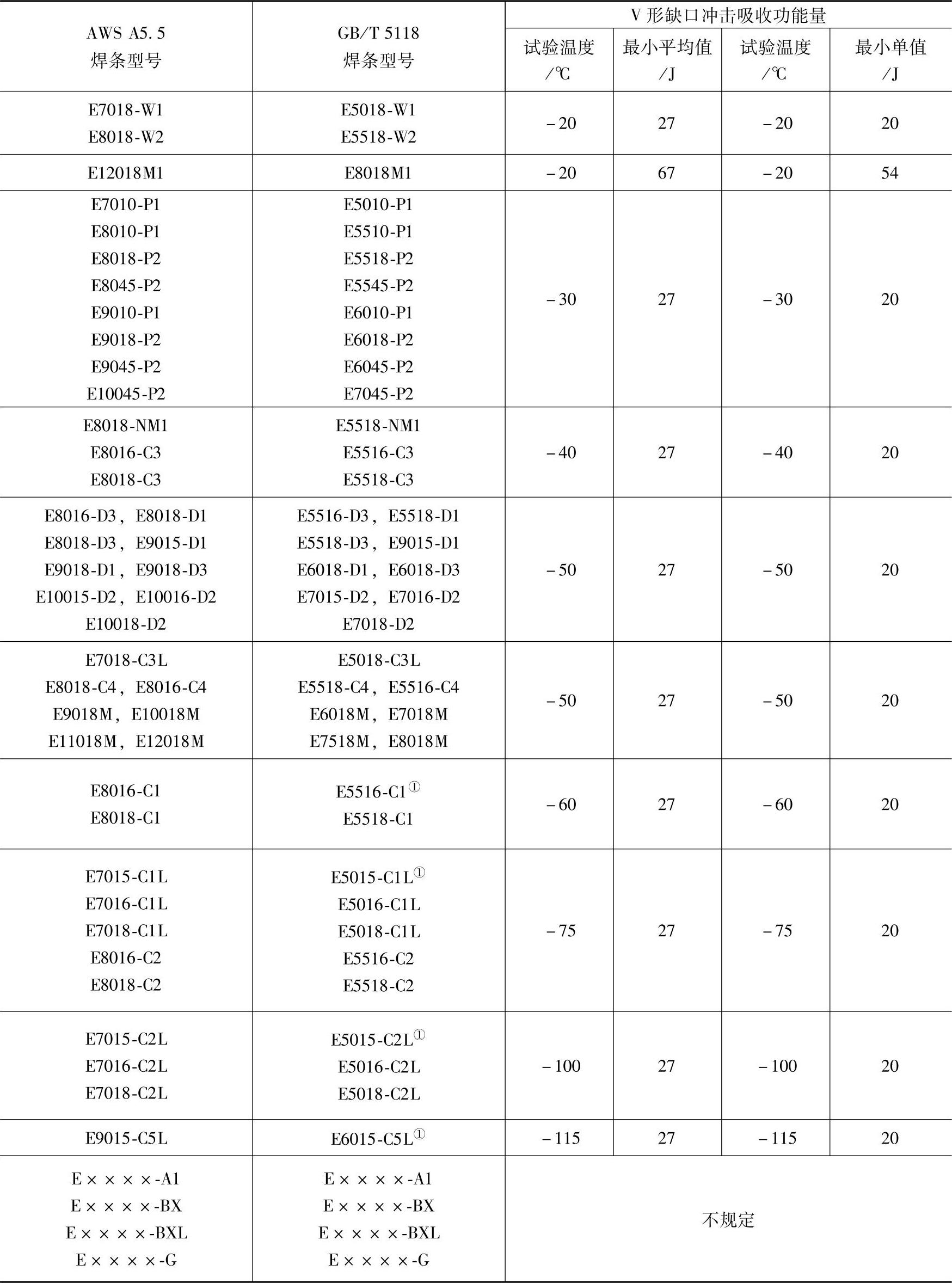
注:在计算5个试样试验结果平均值时,应去掉一个最高值和一个最低值,余下3个值中的2个试验结果应等于或超过表列的最低值,另一试验结果允许低于最小平均值,但不应小于最小单值。
① 这些型号的焊条在焊后热处理状态下试验,其他型号的焊条不应作热处理。
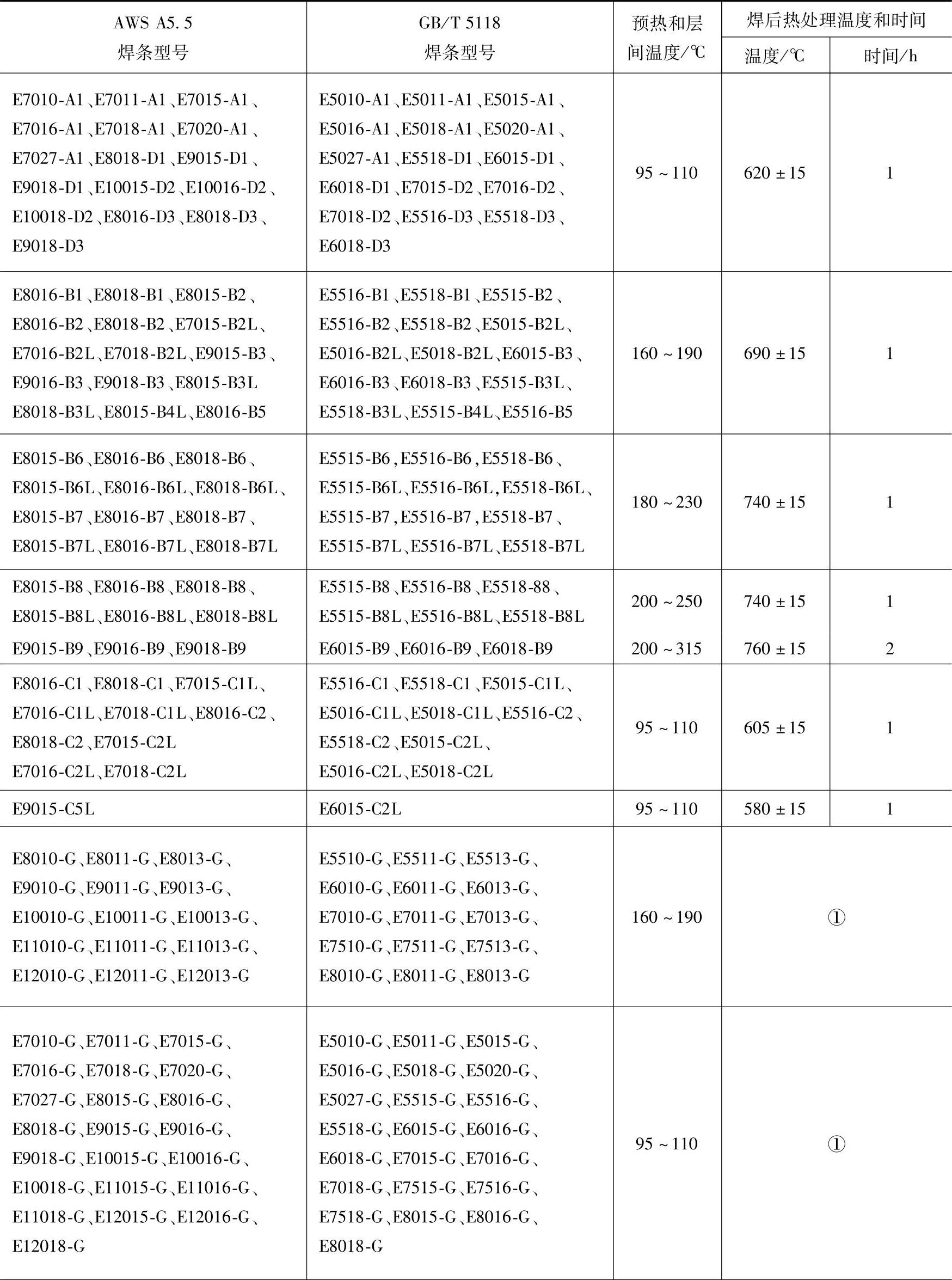
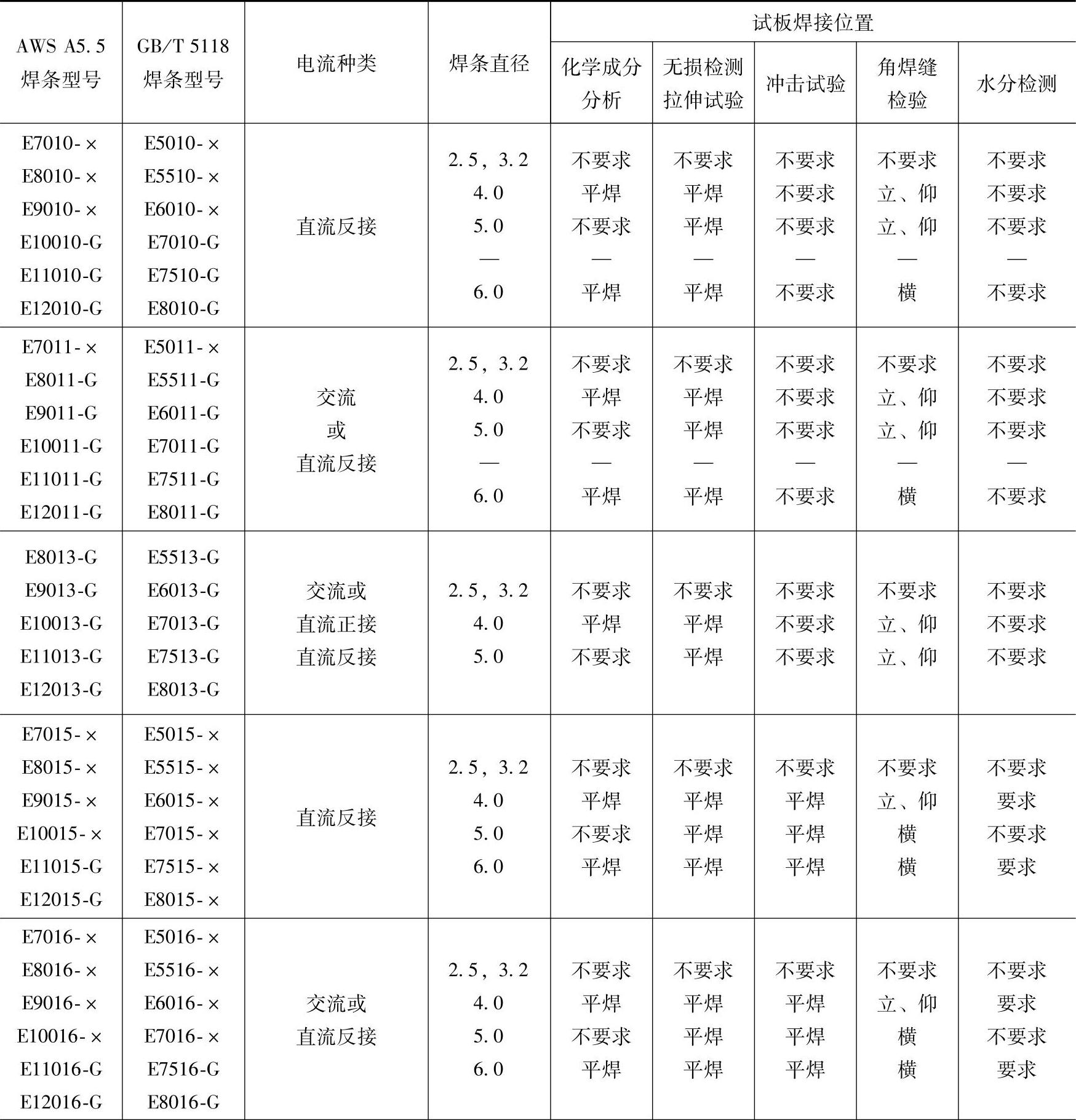
检验各种型号低合金钢焊条熔敷金属力学性能试板的预热和层间温度以及焊后热处理温度应按表3-23的规定。检验试板焊接时所使用的焊接电流种类、焊接位置及其试验项目应符合表3-24的规定。当规定的焊接电流种类为交流或直流电时,应采用交流电焊接试板。
表3-23 试板预热和层间温度以及焊后热处理温度的规定(按AWS A5.5:2006)
(续)
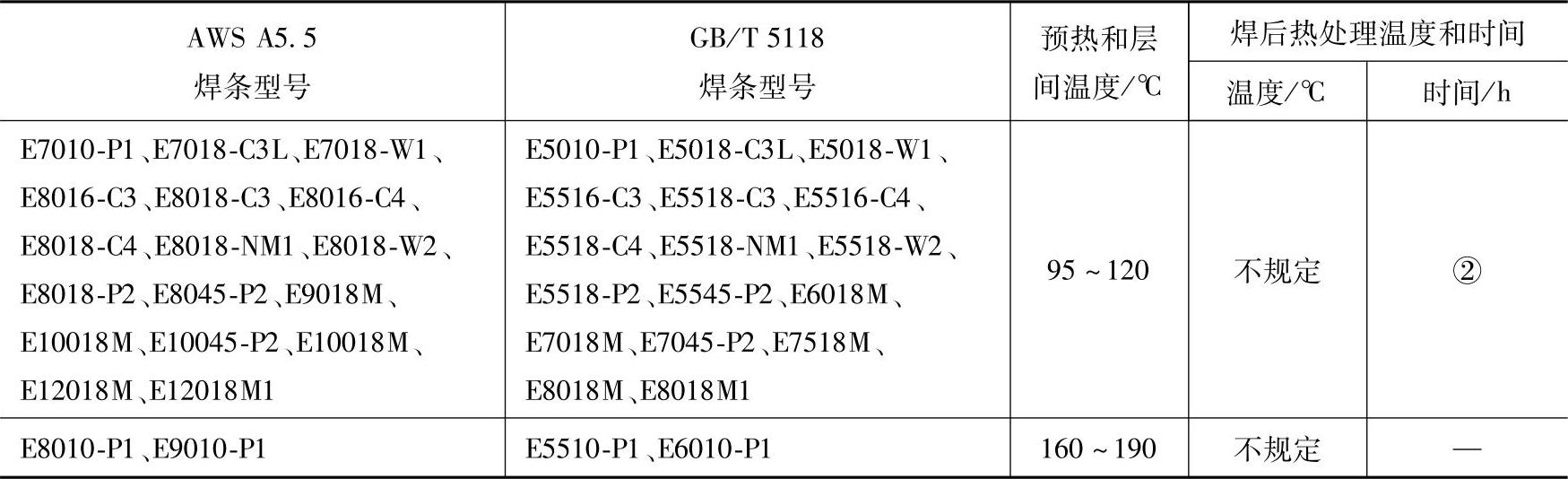
① 带“G”焊条试板焊后热处理的必要性及温度、时间由供需双方商定。
② 对于这些型号的焊条,焊后不要求热处理。
表3-24 焊条检验试板焊接时所使用的电流种类和焊接位置(按AWS A5.5:2006)
(续)
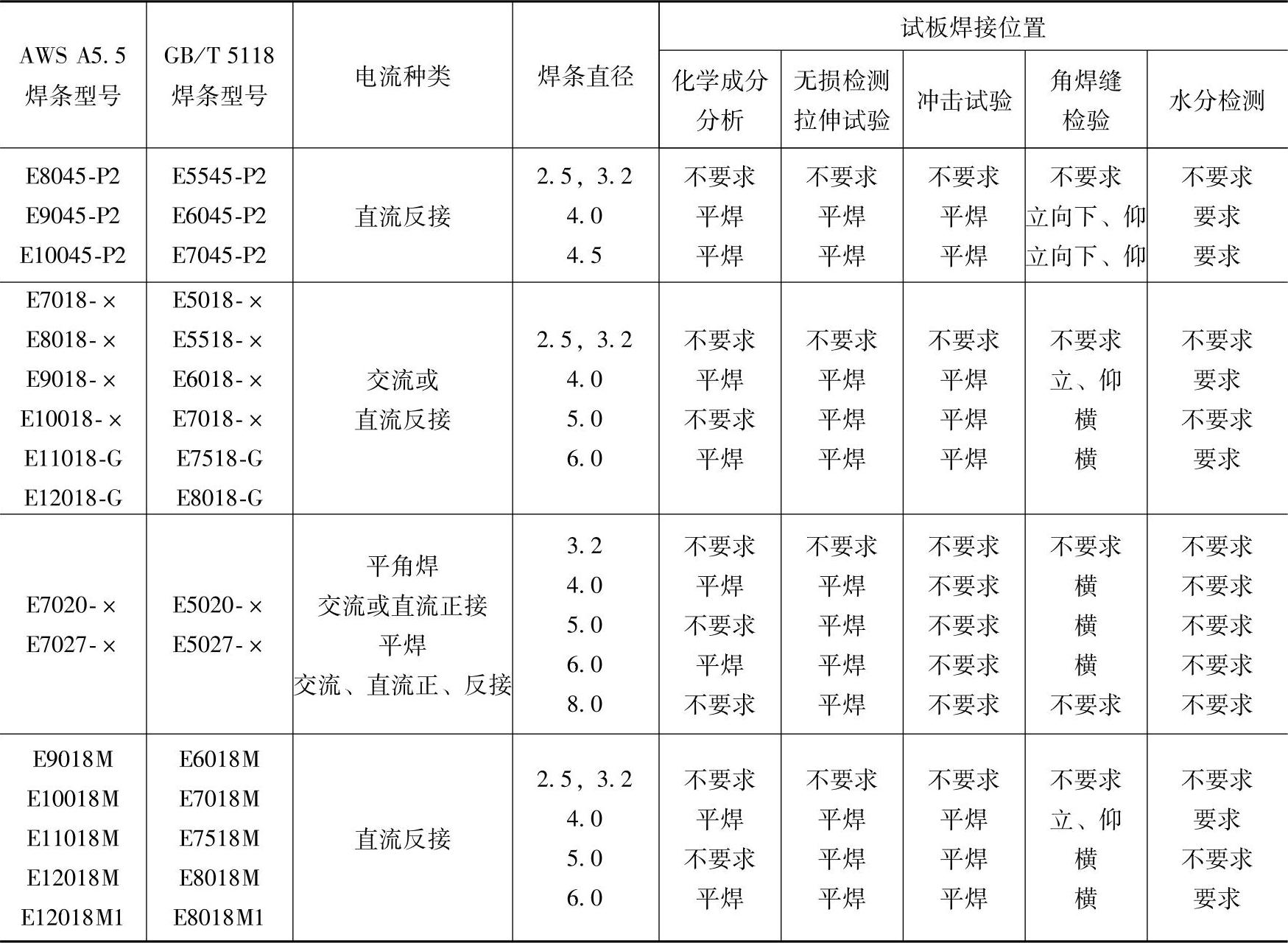
注:1.水分检测是测定焊条药皮中的水分含量。吸收水分检测和扩散氢含量检测只有当焊条型号中列出相应的附加代号时才要求进行。
2.当规定直流反接和直流正接时,只需要试验直流正接。
3.立焊位置通常为立向上,E(×)××-10-×焊条可以作立向上或立向下试验。只有E(×)××45-P2型焊条应作立向下试验。
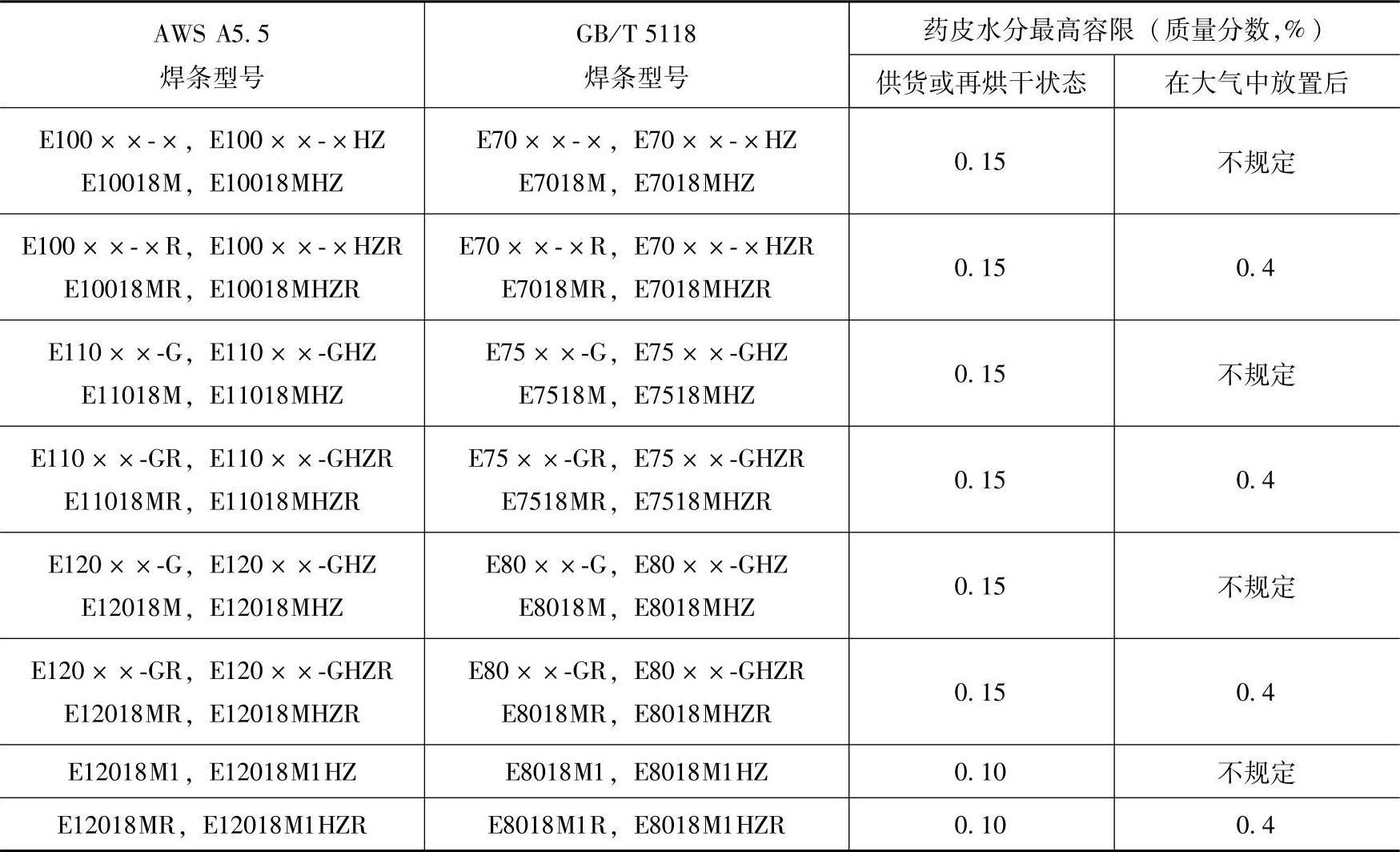
低合金钢焊接时,焊条药皮中的水分含量直接决定了焊缝金属中的氢含量,它是影响焊接冷裂纹倾向的主要因素之一。因此低合金钢焊条药皮中的水分含量应按焊条熔敷金属的强度等级加以严格限制。表3-25列出AWS A5.5:2006对低合金钢低氢型焊条药皮水分最高容许含量的规定。
表3-25 低合金钢低氢型焊条药皮水分最高容许含量

(续)
低氢型焊条焊缝金属扩散氢含量应符合表3-26的规定。
表3-26 低氢型焊条熔敷金属扩散氢的要求(AWS A5.5:2006)

注:1.只有在焊条型号上有扩散氢代号,才要求作扩散氢检测。
2.在所有低氢型焊条中,可能达不到较低的扩散氢含量平均值(H8和H4)。
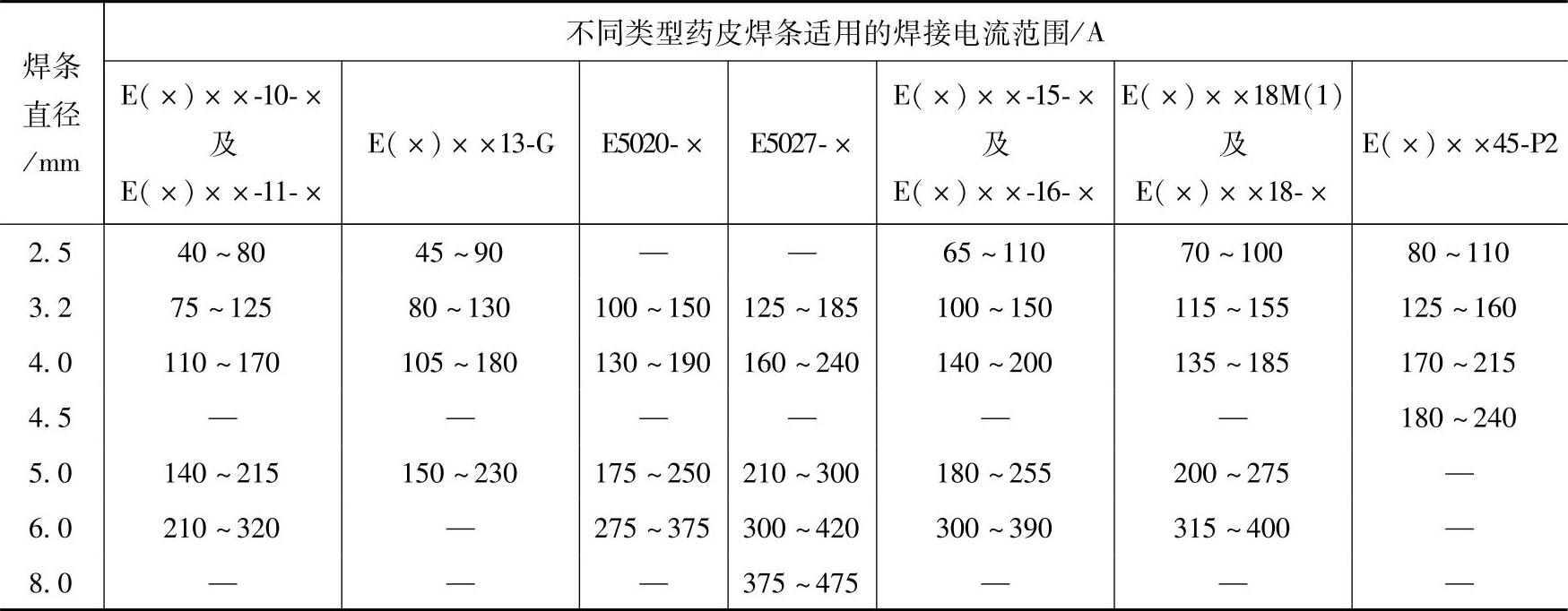
各种类型药皮焊条适用的焊接电流范围列于表3-27。当进行向上立焊时,可以选择所列电流范围的下限值。
表3-27 各类药皮焊条适用的焊接电流范围(按AWS 5.5:2006)
(3)各类低合金钢焊条的特点和典型用途 本节主要按熔敷金属的合金系列进一步说明各类低合金钢焊条的特点和典型用途。
1)E50××-A1钼低合金钢焊条。这类焊条相似于AWS A5.1标准中的E50××碳钢焊条,但在熔敷金属中加入了0.5%(质量分数)钼。这就提高了焊缝金属的强度,特别是高温强度,也略为增强了耐蚀性,但可能降低焊缝金属的缺口韧度。其典型的用途是焊接C-Mo低合金钢,如15MoG耐热钢。
2)E××××-BX和E××××-BXL铬钼钢焊条。这类焊条均为低氢型焊条,焊缝金属的铬含量为0.5%~9%(质量分数),钼含量为0.5%~1%(质量分数)。其主要用于高温运行的焊件,其性能与各种Cr-Mo低合金钢相匹配。
E××××-BXL低碳级Cr-Mo钢焊条的焊缝金属最高碳含量为0.05%(质量分数),而常规的Cr-Mo钢焊条的焊缝金属的碳含量为0.08%(质量分数)。焊缝金属中较低的碳含量能改善塑性并降低硬度。但需注意的是,低的碳含量也降低了焊缝金属的高温强度和蠕变强度。
由于所有的Cr-Mo钢焊缝金属都倾向于空淬,对于大多数实际应用,都要求焊前预热和焊后热处理。
在AWS A5.5标准中,对任何一种Cr-Mo钢焊条都未提出最低缺口冲击韧度的要求。当要求Cr-Mo钢焊条保证在环境温度(0℃)下具有一定的韧性时,则焊缝金属的冲击吸收能量和试验程序由供需双方共同商定。
E60××-B9型焊条是一种9%Cr-1%Mo(质量分数)并以铌和钒改性的低氢型焊条,焊缝金属在高温下具有较高的蠕变强度、韧性、疲劳寿命、抗氧化性和耐蚀性。这种合金填补了奥氏体钢与铁素体钢之间的空缺,使许多高温部件可以采用单一的合金来制造,避免了与异种钢接头有关的问题。除了标准中已规定的性能外,也可以提出冲击韧度或高温蠕变强度的要求。但由于受不同的碳和铌含量的影响,这些性能的检验应由供需双方商定。
此外,这种合金钢的热处理是关键,必须加以严格控制。其显微组织完全转变为马氏体的温度(Mf)是比较低的。对于要求最佳塑性和蠕变强度的焊件,应当将其充分冷却,以使焊缝组织最大限度地转变成马氏体。
焊件焊后热处理的最高容许温度也要精确控制,因为这种合金钢的下临界转变温度(Ac1)较低,为使焊后热处理充分地进行,限制了熔敷金属中Mn+Ni的含量。Mn和Ni的金属间化合物往往导致Ac1点温度降低,以致焊后热处理温度接近Ac1点,这可能引起显微组织的局部转变。通过限制Mn+Ni含量,可使焊后热处理温度明显低于Ac1点,而避免了这种局部转变。
3)E××××-C×和E××××-C×L型低合金镍钢焊条。这些低氢型焊条是专为以下用途设计的,即不是通过空淬提高焊缝金属的强度,或者提高低温冲击韧度(-115℃)。这些焊条熔敷金属的镍含量分成5级,即1%Ni、1.5%Ni、2.5%Ni、3.5%Ni和6.5%Ni(质量分数)。
由于这些低合金镍钢焊条熔敷金属的最高碳含量为0.12%(质量分数),其最高的抗拉强度只能达到550MPa,但低温韧性有很大的改善,可与各种低合金镍钢的性能相匹配。因此应当按焊件的用途及所要求的力学性能决定是否选择“L”级焊条。
大多数低合金钢焊件要求焊后热处理,以消除焊接残余应力,或者对焊缝金属和热影响区回火,以提高其塑性。在焊接生产中,采用高于表3-23规定的焊后热处理温度往往是容许的。但是对于许多工程应用,低合金镍钢焊件焊后不必热处理。如技术要求规定必须作焊后热处理,则热处理温度不应超过表3-23中规定的最高温度,因为在较高的温度下,低合金镍钢可能会发生脆变。
4)E5518-NM1镍-钼低合金钢焊条。这种低氢型焊条熔敷金属含有约1%(质量分数)Ni和0.5%(质量分数)Mo,相似于低合金Mn-Mo钢焊条。但采用这种焊条焊接的焊件往往不作焊后热处理,结果导致焊缝金属的强度和缺口韧度低于相同级别的Mn-Mo钢焊条。这种低氢型焊条主要用于低合金高强度钢或微合金钢的焊接。
5)E××1×-D×锰-钼低合金钢焊条。这类低氢型焊条熔敷金属含有约1.5%(质量分数)Mn和0.35%~0.65%(质量分数)Mo。与E5518-NM1焊条相比具有更高的强度和较好的缺口韧性。但这种Mn-Mo低合金钢焊条焊缝金属的空淬性很高,通常要求焊前预热和焊后热处理。这组焊条主要用于低合金压力容器用钢。
6)E××××M(1)军用焊条。这类低氢型焊条原先是为军事工程设计的,主要用于焊接HY80和HY100型钢。目前也在民用工程中使用。为达到所要求的焊缝金属性能和致密性,在焊条中添加了各种合金元素(特别是Ni),并要求严格控制焊条药皮中的水分。同时在焊条制造、包装、运输和现场存储过程中保持焊条药皮中规定的水分含量是十分重要的。
采用这类焊条焊接的焊件通常焊后不作热处理。但往往要求在250℃温度下作消氢处理。在焊态下,焊缝金属最低抗拉强度范围为620~830MPa,在-20~-50℃温度范围内具有良好的缺口冲击韧度。E××××M(1)型焊条适用于相应级别的高强度低合金钢或微合金钢的焊接。
7)E××10-P1型管线用焊条。这类焊条主要用于在立向下或立向上位置焊接高强度钢管对接接头。焊条药皮为纤维素型,能够深熔,具有喷射电弧、细熔滴过渡和去渣容易等特点,最适用于管子水平安装时,对接接头的向下立焊,焊缝可达到全焊透和射线检测的质量要求。
虽然对这类焊条的焊缝金属不规定各种合金元素的最低含量,焊条制造厂必须保证焊缝金属含有足够的合金元素以满足力学性能的要求。这里应特别强调指出,必须保证焊缝金属的屈服强度达到所规定的最低值,因为大多数输送管线及材料都是按照屈服强度设计的。E5010-P1、E5510-P1和E6010-P1可用于相应强度级别的管线钢材,如X52、X65和X70等。
8)E××18-P2管线用焊条。这些焊条主要用来在向上立焊位置焊接高强度钢管对接接头的加厚层、填充层和盖面层。某些这类焊条也可以向下立焊方式焊接角焊缝。这类焊条药皮低氢的特性使其特别适用于焊接对裂纹敏感的高强度钢管,最高强度级别为X80。也可焊接其他高强度钢,包括中碳、高碳钢以及低合金钢。但这类焊条通常不推荐用于根部焊道的焊接。
9)E××45-P2型管线用焊条。这些焊条是专为以向下立焊方式焊接高强度钢管对接接头加厚层、填充层和盖面层设计的。但不推荐用于向上立焊。这些焊条也经常用于角焊缝的向下立焊。此外,焊条药皮低氢的特性使其特别适用于对裂纹敏感的高强度钢管对接接头的向下立焊。这类型号的焊条主要用于焊接相应强度级别的管线用钢。但通常不推荐根部焊道的焊接。
10)E××18-W×耐候钢焊条。这种低氢型焊条的焊缝金属的耐蚀性和颜色与标准型耐候结构钢相配。向焊缝金属加入0.5%(质量分数)Cu可以获得这些特性。为使焊缝符合强度、塑性和缺口韧度的要求,也向其中加入一定量的铬和镍。这类焊条主要用于标准型低合金耐候钢的焊接。
3.不锈钢焊条的型号、化学成分及力学性能要求
(1)不锈钢焊条型号表示方法 根据GB/T 983—1995《不锈钢焊条》标准的规定,不锈钢焊条型号的主体由字母“E”和三位数字及附加字母组成。其中“E”表示焊条,三位数字和附加字母表示焊条熔敷金属的化学成分。在焊条型号主体之后加两位数字15、16、17、25或26表示药皮类型、焊接位置及电流种类,并以短画“-”与焊条型号主体分开。如E308-16、E347-15、E316-16,E308L-16、E309Mo-16等。后两位数字代表的内容详见表3-28。
(2)不锈钢焊条熔敷金属的化学成分和力学性能 不锈钢焊条熔敷金属的化学成分和力学性能原则上应符合GB/T 983—1995《不锈钢焊条》国家标准的相关规定,该标准是等效采用美国AWS A5.4:1992同名标准制定的,自1995年颁布以来一直未作修订,而AWS A5.4不锈钢焊条标准于2006年发布新版,对所列不锈钢焊条型号和理化性能要求作了适当的修正,故本节所列的有关数据主要引自AWS A5.4:2006新版标准。
表3-28 焊条型号后两位数字代表内容(按AWS A5.4:2006)
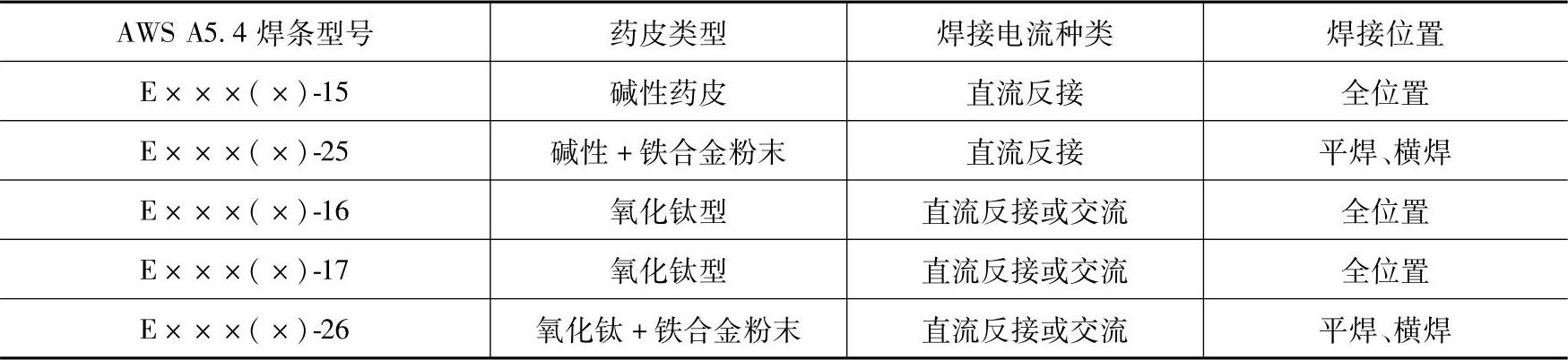
注:直径等于和大于5.0mm的焊条不推荐用于全位置焊。
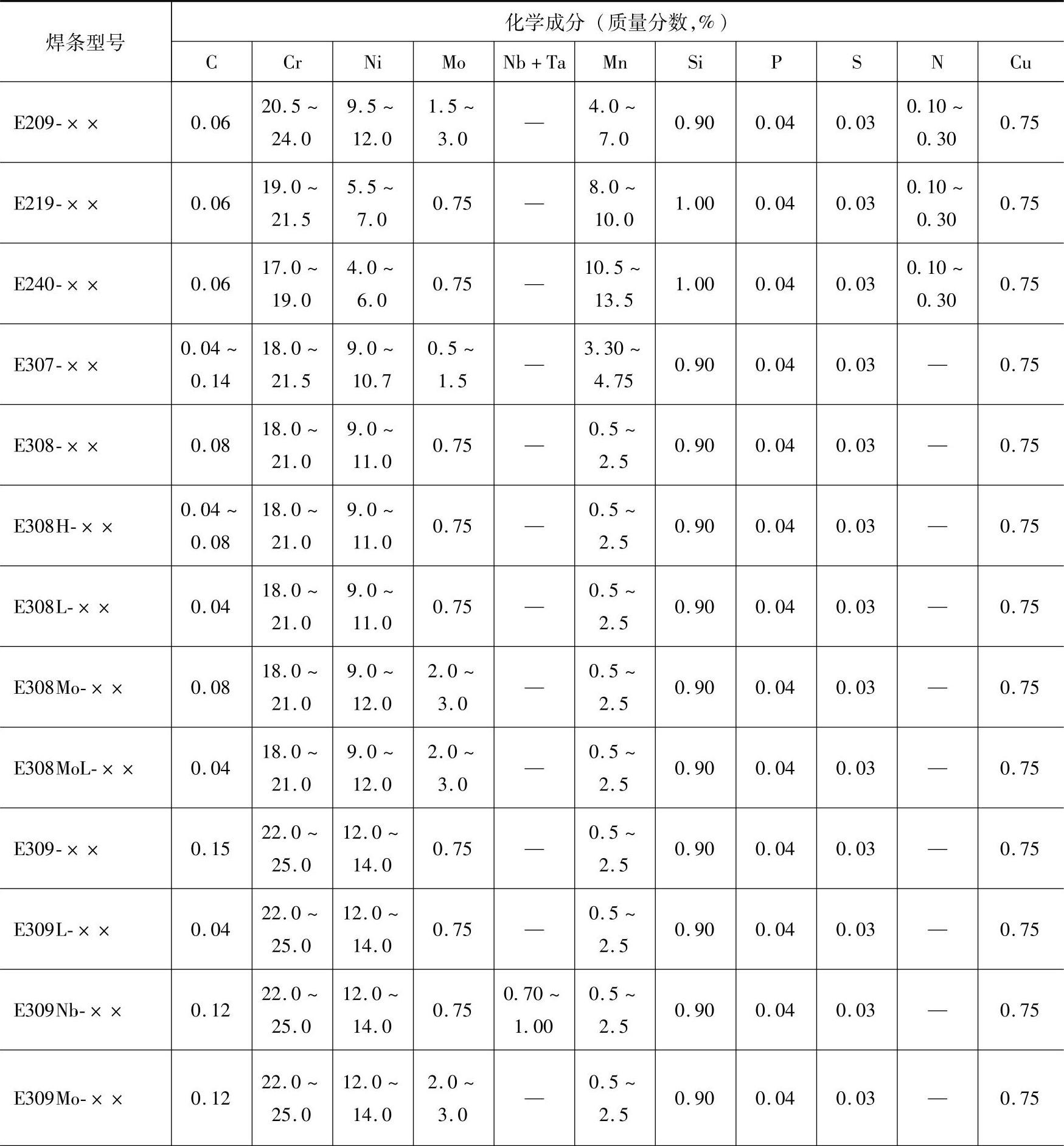
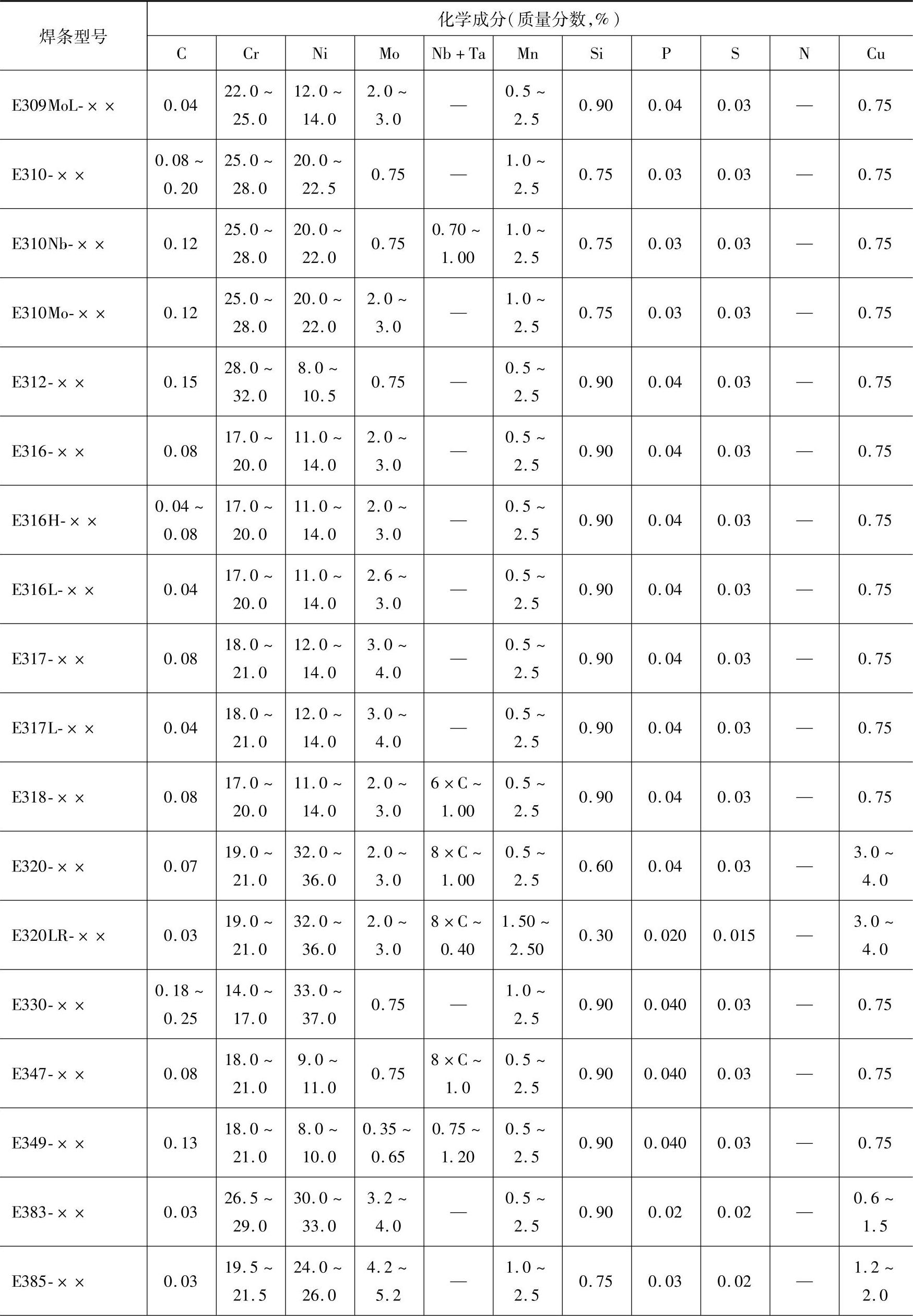
不锈钢焊条熔敷金属标准化学成分列于表3-29。全焊缝金属力学性能的要求列于表3-30。
表3-29 不锈钢焊条熔敷金属标准化学成分(按AWS A5.4:2006)
(续)
(续)
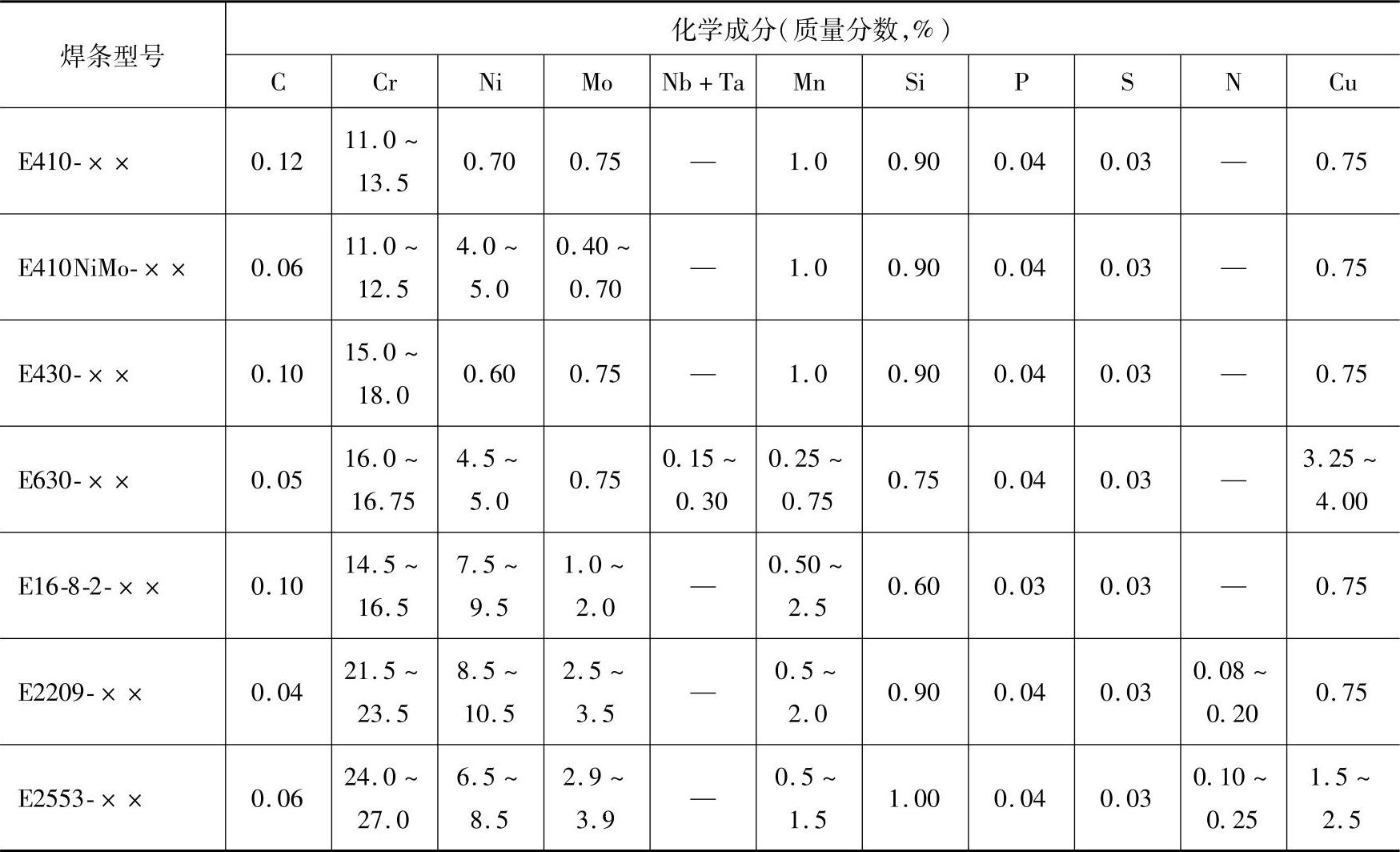
注:1.表列单值为最大值。
2.E349-××焊条熔敷金属中还含下列元素:V:0.10%~0.30%(质量分数,余同),Timax=0.15%,W:1.25%~1.75%。
表3-30 不锈钢全焊缝金属力学性能要求(按AWS A5.4:2006)
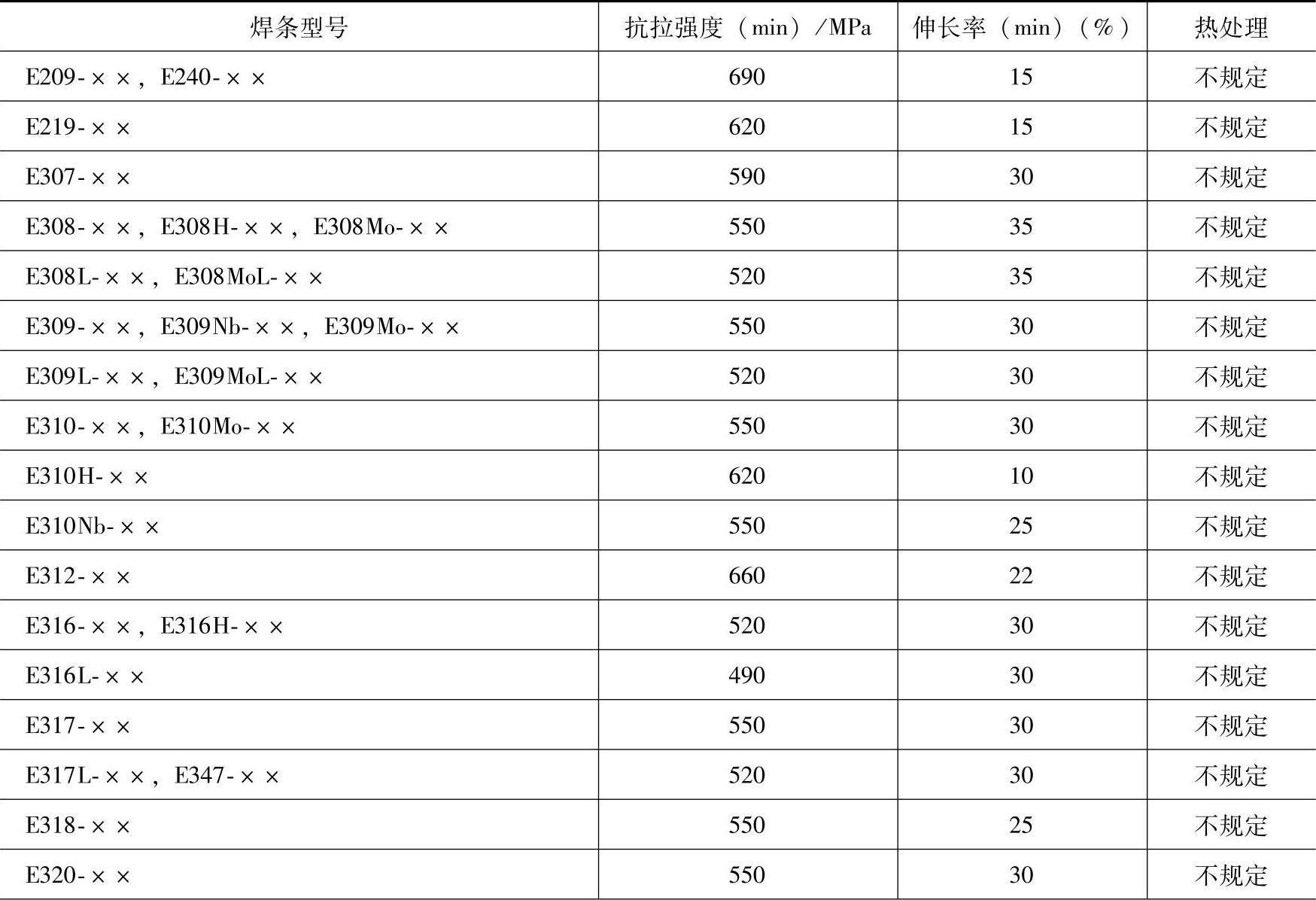
(续)
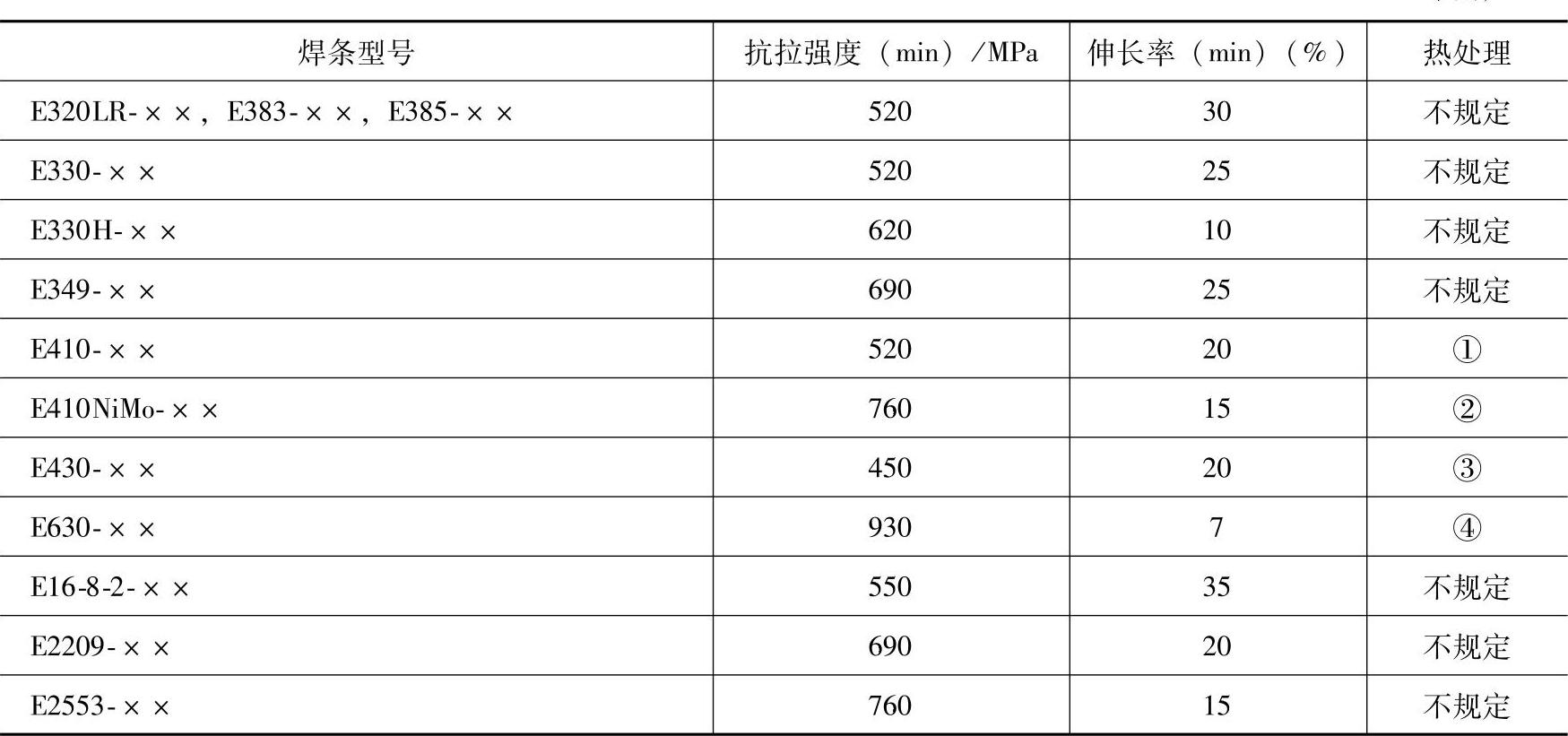
①加热到730~760℃保温1h,以不大于60℃/h的速度炉冷至315℃,然后空冷。
②加热到595~620℃保温1h,然后空冷。
③加热至760~790℃保温2h,以不大于55℃/h的速度炉冷至595℃,然后空冷。
④加热到1025~1050℃保温1h,空冷至室温,随后再加热至610~630℃,保温4h,空冷至室温。
(3)各种型号不锈钢焊条的特点和主要用途
1)E209型Cr-Ni-Mn-Mo-N合金系不锈钢焊条。这种焊条熔敷金属的名义成分为22Cr11Ni5.5Mn2Mo0.2N,常用于209型不锈钢焊件。这是一种用氮强化的奥氏体不锈钢,在很宽的温度范围内具有高的抗拉强度和优良的韧性。氮合金化使碳的扩散受到抑制,降低了焊缝区内碳化物晶间沉淀的倾向,从而提高了耐晶间腐蚀能力。氮合金化与适量的钼相匹配,使不锈钢在含氯化物的水介质中具有相当好的耐点蚀和缝隙腐蚀的性能。E209型焊条因合金含量较高,也可用于碳钢与不锈钢异种钢接头的焊接。
2)E219型Cr-Ni-Mn-N合金系不锈钢焊条。这种焊条熔敷金属的名义成分是:20Cr6Ni9Mn0.2N,常用于219型氮强化奥氏体不锈钢。这种不锈钢的性能与209型不锈钢相似,由于钢中不含钼,其耐点蚀和缝隙腐蚀性能略逊于209型不锈钢。
3)E240型Cr-Ni-Mn-N合金系不锈钢焊条。这种焊条熔敷金属的名义成分是:18Cr5Ni12Mn0.2N,常用于240和241氮强化奥氏体不锈钢的焊接。这些不锈钢在很宽的温度范围内具有较高的抗拉强度和良好的韧性。与常用的304型奥氏体不锈钢相比,具有较好的耐磨性。
氮合金化改善了不锈钢在含氯化物的水介质中耐点蚀和缝隙腐蚀的性能。与304型不锈钢相比,240和241型不锈钢还具有较高的抗穿晶应力腐蚀裂纹的能力。
4)E307型Cr-Ni-Mn合金系不锈钢焊条。这种焊条熔敷金属的名义成分为:19Cr9.8Ni4Mn。焊缝金属为全奥氏体组织,并具有较高的抗拉强度和抗裂性。主要用于奥氏体锰钢和异种钢铸件的焊接。
5)E308型Cr-Ni合金系不锈钢焊条。这是一种最普通的Cr-Ni奥氏体不锈钢焊条,其熔敷金属的名义成分是19Cr10Ni。可用于焊接301、302、304和305型合金成分相似的奥氏体不锈钢。由于这种焊条焊缝金属的碳含量较高,且不含碳化物稳定剂,焊接接头的耐晶间腐蚀能力较低,只适用于对耐蚀性要求不高的奥氏体不锈钢焊件。
6)E308H型Cr-Ni合金系不锈钢焊条。这种焊条熔敷金属的名义成分与E308型焊条完全相同,只是允许碳含量偏上限,以使焊缝金属具有较高的抗拉强度和高温蠕变强度,适用于焊接304H型奥氏体耐热钢。
7)E308L型超低碳Cr-Ni合金系不锈钢焊条。这种焊条熔敷金属的名义成分与E308型不锈钢焊条相同,只是将碳含量限制在0.04%(质量分数)以下,即达到所谓超低碳级。这就大大降低了碳化物晶间沉淀的可能性,显著提高了耐晶间腐蚀的能力,适于焊接304L等超低碳铬镍不锈钢。
8)E308Mo型Cr-Ni-Mo合金系不锈钢焊条。这种焊条熔敷金属名义成分与E308型不锈钢焊条相同,但加入了2.0%~3.0%(质量分数)的钼,以提高其在某些介质中的耐蚀性,同时也增强了焊缝金属的抗热裂性。适用于焊接成分相似的Cr-Ni-Mo不锈钢。当要求提高焊缝金属的铁素体含量时,也可用于316型不锈钢锻件的焊接。
9)E308MoL型超低碳Cr-Ni-Mo合金系不锈钢焊条。这种焊条熔敷金属的名义成分与E308Mo型不锈钢焊条相同,只是将焊缝金属的碳含量限制在0.04%(质量分数)以下,以使焊缝金属具有更高的耐蚀性。当要求焊缝金属铁素体含量较高时,也适用于焊接316L型超低碳不锈钢铸锻件。
10)E309型Cr-Ni合金系不锈钢焊条。这种焊条熔敷金属的名义成分为23.5Cr13Ni,通常用于合金成分相似的不锈钢铸锻件的焊接。由于焊缝金属的合金成分较高,也常用于304型不锈钢与碳钢异种钢接头以及不锈钢复合板接头过渡层的焊接。同时,也可用于耐蚀性要求较高304型不锈钢或相似不锈钢接头的焊接。
11)E309L型超低碳Cr-Ni合金系不锈钢焊条。这种焊条熔敷金属的名义成分与E309型焊条相同,但将碳含量限制在0.04%(质量分数)以下,以提高其耐晶间腐蚀的能力,适用于对接头耐蚀性要求较高,合金成分相似不锈钢的焊接。
12)E309Nb型Cr-Ni-Nb合金系不锈钢焊条。这种焊条熔敷金属的名义成分除了加入0.70%~1.0%(质量分数)铌以外,与E309型不锈钢焊条相同。铌作为一种强烈的碳化物形成元素,可与碳形成稳定的碳化物,阻止了碳化铬的形成,从而提高了焊缝金属耐晶间腐蚀的能力,同时还提高了高温强度。这种焊条适用于耐蚀性要求较高,合金成分相似母材的焊接。也可用于焊接347型不锈钢复合钢板接头。
13)E309Mo型Cr-Ni-Mo合金系不锈钢焊条。这种焊条熔敷金属的名义成分除了加入2.0%~3.0%(质量分数)Mo以外,基本上相同于E309型不锈钢焊条。合金元素Mo提高了焊缝金属在某些介质中的耐蚀性,并增强焊缝金属的抗热裂性。适用于相似成分不锈钢的焊接,也可用于316型不锈钢复合板接头的焊接。
14)E309MoL型超低碳Cr-Ni-Mo合金系不锈钢焊条。这种焊条熔敷金属的名义成分与E309Mo型焊条完全相同,只是将碳含量限制在0.04%(质量分数)以下,使焊缝金属具有更高的耐蚀性。适用于对耐蚀性要求特别高的不锈钢焊件的焊接。(https://www.daowen.com)
15)E310型Cr-Ni合金系不锈钢焊条。这是一种高铬镍全奥氏体不锈钢焊条,其名义成分为26.5Cr21Ni。常用于310型不锈钢及相似成分不锈钢的焊接,也可用于碳钢与不锈钢异种钢接头和不锈钢复合板接头过渡层的焊接。
16)E310Nb型Cr-Ni-Nb合金系不锈钢焊条。这种焊条熔敷金属的名义成分与E310型焊条相同,但加入了0.7%~1.00%(质量分数)的铌,以提高焊缝金属耐晶间腐蚀的能力,然而铌加剧了全奥氏体焊缝金属的热裂敏感性,因此应采用低焊接电流和窄焊道焊接技术。这种焊条常用于有一定耐蚀性要求的310型不锈钢及相似成分铸锻件的焊接。也可用于碳钢与不锈钢异种钢接头以及不锈钢复合板接头过渡层的焊接。
17)E310Mo型Cr-Ni-Mo合金系不锈钢焊条。这种焊条熔敷金属的名义成分基本与E310型焊条相同。为提高焊缝金属在某些化学介质中的耐蚀性,并增强其抗热裂性,加入了2.0%~3.0%(质量分数)Mo。这种焊条常用于310Mo型不锈钢及相似成分铸锻件的焊接。也可用于碳钢、低合金钢与不锈钢异种钢接头以及不锈钢复合板接头过渡层的焊接。
18)E312型Cr-Ni合金系不锈钢焊条。这种焊条熔敷金属的名义成分是30Cr9Ni,属于高铬镍型不锈钢,由于铬含量较高,焊缝金属组织为奥氏体基体+铁素体的双相组织,因此具有较高的抗热裂性。但这种高铬焊缝金属敏感于高温脆变,因此推荐用于工作温度不高于450℃的不锈钢焊件的焊接,也可用于高镍不锈钢与碳钢或低合金钢的异种钢接头的焊接。
19)E316型Cr-Ni-Mo合金系不锈钢焊条。这种焊条熔敷金属的名义成分为18.5Cr12.5Ni2.5Mo,其在许多化工介质中具有较高的耐蚀性,主要用于316型不锈钢及相似成分不锈钢焊件的焊接。这种含钼的铬镍不锈钢焊缝金属还具有较高的高温蠕变强度,因此也可用于高铬镍耐热钢的焊接。
20)E316H型Cr-Ni-Mo合金系不锈钢焊条。这种焊条熔敷金属的名义成分与E316型焊条完全相同,只是碳含量允许偏上限,以使焊缝金属具有较高的抗拉强度和高温蠕变强度,更适用于高铬镍耐热钢焊件的焊接。
21)E316L型超低碳Cr-Ni-Mo合金系不锈钢焊条。这种焊条熔敷金属的名义成分与E361型焊条相同,而碳含量限制在0.04%(质量分数)以下,以提高焊缝金属耐晶间腐蚀的能力。因此适用于对耐蚀性要求较高的316L型不锈钢及相似成分不锈钢的焊接。特别是在石化装备制造中,这种焊条得到了广泛的应用。
22)E317型Cr-Ni-Mo合金系不锈钢焊条。这种焊条熔敷金属的名义成分为:19.5Cr13Ni3.5Mo,合金成分略高于E316型焊条,其耐蚀性相应得到提高、特别适用于点蚀和缝隙腐蚀较严重的腐蚀介质。这种焊条通常用于317型不锈钢及成分相似的不锈钢的焊接。
23)E317L型超低碳Cr-Ni-Mo合金系不锈钢焊条。这种焊条熔敷金属的合金成分与E317型焊条相同,只是将碳含量限制在0.04%(质量分数)以下,以提高焊缝金属耐晶间腐蚀的能力。这种焊条适用于对耐蚀性要求较高的317L型不锈钢及相似成分不锈钢的焊接。
24)E318型Cr-Ni-Mo-Nb合金系不锈钢焊条。这种焊条熔敷金属的合金成分与E316型焊条相同,但加入了约1.0%(质量分数)的铌,以形成稳定的铌碳化物,阻止碳化铬的形成,从而提高了焊缝金属耐晶间腐蚀的能力。这种焊条主要用于对耐蚀性要求较高、316型不锈钢及成分相似不锈钢焊件的焊接。
25)E320型Cr-Ni-Mo-Cu-Nb合金系不锈钢焊条。这种焊条熔敷金属的名义成分为:20Cr34Ni2.5Mo3.5Cu1.0Nb,焊缝金属组织为全奥氏体,具有相当高的耐蚀性,包括在硫酸、亚硫酸及其盐类等强腐蚀性介质中的稳定性。这种焊条主要用于成分相似的高铬镍奥氏体不锈钢轧材和铸锻件的焊接,焊后不要求进行热处理。
26)E320LR低残留元素Cr-Ni-Mo-Cu-Nb合金系不锈钢焊条。这种焊条熔敷金属的合金成分与E320焊条基本相同,但C、Si、P、S等残留元素的含量很低,且铌和锰的含量也控制在较窄的范围内。这在很大程度上降低了全奥氏体焊缝金属微裂纹的敏感性,同时保持了焊缝金属优良的耐蚀性。这种焊条的特点是可以采用常规的焊接工艺进行焊接,而不必担心全奥氏体焊缝中经常出现的热裂纹的形成。但应注意,E320LR型焊条焊缝金属的抗拉强度略低于E320型焊条。
27)E330型Ni-Cr合金系不锈钢焊条。这种焊条熔敷金属的名义成分是35Ni15.5Cr,是一种高镍不锈钢焊条,其焊缝金属组织为全奥氏体,具有相当高的高温蠕变强度和抗氧化性。适用于工作温度达980℃的高铬镍耐热合金的焊接。但这种高铬镍不锈钢焊缝金属对硫腐蚀较为敏感,应避免在高硫介质中应用。
28)E347型Cr-Ni-Nb合金系不锈钢焊条。这种焊条熔敷金属的名义成分为:19.5Cr10Ni1.0Nb,铌与碳形成稳定的碳化物,阻止了碳化铬沿晶间沉淀,提高了焊缝金属耐晶间腐蚀的能力。这种焊条通常用于焊接以铌或钛稳定的、合金成分相似的铬镍不锈钢。
铌同时还提高焊缝金属的高温强度,因此这种焊条也可用于铬镍高合金耐热钢的焊接。在铁素体含量较低或纯奥氏体焊缝金属中,铌促使热裂纹的敏感性提高。在这种情况下,应严格控制焊接热输入,防止热裂纹的形成。
29)E349型Cr-Ni-W-Mo-Nb合金系不锈钢焊条。这种焊条熔敷金属的名义成分为19.5Cr9Ni1.4W0.5Mo1.0Nb。铌、钼和钨与铬、镍相组合可使焊缝金属具有很高的高温断裂强度。这种合金组分还提高了焊缝金属内的铁素体含量,增强了焊缝金属的抗热裂性能。这种焊条主要用于651型和652型不锈钢以及成分相似的不锈钢的焊接。
30)E383型Cr-Ni-Mo-Cu合金系不锈钢焊条。这种焊条熔敷金属的名义成分为28Cr31.5Ni3.7Mo1.0Cu,其在硫酸和磷酸介质中具有良好的耐蚀性。由于C、Si、P、S等元素含量限制得很低,使这种全奥氏体组织的焊缝金属热裂纹的概率大大减少,同时还保持其耐蚀性。这种焊条主要用于成分相似的不锈钢及其与其他类型不锈钢之间的焊接。
31)E385型Cr-Ni-Mo-Cu合金系不锈钢焊条。这种焊条熔敷金属的名义成分是:20.5Cr25Ni5Mo1.5Cu。其组织为全奥氏体。在硫酸和许多含氯化物的介质中具有很好的耐蚀性。焊缝金属中C、Si、P、S等元素的含量限制在很低的水平,使这种全奥氏体组织中热裂纹的概率大大减少,同时还保持其耐蚀性。这种焊条主要用于成分相似的904L型不锈钢和317L型不锈钢的焊接。
32)E410型铬不锈钢焊条。这种焊条熔敷金属的主要合金成分是12Cr,具有空淬倾向,焊缝金属组织为全马氏体,要求焊前预热,焊后热处理。主要用于相似合金成分的铬不锈钢焊接。
33)E410NiMo型Cr-Ni-Mo合金系不锈钢焊条。这种焊条熔敷金属的名义成分为11.8Cr4.5Ni0.55Mo。由于焊缝金属的碳含量不大于0.06%(质量分数),并加入了Ni和Mo,限制了铁素体含量,其焊接性得到很大的改善,这种焊条主要用于410、410S和405型铬不锈钢的焊接。但仍要求焊前适当预热。焊后热处理温度不应超过620℃,较高的温度可能导致未经回火的马氏体在冷却至室温后重新硬化。
34)E430型铬不锈钢焊条。这种焊条熔敷金属的主要合金成分是17Cr,焊缝金属组织为铁素体。在热处理状态下具有足够的塑性。焊接时要求焊前预热和焊后热处理。在一般的工作介质中具有良好的耐蚀性。
35)E630型Cr-Ni-Cu合金系不锈钢焊条。这种焊条熔敷金属的名义成分是:16.4Cr4.7Ni3.6Cu,主要用于沉淀硬化不锈钢的焊接。根据焊件的工作条件和焊缝尺寸,焊缝金属可以是焊态,焊后沉淀硬化处理或焊后固溶处理加沉淀硬化。
36)E16-8-2型Cr-Ni-Mo合金系不锈钢焊条。这种焊条熔敷金属的名义成分为:15.5Cr8.5Ni1.5Mo。焊缝金属通常具有不高于5的铁素体数(FN)。同时具有良好的热塑性,即使在高拘束条件下,也能避免焊缝裂纹和弧坑裂纹。这种焊条主要用于16-8-2型、316型和317型不锈钢管的焊接。焊缝金属可以在焊态或焊后固溶处理状态下使用。
37)E2209型Cr-Ni-Mo-N合金系不锈钢焊条。这种焊条熔敷金属的名义成分为22.5Cr9.5Ni3Mo和0.15N,其显微组织由奥氏体+铁素体组成。焊缝金属具有较高的抗拉强度和耐点蚀性,并在很大程度上降低了对应力腐蚀裂纹的敏感性。主要用于焊接铬含量约22%(质量分数)的双相不锈钢。
38)E2553型Cr-Ni-Mo-Cu-N合金系不锈钢焊条。这种焊条熔敷金属的名义成分是:25.5Cr7.5Ni3.5Mo2.0Cu0.17N。其显微组织为奥氏体+铁素体双相组织。焊缝金属具有较高的抗拉强度和耐点蚀性能,并对应力腐蚀裂纹不敏感。这种焊条主要用于铬含量约25%(质量分数)的双相不锈钢的焊接。
39)E2594型Cr-Ni-Mo-Cu-Ti-N合金系不锈钢焊条。这种焊条熔敷金属的名义成分是:25Cr9.5Ni3.7Mo0.7Cu0.7Ti0.22N。碳含量控制在0.03%(质量分数)以下显微组织为铁素体-奥氏体双相组织。焊缝金属具有高的抗拉强度和韧性,相当高的耐应力腐蚀裂纹和点蚀的性能,特别适用于近海区域的腐蚀环境。这种焊条主要用于铬含量约25%(质量分数)的超级双相不锈钢。焊件工作温度范围为-50~+250℃。
4.堆焊焊条型号及熔敷金属化学成分和硬度要求
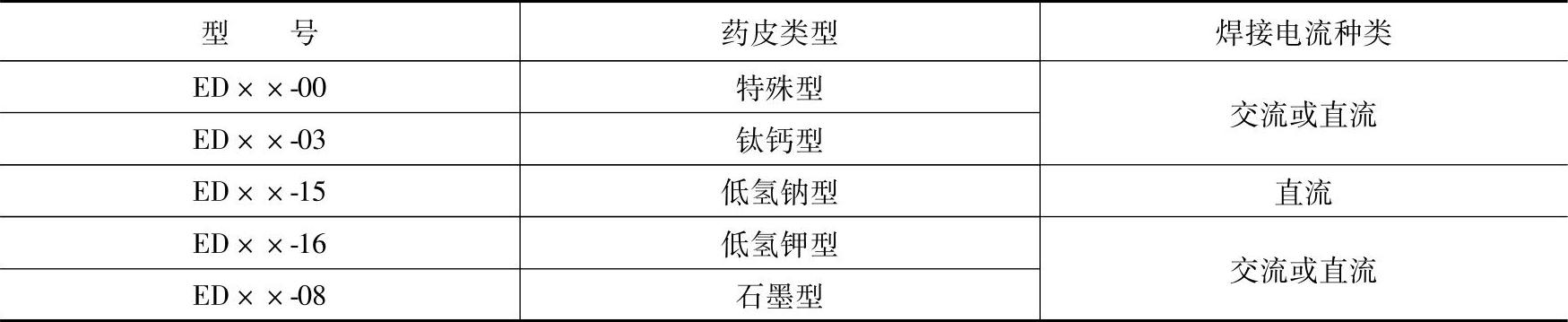
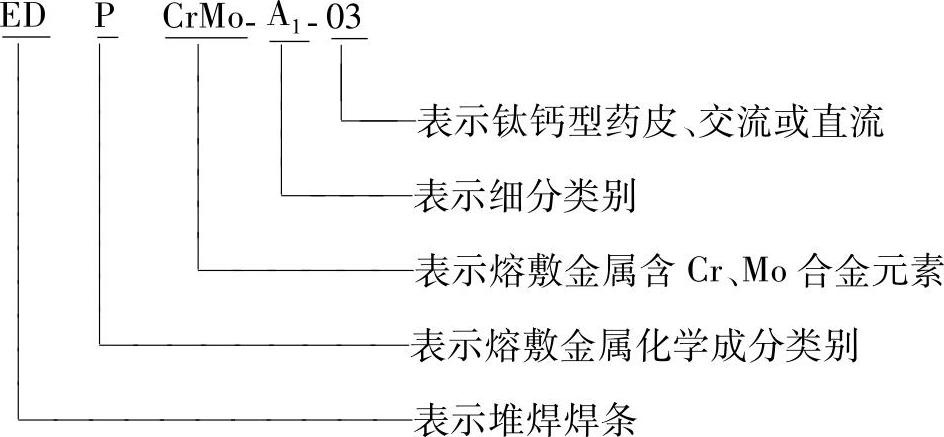
(1)堆焊焊条型号及表示方法 根据GB/T 984—2001《堆焊焊条》国家标准的规定,堆焊焊条型号按熔敷金属化学成分、药皮类型和焊接电流种类来划分。其表示方法:以“ED”表示堆焊焊条;其后至第三位数字表示焊条特点,用字母或化学元素符号表示堆焊焊条的型号分类,见表3-31。最后二位数字表示药皮类型和电流种类,见表3-32。在同一个基本型号内有几个分型号时,可用字母A、B、C…标志,如果再细分可加注下角数字1、2、3…如A1、A2、A3等,并以短画“-”与前面符号分开。
表3-31 堆焊焊条熔敷金属化学成分分类

表3-32 药皮类型和焊接电流种类代号
堆焊焊条型号示例如下:
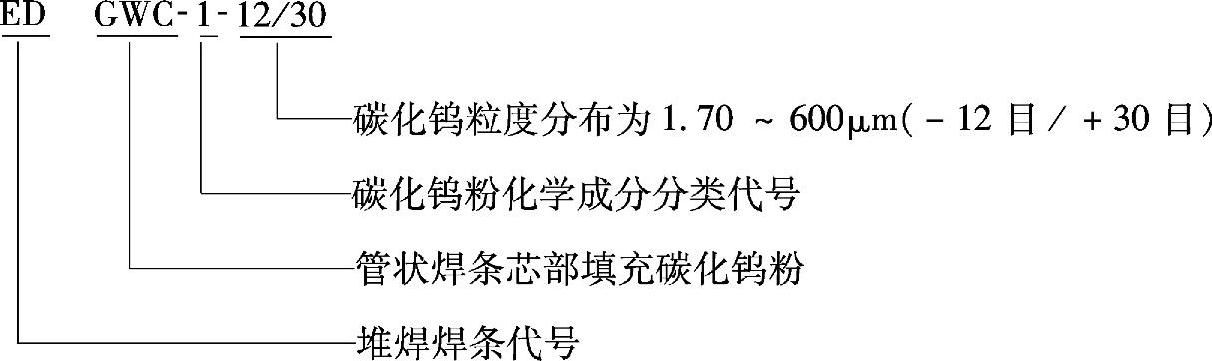
对于碳化钨管状焊条,其型号的第一个字母“E”表示焊条,第二个字母“D”表示用于表面耐磨堆焊,其后用字母“G”和元素符号“WC”表示碳化钨管状焊条。后接数字1、2、3表示芯部碳化钨粉化学成分分类代号,见表3-33。短画“-”后面为碳化钨粉粒度代号,用通过筛网和不通过筛网的两个目数表示,以斜线“/”相隔,或只用通过筛网的目数表示,见表3-34。
表3-33 碳化钨粉化学成分类别

表3-34 碳化钨粉的粒度
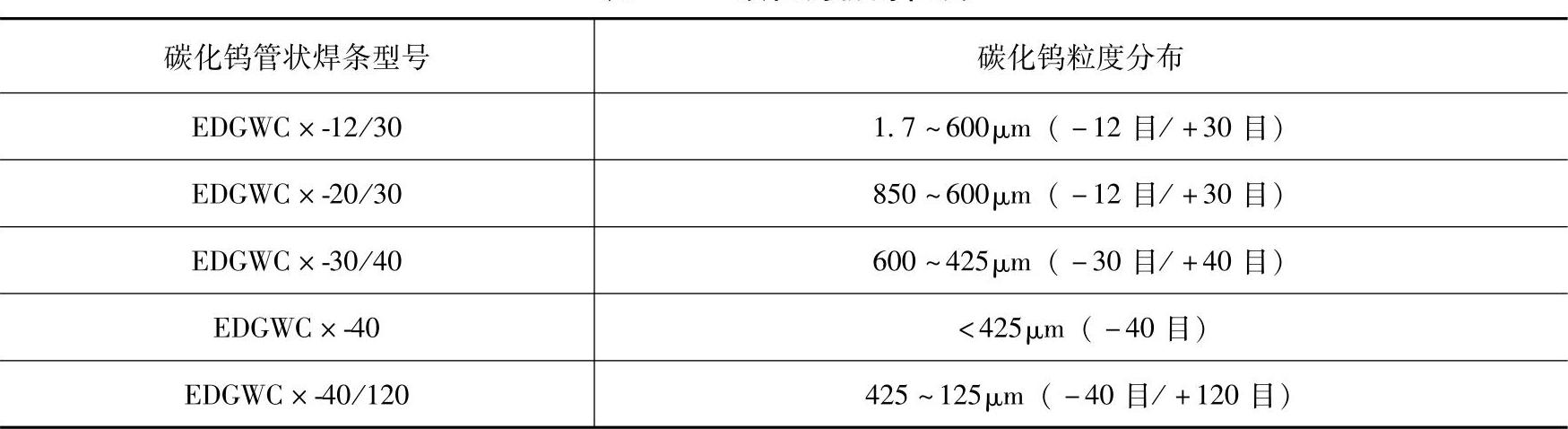
注:1.焊条型号中的“×”代表“1”,或“2”或“3”。
2.允许通过(“-”)筛网的筛上物≤5%,不通过(“+”)筛网的筛下物≤20%。
碳化钨管状堆焊焊条完整型号举例如下:
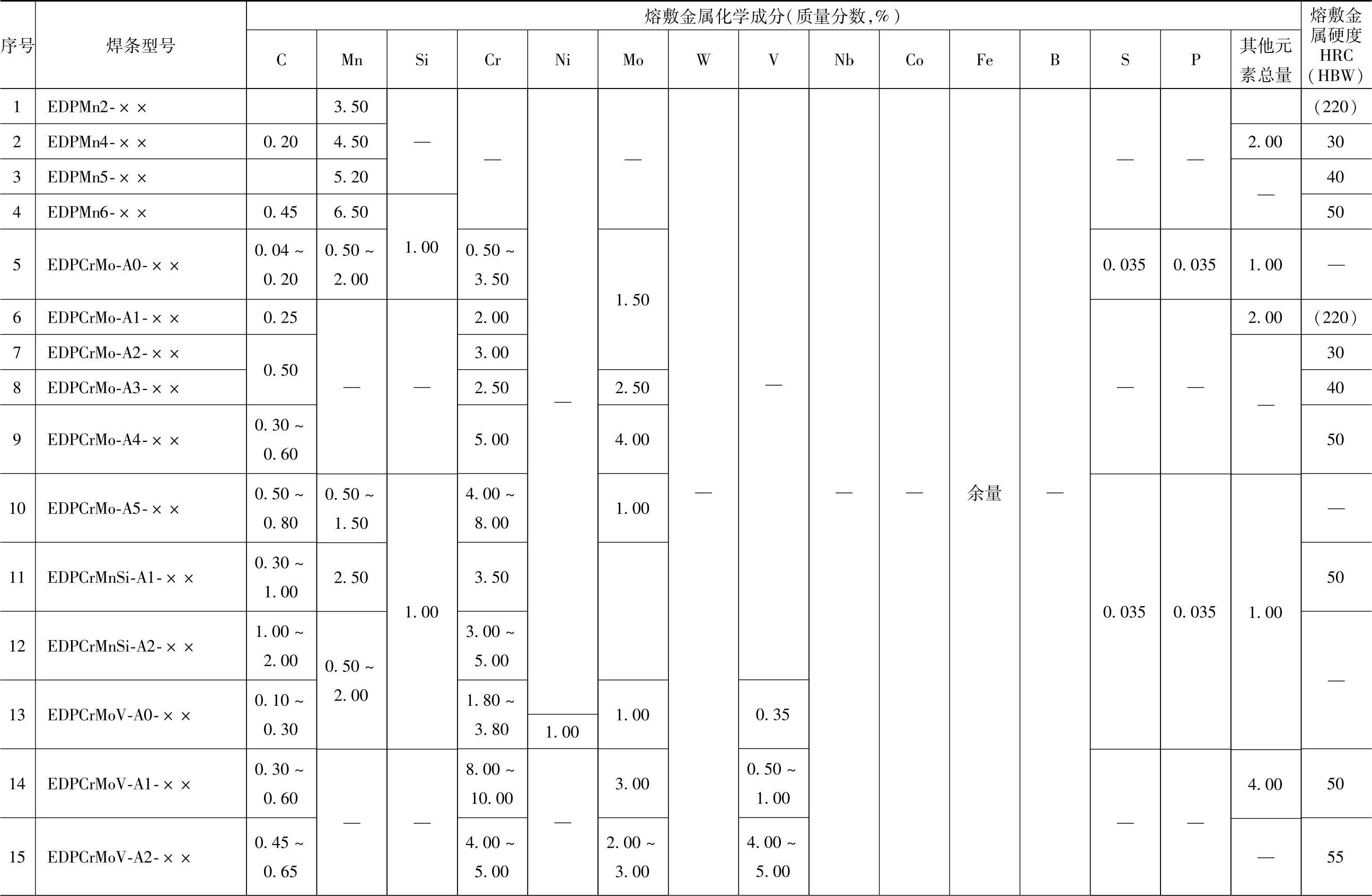
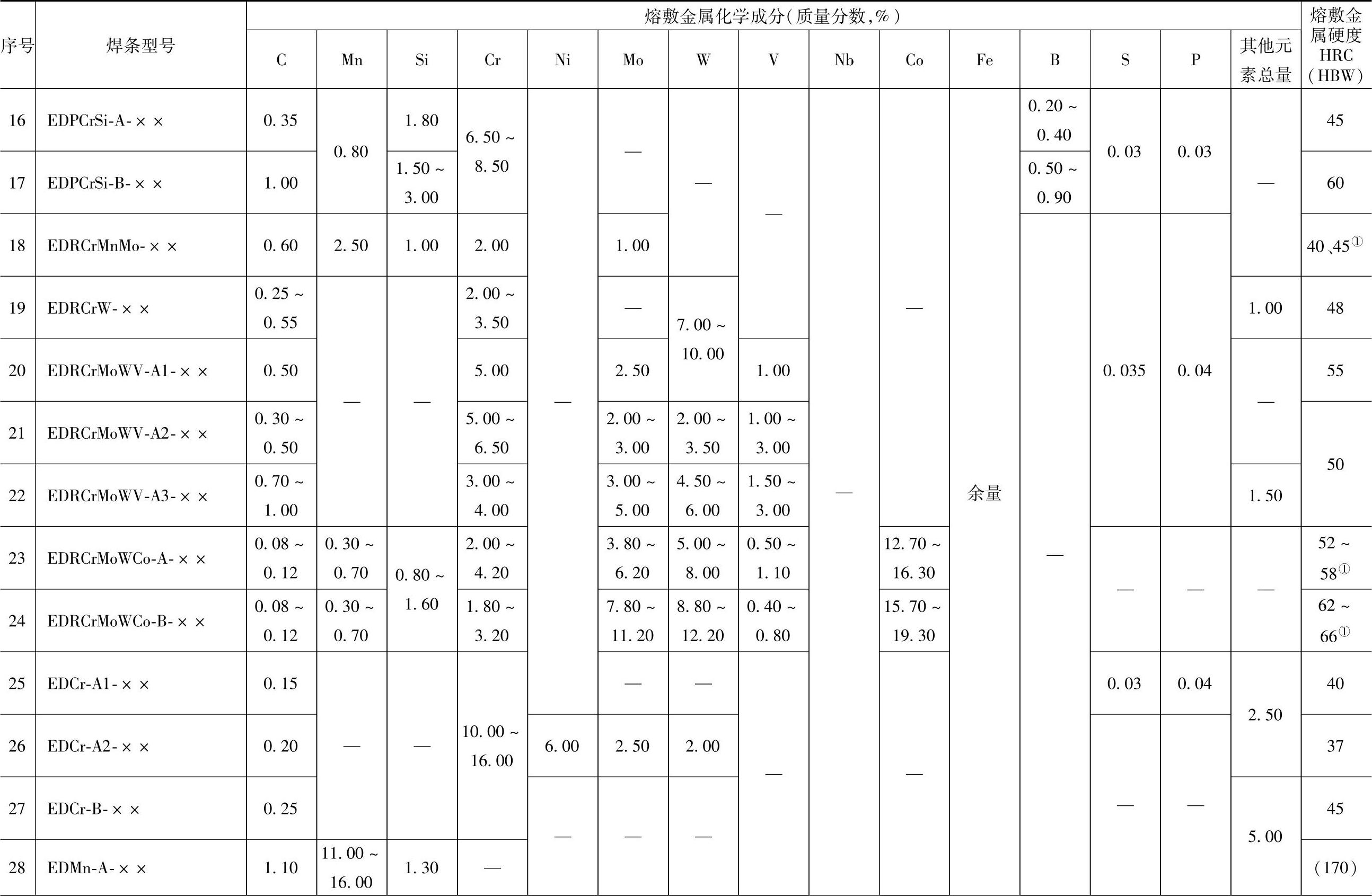
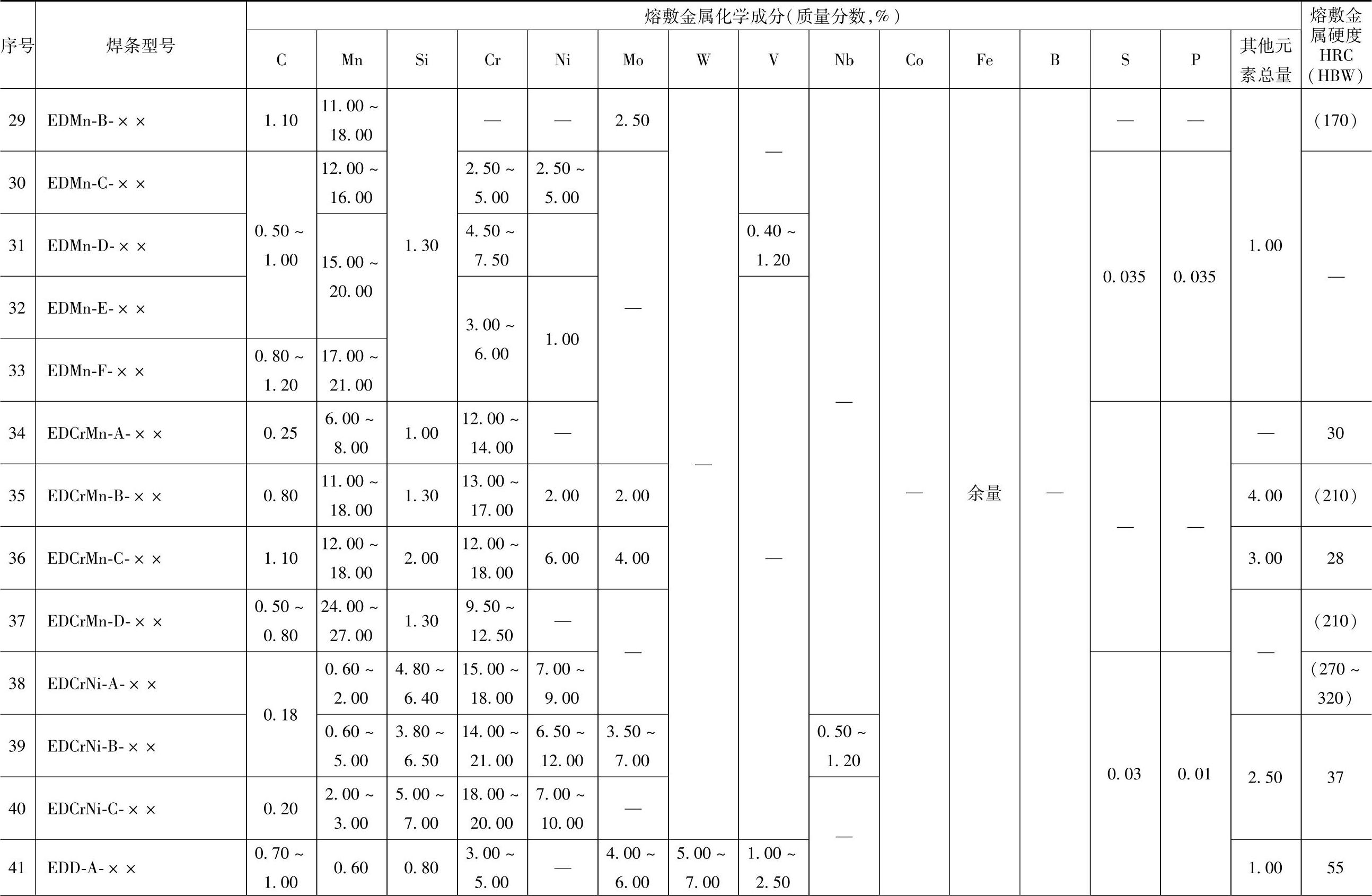
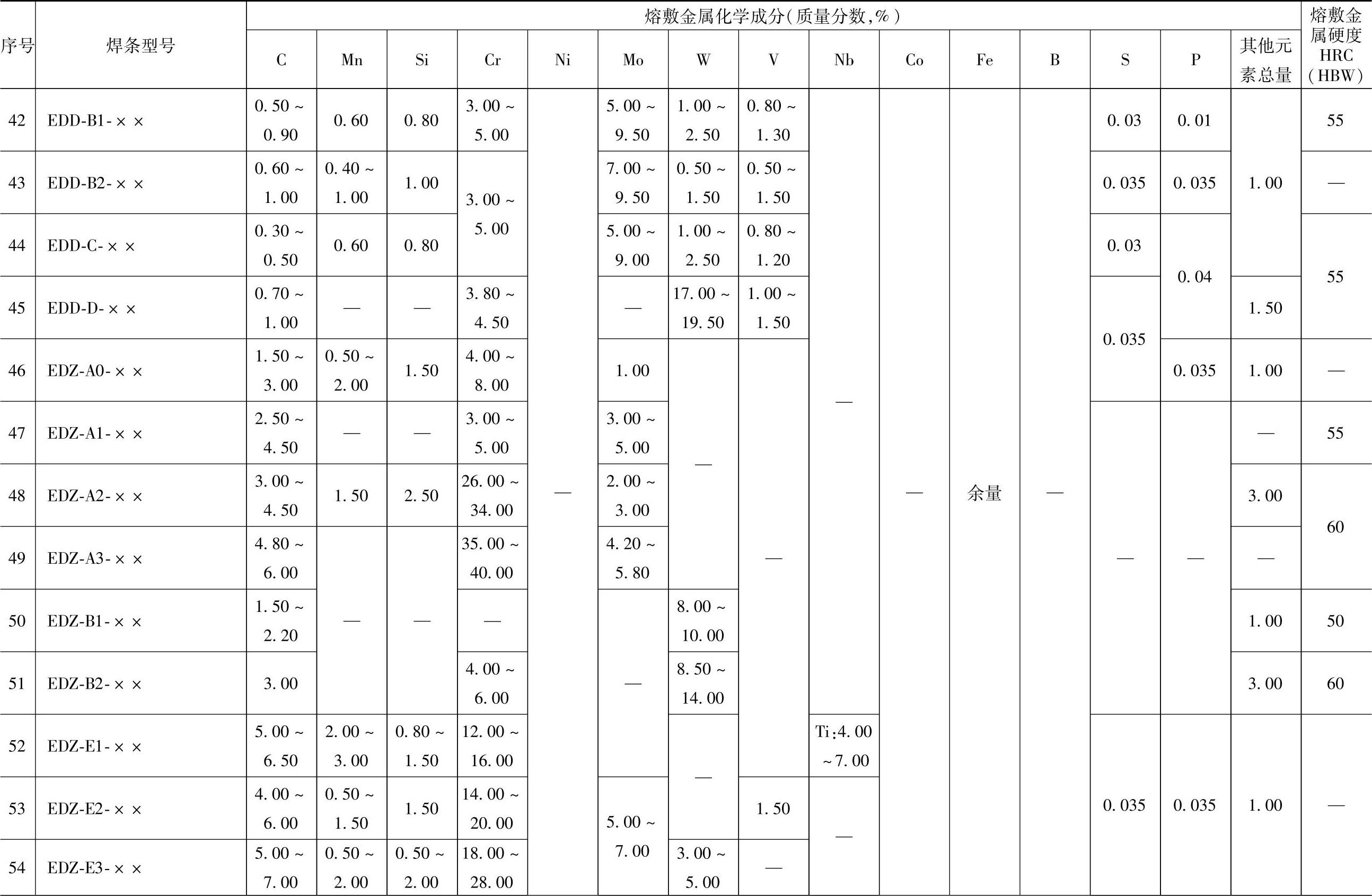
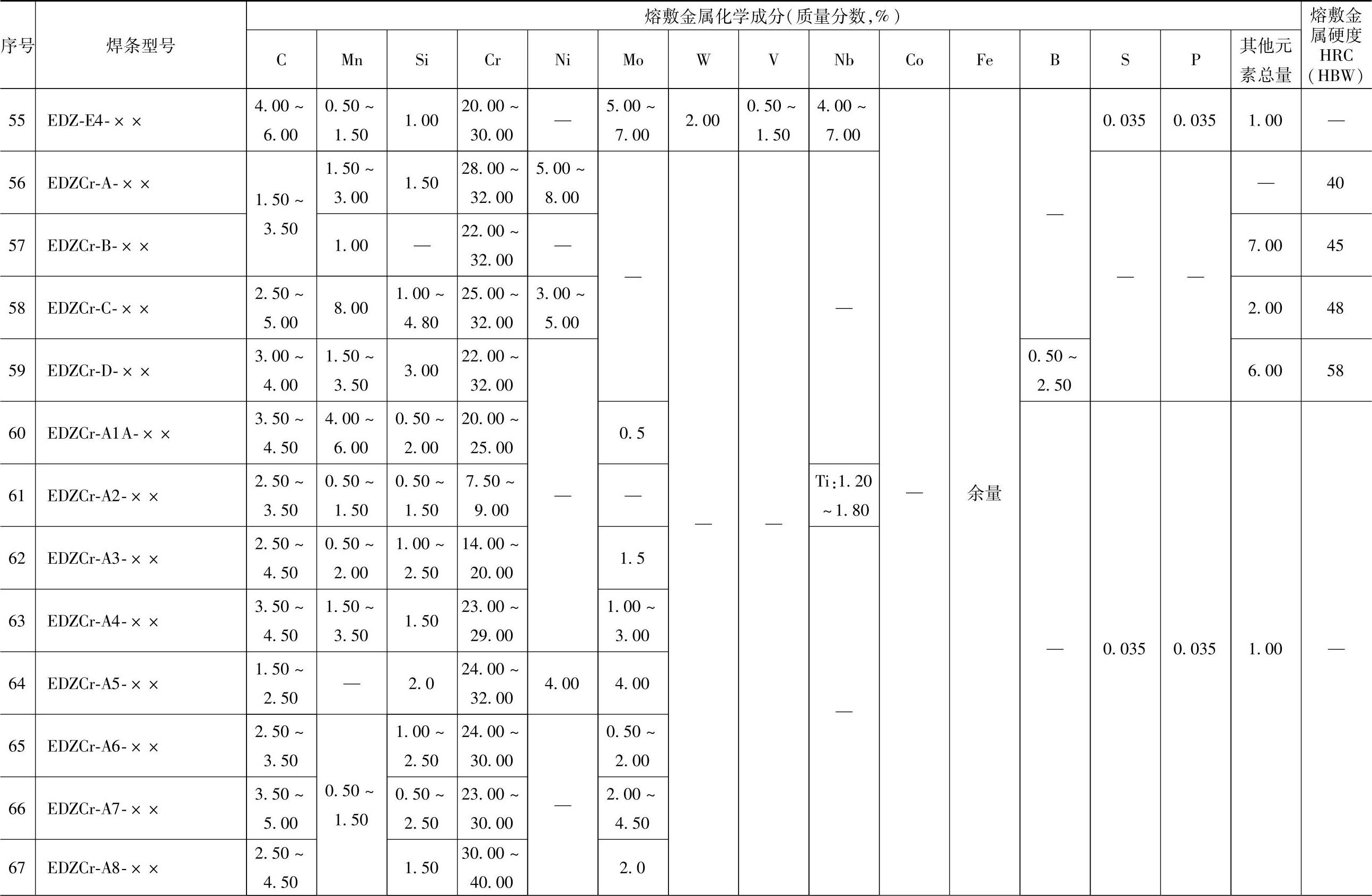
(2)堆焊焊条熔敷金属化学成分及硬度要求 熔敷金属化学成分及硬度要求见表3-35。
5.铸铁焊条型号及熔敷金属化学成分要求
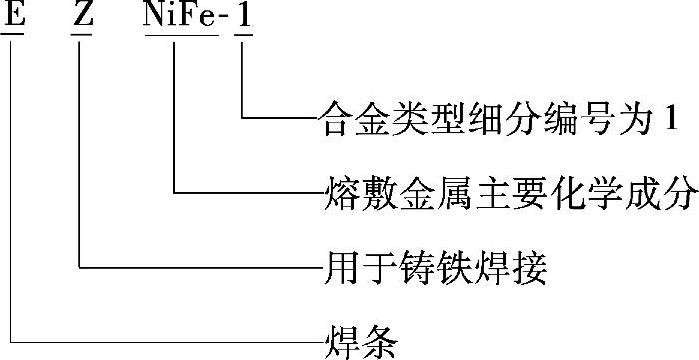
(1)型号表示方法 根据GB/T 10044—2006《铸铁焊条及焊丝》国家标准的规定,铸铁焊条型号按熔敷金属化学成分类别及用途划分。其型号表示方法为:第1个字母“E”表示焊条,第2个字母“Z”表示用于铸铁焊接;在“EZ”字母后用熔敷金属主要化学元素符号或金属类型代号表示,见表3-36。再细分则用数字表示。
铸铁焊条型号示例如下:
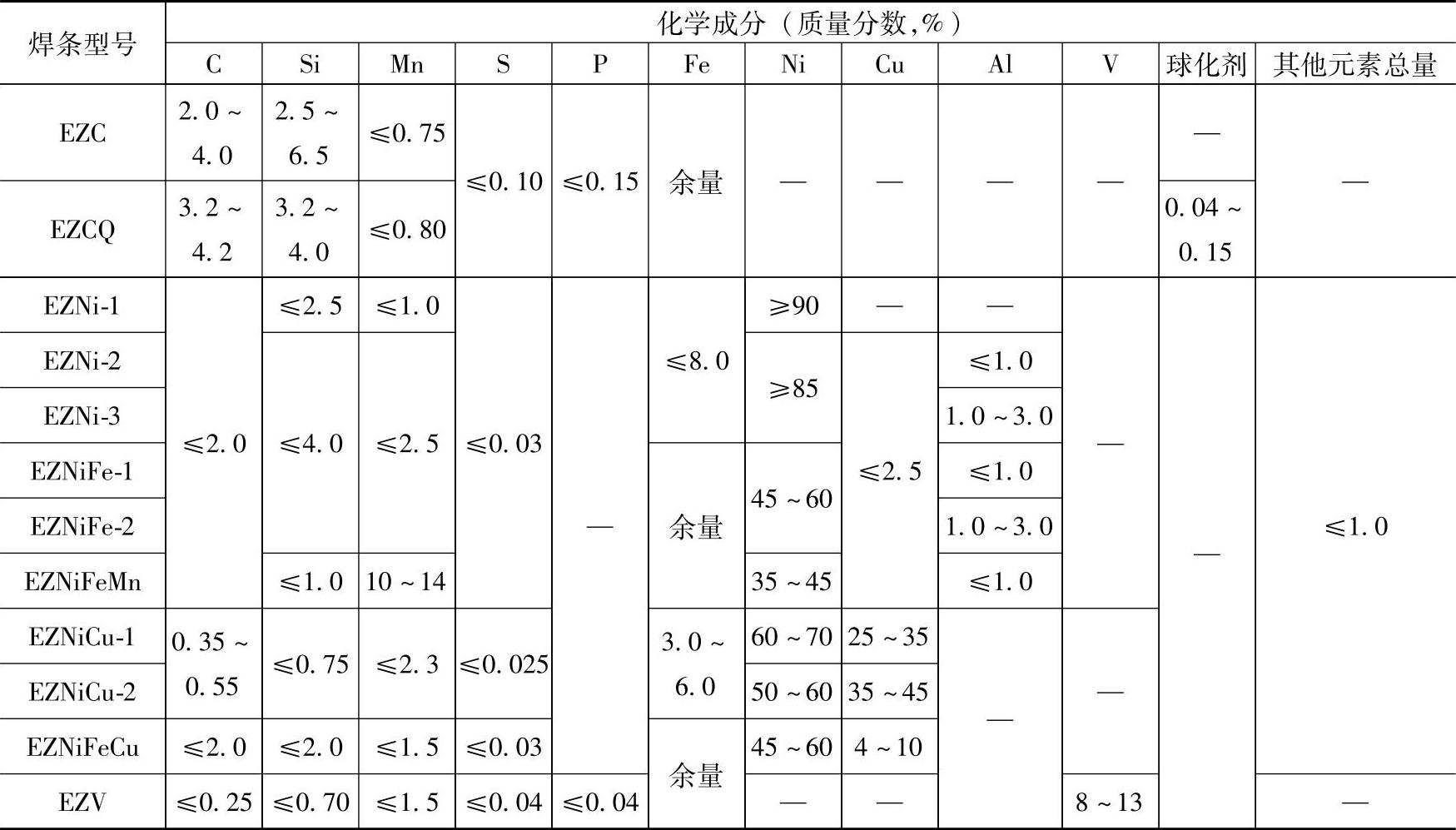
(2)熔敷金属化学成分要求 按GB/T 10044—2006《铸铁焊条及焊丝》国家标准,铸铁焊条熔敷金属的标准化学成分列于表3-37。
表3-35 堆焊焊条熔敷金属化学成分及硬度要求
(续)
(续)
(续)
(续)
(续)
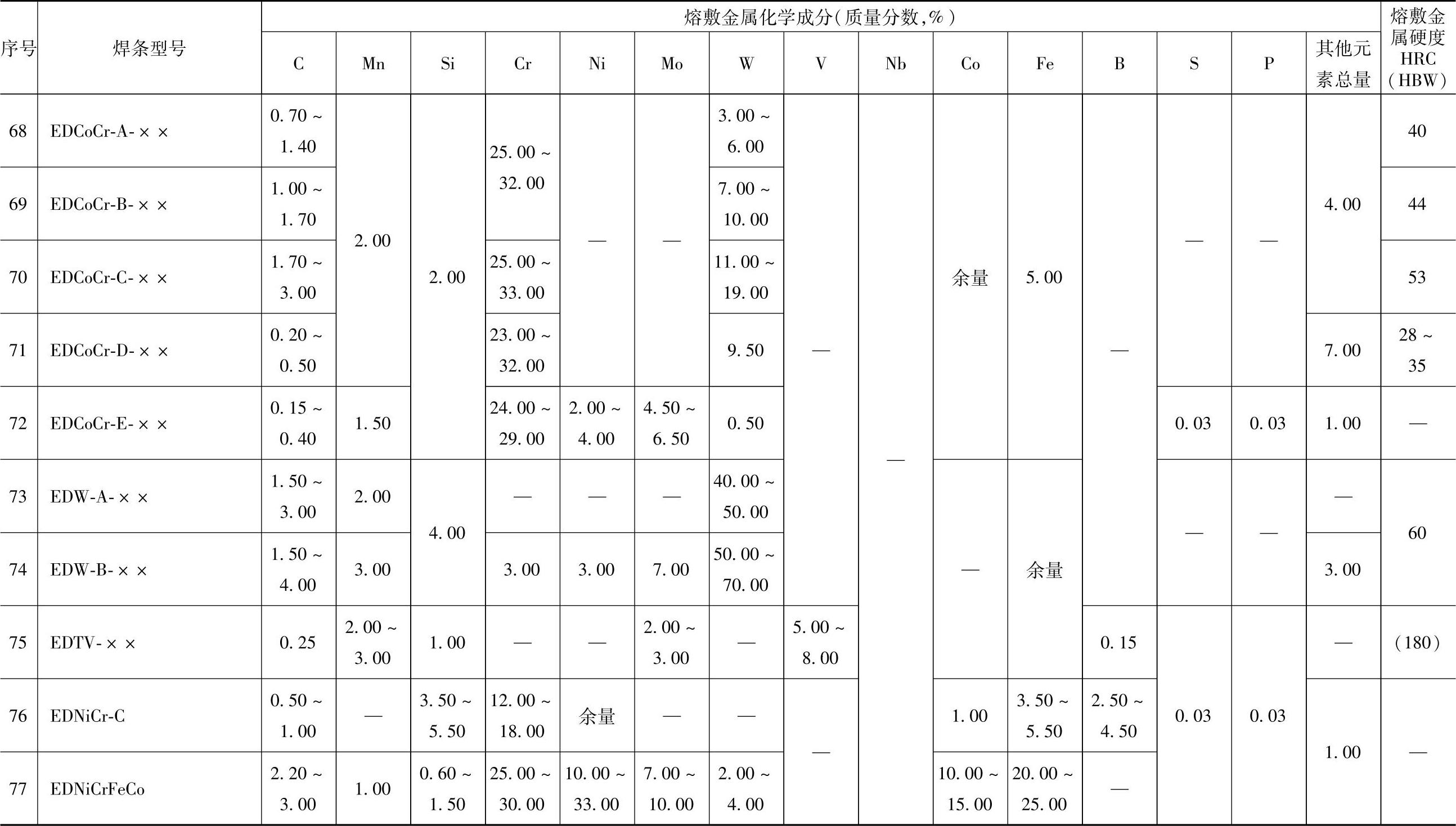
注:1.若存在其他元素,也应进行分析,以确定是否符合“其他元素总量”一栏的规定。
2.化学成分的单值均为最大值。硬度的单值均为最小平均值。
① 为经热处理后的硬度值,热处理工艺参数在焊条说明书中规定。
表3-36 铸铁焊条型号
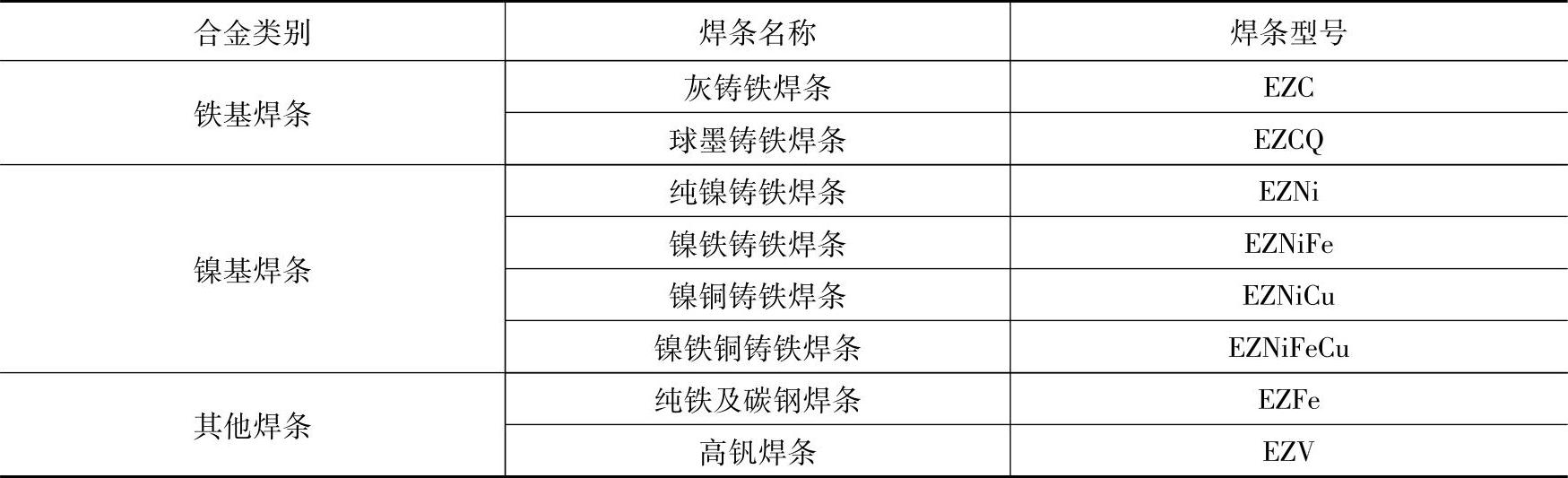
表3-37 铸铁焊条熔敷金属标准化学成分(按GB/T 10044—2006)
(3)常用铸铁焊条的特点和用途 在铁基、铜基和镍基这三类铸铁焊条中,镍基焊条熔敷金属的性能最佳,在现代工业的铸铁件焊接生产中,得到越来越普遍的应用,本节主要介绍几种常用镍基铸铁焊条的特点及其用途。
1)EZNi型焊条。这种焊条是纯镍[w(Ni)≥85%]焊条芯、石墨型药皮的铸铁焊条,其最大特点冷焊焊接接头的可加工性优异。如果焊接参数选择恰当,铸铁母材上半熔化区白口带宽度一般为0.05mm。热影响区的硬度≤250HBW,焊缝硬度在130~170HBW范围内。焊缝金属的抗拉强度≥240MPa,并具有一定的塑性。焊接灰铸铁时,焊接接头的抗拉强度可达147~196MPa,焊缝颜色与母材接近。采用适当的焊接工艺,焊缝的抗裂性较高。将焊缝金属的成分略加调整,熔敷金属的抗拉强度可达426MPa,伸长率为12.4%,可以满足铁素体球墨铸铁的焊接要求。但这种焊条的市售价格较贵,选用时应做仔细的经济核算。这种焊条主要用于重要铸铁件的焊接以及对加工性要求较高的大型铸铁件的修补。
2)EZNiFe型焊条。这种焊条是镍铁合金[w(Ni)=45%~60%]作焊条芯,石墨型药皮的铸铁焊条。由于铁的固溶强化作用,其熔敷金属的抗拉强度可达390~540MPa,伸长率一般大于10%。焊接灰铸铁时,焊接接头拉伸试样均断裂在母材上。焊接球铁时,接头抗拉强度可达400MPa。因此该焊条主要用于高强度灰铸铁及铁素体基体或铁素体加珠光体基体球墨铸铁的焊接。由于Ni55、Fe45的镍铁合金的膨胀系数与铸铁相近,有利于降低焊接应力,焊缝金属的抗裂性优于纯镍和镍铜铸铁焊条。如果焊接参数选用恰当,铸铁母材半熔化区白口带宽度一般为0.1mm左右,热影响区最高硬度≤300HBW,焊缝金属的硬度为160~210HBW,故焊接接头的可加工性略逊于纯镍焊条。这种焊条的价格较便宜,易于推广使用。其缺点是镍铁合金电阻较大,焊条用到一半就开始发红,影响焊缝成形,并降低了焊条的利用率。为解决这一问题,推荐采用EZNiFeCu铸铁焊条。
3)EZNiFeCu型焊条。这种焊条是镍铁铜合金作焊条芯,石墨型药皮的铸铁焊条。焊条芯中w(Cu)=4%~10%,或采用镀铜镍铁焊条芯,但铜含量保持在相同的范围内。由于焊条芯含铜,提高了其导电性,解决了焊条发红的问题。但加铜的不利影响是降低了焊缝金属的抗热裂性。
4)EZNiCu型焊条。这种焊条是以镍铜合金[w(Ni)=50%~70%,余量为Cu]作焊条芯,石墨型药皮的铸铁焊条,其含镍量低于纯镍焊条,而高于镍铁焊条。如果焊接参数选择恰当,接头母材半熔化区白口带宽度一般为0.07mm左右。热影响区硬度低于300HBW,焊缝硬度为150~190HBW。焊接接头的可加工性接近纯镍焊条,稍优于镍铁合金焊条。由于镍铜合金焊缝金属的收缩率较大(约2%),焊缝内应力较高,其抗裂性不及镍铁焊条及纯镍焊条。当接头拘束度较大时,易产生裂纹。
5)EZNiFeMn型焊条。这种焊条熔敷金属的名义成分是40%Ni、12%Mn(质量分数)、余量为铁。熔敷金属的抗拉强度可达650MPa,屈服强度通常为460MPa,伸长率为13%。焊缝金属硬度200HBW。适用于高强度球墨铸铁的焊接。
6.铜和铜合金焊条型号、熔敷金属化学成分及力学性能要求
(1)铜和铜合金焊条型号表示方法 按GB/T 3670—1995《铜和铜合金焊条》国家标准,铜和铜合金焊条型号表示方法为:以字母“E”表示焊条,“E”后面的化学元素符号表示型号分类。同一类中有不同的化学成分要求时,用字母或数字表示,并以短画“-”与前面元素符号分开,如ECu,ECuSi、ECuSn-A、ECuAl-A2、ECuAl-B等。
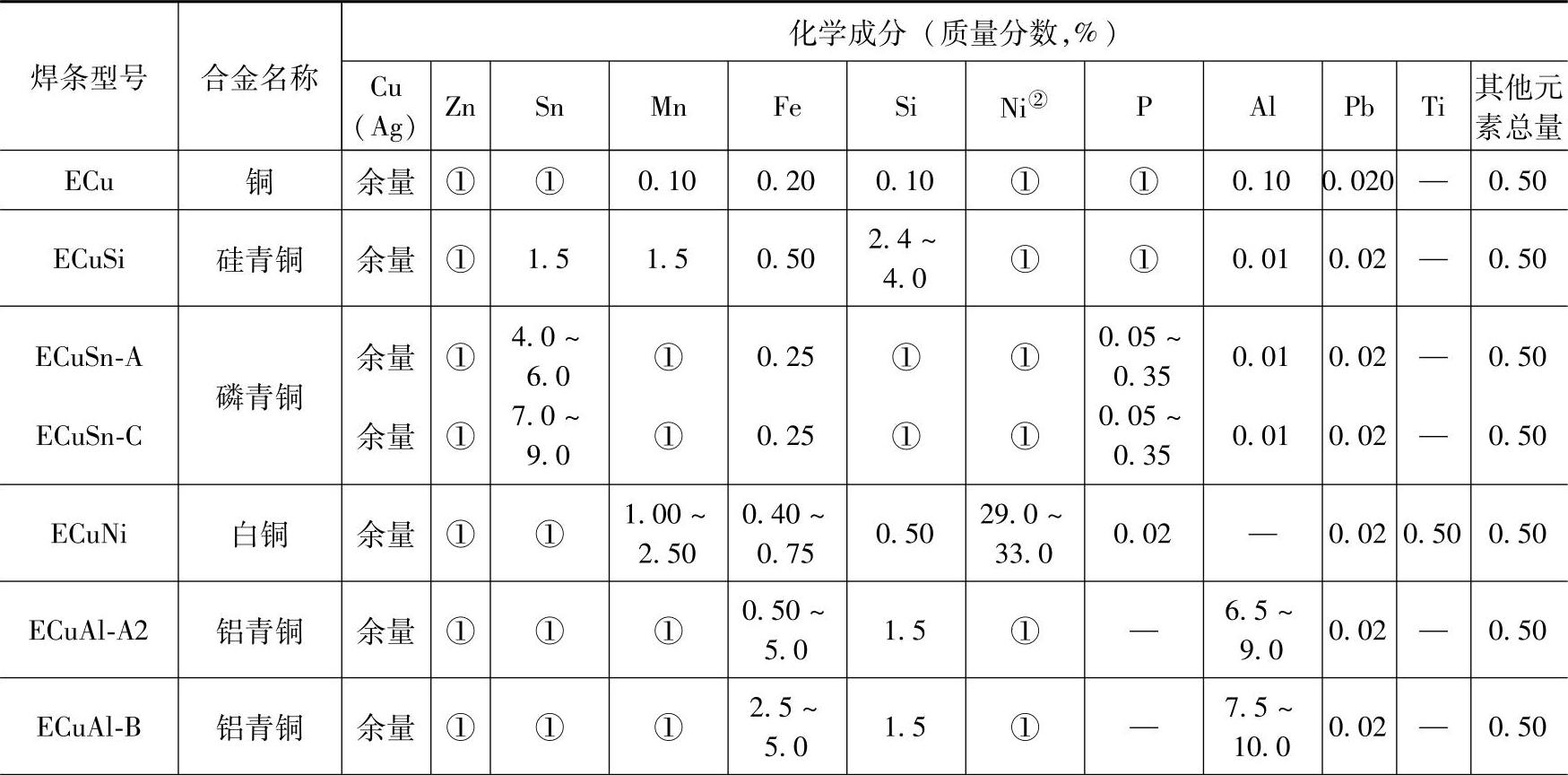
(2)熔敷金属化学成分及力学性能要求 铜和铜合金焊条熔敷金属化学成分要求列于表3-38,力学性能要求列于表3-39。
表3-38 铜和铜合金焊条熔敷金属化学成分要求(按AWS A5.6-84R)
(续)
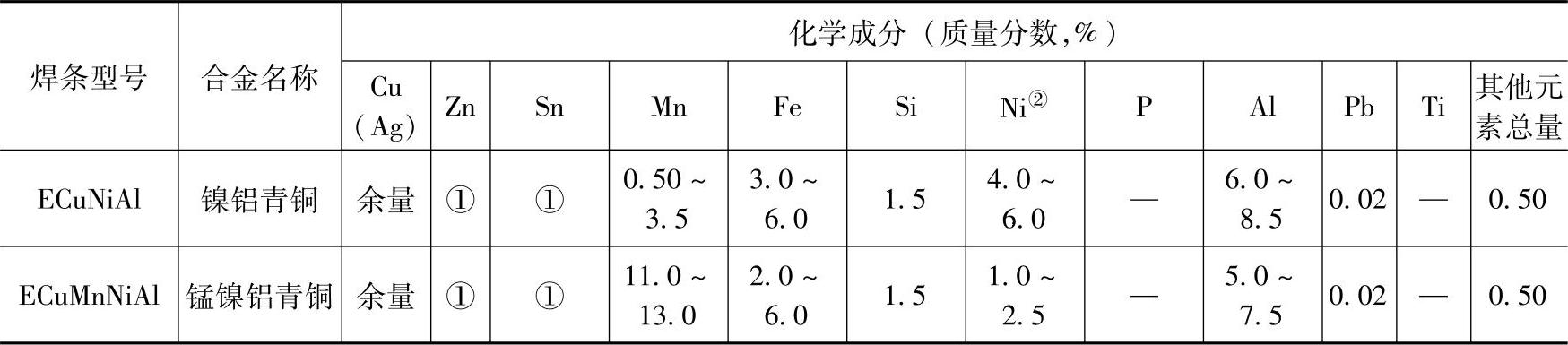
注:1.单值为最大值。
2.对于ECuNi型焊条,硫(S)应限制在0.015%(质量分数)。
① 这些元素应包括在其他元素总量中。
② 包括Co。
表3-39 铜及铜合金熔敷金属力学性能要求(按AWS A5.6-84R)

(3)常用铜和铜合金焊条的主要特性和用途
1)ECu纯铜焊条。这种焊条的熔敷金属是纯度大于99%(质量分数)的纯铜,对大气和海水等介质具有良好的耐蚀性,常用于脱氧铜及无氧铜的焊接。典型的焊件有:铜制汇电排、铜排热交换器,通海水导管等。
2)ECuSi(ECuSi-B)硅青铜焊条。这种焊条熔敷金属的主要成分(质量分数)是:Cu≥92%、Si=2.5%~4.0%,其具有良好的力学性能和耐蚀性。适用于纯铜、硅青铜及黄铜的焊接。主要应用领域是化工机械耐蚀管道和受压设备内壁的堆焊。
3)ECuSn-A、ECuSn-C(ECuSn-A、ECuSn-B)磷青铜焊条。这种焊条熔敷金属的主要成分(质量分数)是:Cu≥90%、Sn4.0%~9.0%、P≤0.35%,是一种通用型焊条。焊缝金属具有一定的强度,良好的塑性、耐冲击性、耐磨和耐蚀性。适用于磷青铜和黄铜的焊接。
4)ECuAl-A2、ECuAl-B(ECuAl)铝青铜焊条。这种焊条熔敷金属的主要合金成分(质量分数)是:Cu≥85%、Al6.5%~10%、Fe0.5%~5.0%,具有较高的强度和耐磨及耐蚀性。其通用性较强,适用于铝青铜和其他铜合金的焊接,也可用于铸铁的补焊。
5)ECuNi(ECuNi-B)白铜焊条。这种焊条熔敷金属的主要合金成分(质量分数)为Ni29.0%~33%、Cu≥65%,具有较高的强度和塑性,在许多化学介质内耐蚀性较好,且焊接性良好。适用于白铜及其他铜合金的焊接。
7.铝和铝合金焊条型号,焊条芯的化学成分和接头力学性能要求
(1)型号表示方法 按GB/T 3669—2001《铝及铝合金焊条》国家标准,铝及铝合金焊条型号的表示方法是:以字母“E”表示焊条,E后面的数字表示焊条芯的铝及铝合金牌号,如E1100、E3003等。
(2)焊条芯的化学成分和接头力学性能要求 铝及铝合金焊条芯的化学成分应符合表3-40的规定。接头力学性能应满足表3-41的要求。
铝及铝合金焊条检验时,还要求作接头的弯曲试验。试样弯曲后,焊缝金属拉伸表面的任何方向不允许有大于3.0mm的裂纹或其他缺陷,但试样棱角处的裂纹除外。
表3-40 铝及铝合金焊条芯化学成分(质量分数,%)

注:表中单值为最大值。
表3-41 铝及铝合金焊接接头抗拉强度的要求

(3)铝及铝合金焊条的特点及用途
1)E1100型纯铝焊条。这种焊条的焊缝金属具有塑性高、导电性好的特点。其最低抗拉强度为80MPa,主要用于焊接1100和其他工业用纯铝。
2)E3003型铝锰合金焊条。这种焊条的焊缝金属具有高的塑性。其最低抗拉强度为95MPa。可用于焊接1100纯铝和3003铝合金。
3)E4043型铝硅合金焊条。这种焊条的焊条芯含有约5%(质量分数)的硅,在焊接温度下具有很好的流动性。其焊缝金属具有相当好的塑性,最低抗拉强度为95MPa。可用于焊接6×××系列、5×××系列(Mg的质量分数在2.5%以下)铝合金、铝-硅铸造合金以及3003铝合金和1100纯铝。
8.镍和镍合金焊条型号,熔敷金属的化学成分和力学性能要求
(1)型号表示方法 按GB/T 13814—2008《镍及镍合金焊条》国家标准,焊条型号由三部分组成:第1部分为字母“ENi”,表示镍及镍合金焊条;第2部分为四位数字,表示焊条型号;第3部分为可选项,表示熔敷金属化学成分代号。
镍及镍合金焊条完整的型号示例如下:
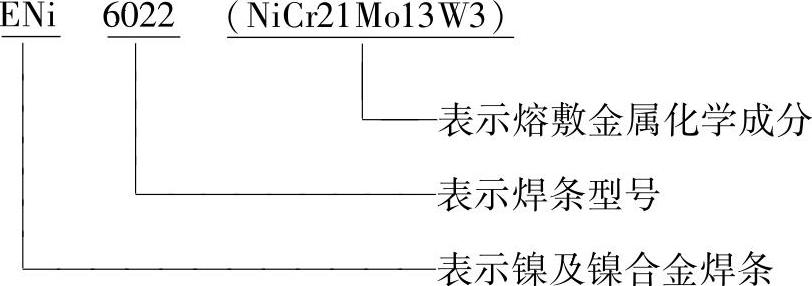
焊条型号四位数字中第1位数字表示熔敷金属的合金类别。其2表示纯镍系列;4表示镍铜合金;6表示含铬,且铁含量不大于25%(质量分数)的NiCrFe和NiCrMo合金;8表示含铬,且铁含量大于25%(质量分数)的NiFeCr合金;10表示不含铬,含钼的NiMo合金。
(2)熔敷金属的化学成分 镍和镍合金焊条熔敷金属的化学成分应符合表3-42的规定。
(3)熔敷金属的力学性能 镍和镍合金焊条熔敷金属的力学性能应符合表3-43的规定。
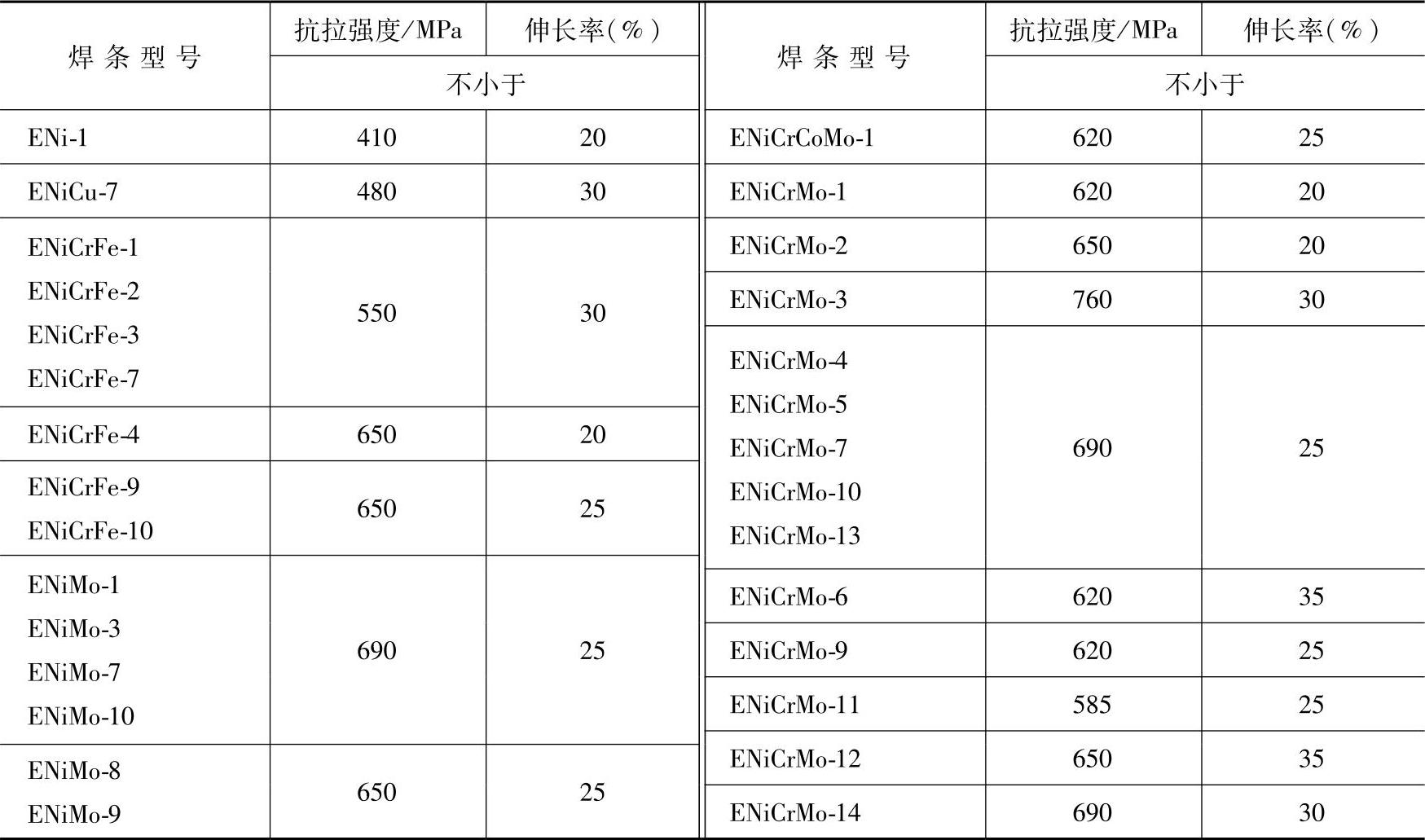
国家标准GB/T 13814—2008《镍和镍合金焊条》是完全按照国际标准ISO 14172:2003《焊接材料 手工电弧焊用镍及镍合金焊条 分类》(英文版)修订的。考虑到目前在国际焊接工程界,美国AWS的焊条标准更具权威性,并被广泛沿用。世界各著名焊接材料生产厂商也均遵照AWS焊条标准生产各类焊条,包括镍及镍合金焊条,故表3-44和表3-45相应列出了美国AWS A5.11《手工电弧焊用镍和镍基合金焊条标准》规定的熔敷金属化学成分和力学性能,以资参考。
表3-42 镍及镍合金焊条熔敷金属化学成分(按GB/T 13814—2008)
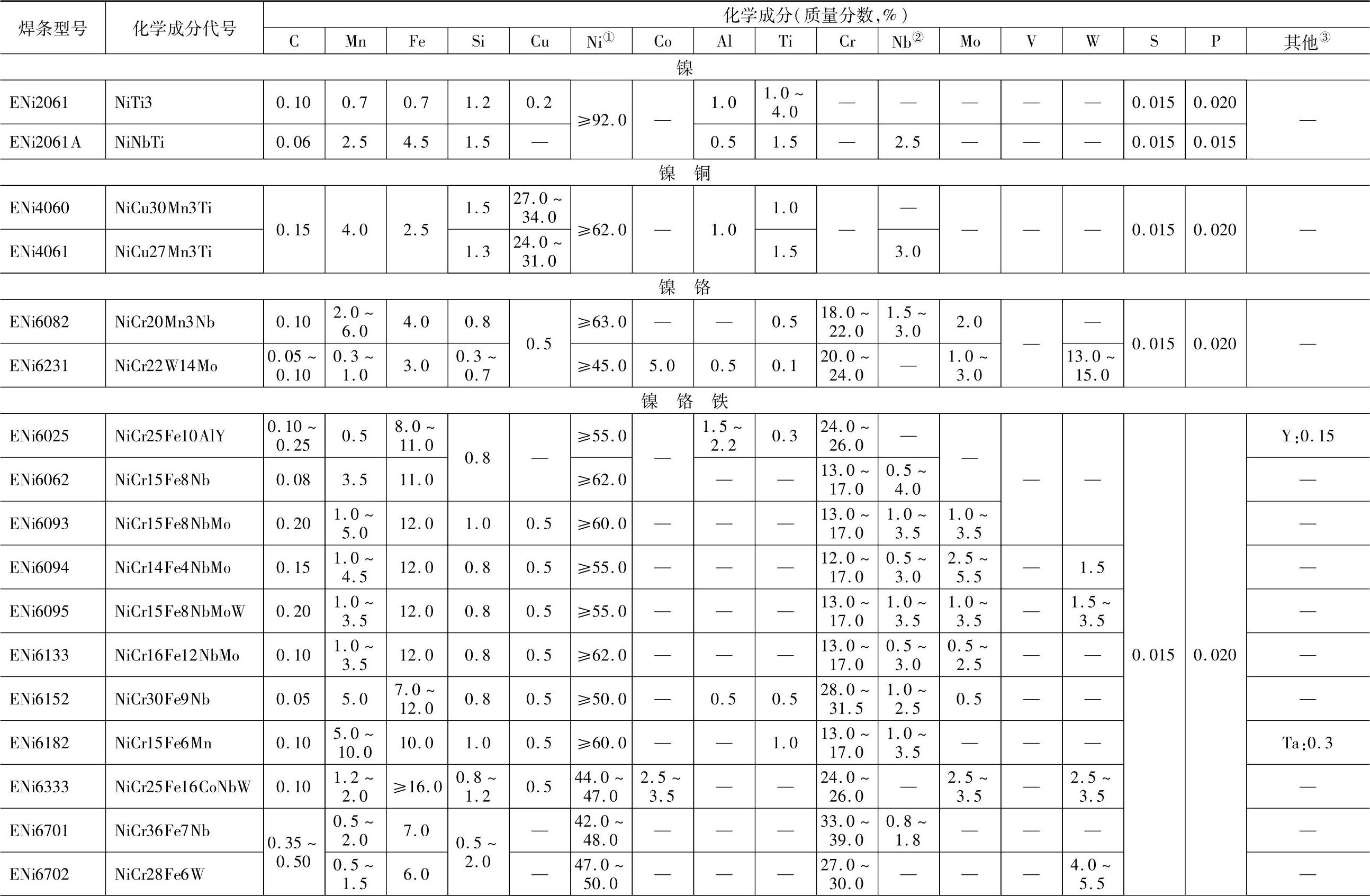
(续)
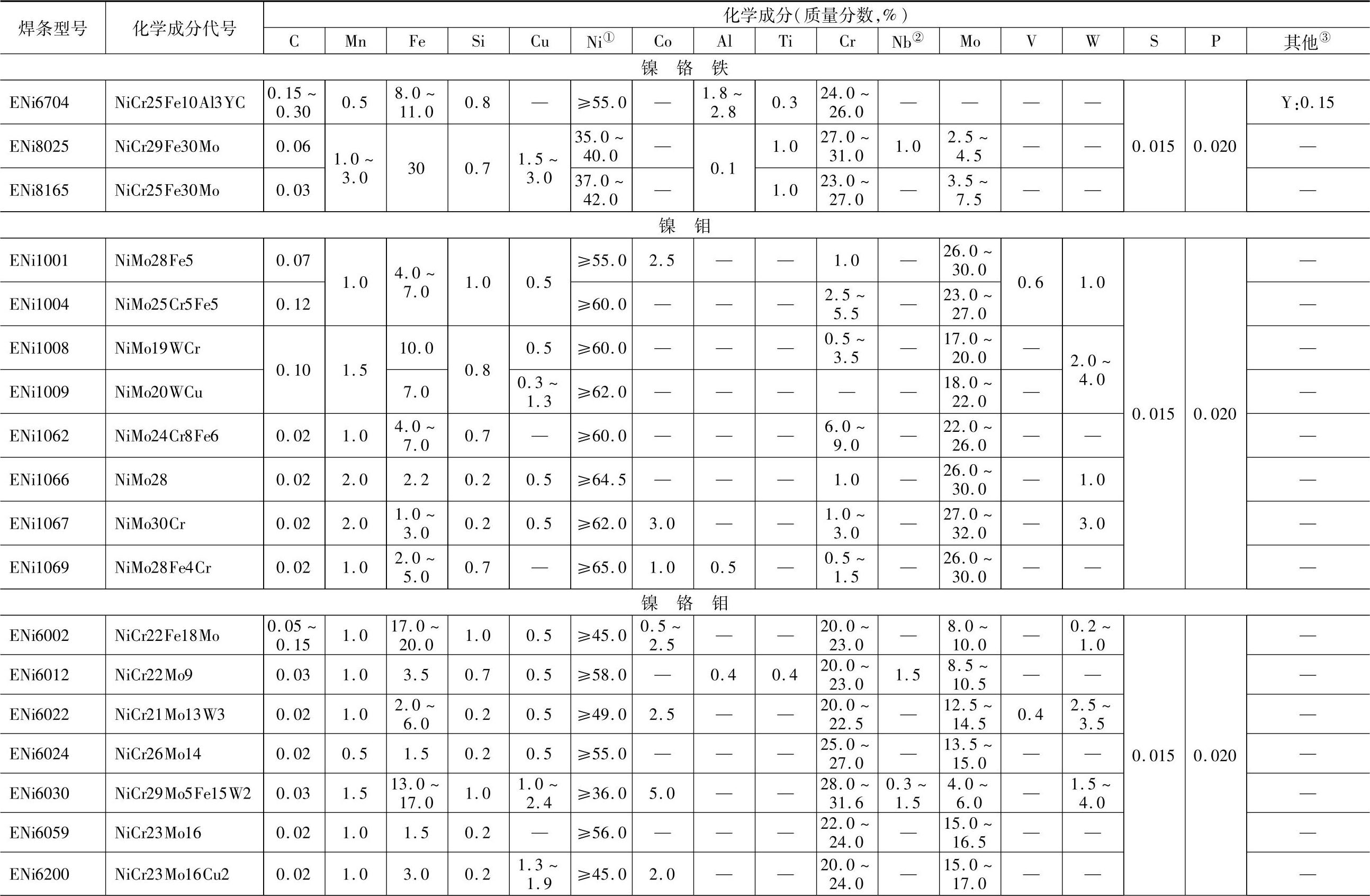
(续)
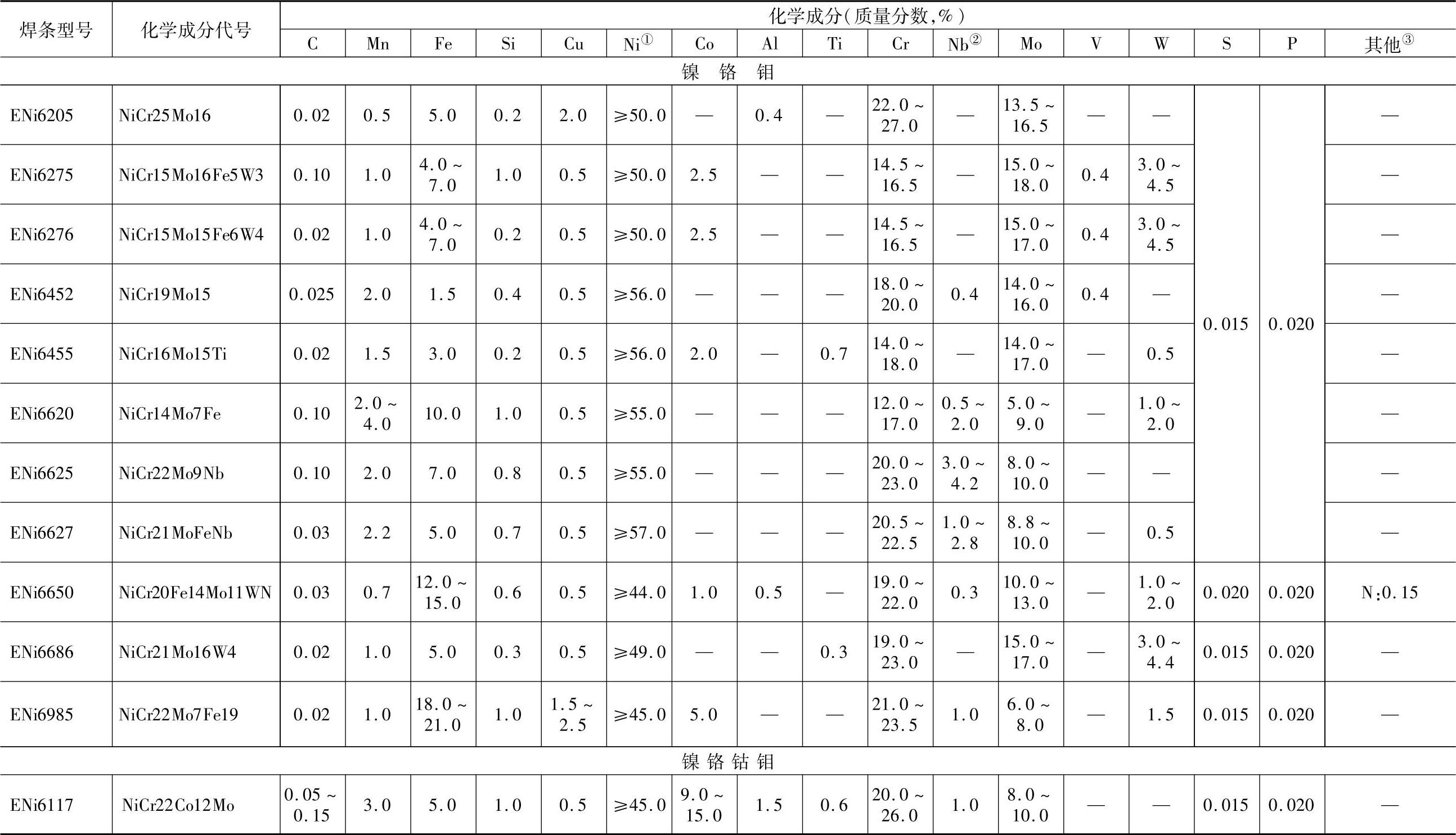
注:除Ni外,所有元素含量单值为最大值。
①除非另有规定,Co含量应低于该含量的1%(质量分数),也可供需双方协商,要求更低的Co含量。
②Ta含量应低于该含量的20%(质量分数)。
③未规定含量的元素总含量不应超过0.5%(质量分数)。
表3-43 镍及镍合金焊条熔敷金属力学性能要求
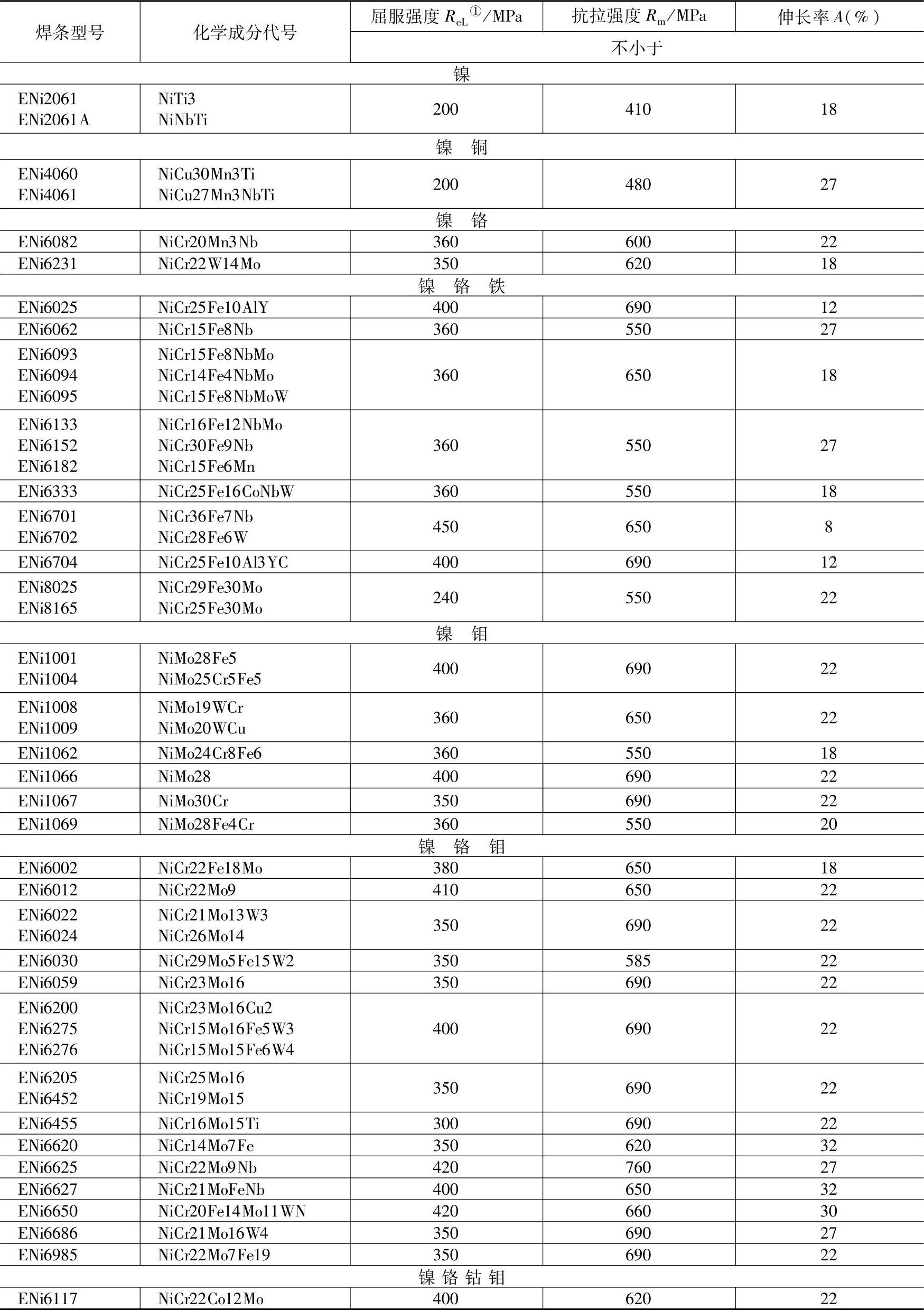
① 屈服现象不明显时,应采用0.2%屈服强度(Rp0.2)。
表3-44 镍和镍基合金焊条熔敷金属化学成分要求(按AWs A5.11:2005)
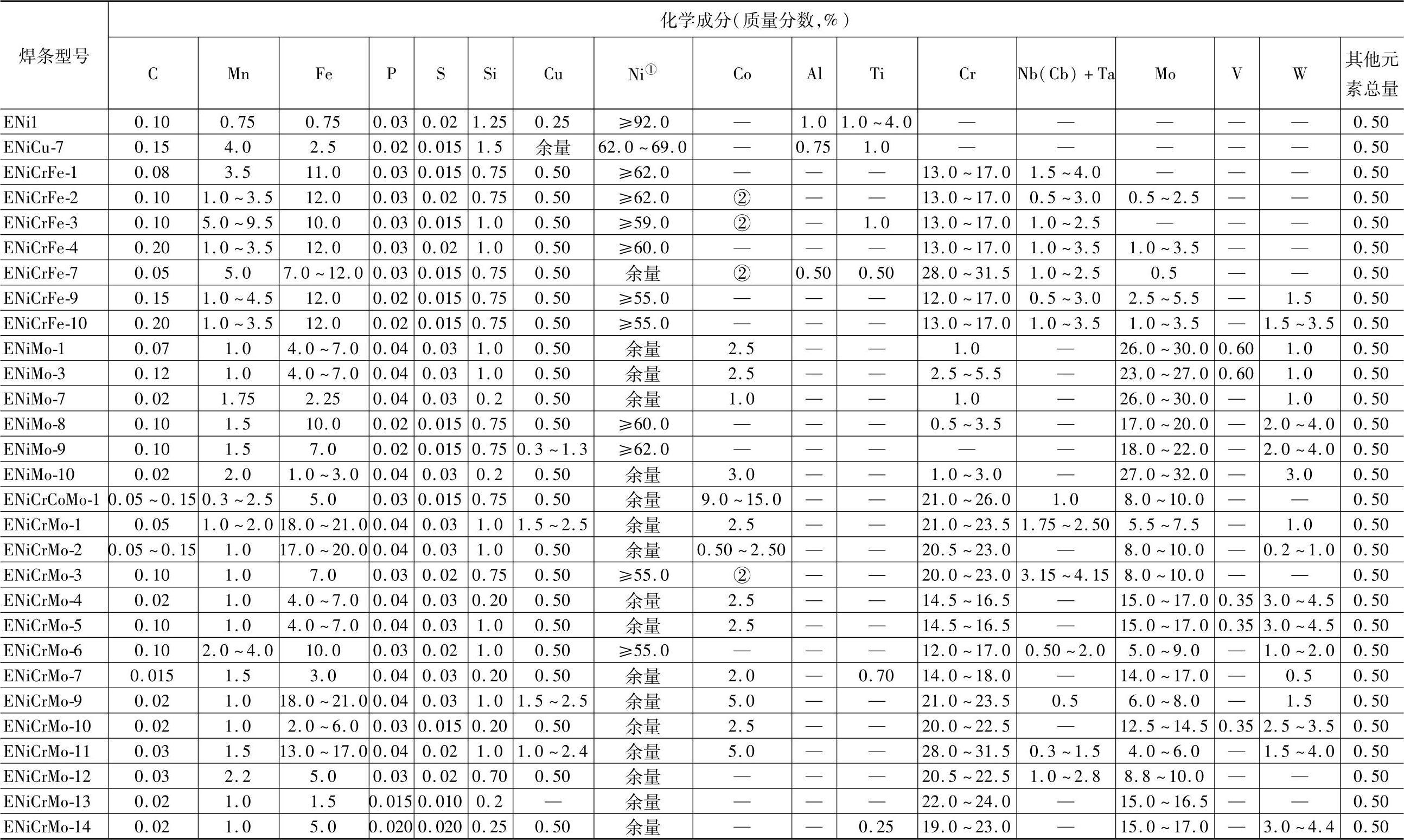
注:除另有规定,单一值为最大值。
① 包括可能存在的Co。
② 如买方规定,Co不超过0.12%(质量分数),Ta不超过0.30%(质量分数)。
表3-45 镍和镍基合金焊条熔敷金属力学性能要求(按AWS A5.11:2005)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





