从焊接冶金观点来看,焊接区内的气体,主要是氮、氧、氢对焊缝金属的性能产生重大的影响。
1.氮对焊缝金属的影响
焊接区周围的空气是焊接气氛中氮的主要来源、尽管焊接时采取了保护措施,但还是有或多或少的氮侵入焊接区,与熔化金属发生作用。
(1)氮在金属中的溶解 氮在金属中的溶解过程可描述如下:首先分子氮向气体—金属相界面运动,其次被熔滴和熔池前部的金属表面吸附,再次在金属表面上分解为原子氮,最后原子氮转移到金属的表面层内,并向金属内部扩散。
图3-3示出氮在铁中的溶解度与温度的关系。由图示曲线可见,氮在液态铁中的溶解度随温度的升高而增大;当温度达2200℃时,氮的溶解度达到最大值,即为47cm3/100g(质量分数0.059%)。当温度继续升高,溶解度急速下降,至铁的沸点(2750℃),溶解度降至零。当液态铁凝固时,氮的溶解度急骤下降至起始溶解度的1/4。
(2)氮对焊缝致密性和力学性能的影响
1)对焊缝致密性的影响。在碳钢焊缝中,氮是焊缝产生气孔的主要原因之一。如前所述,液态金属在高温下可溶解大量的氮,而在凝固时氮的溶解度急骤下降,过饱和的氮以气体的形式从熔池中向外逸出。当焊缝金属的结晶速度大于氮的逸出速度时,就会形成气孔。图3-4示出焊缝金属内氮气孔的典型外貌。
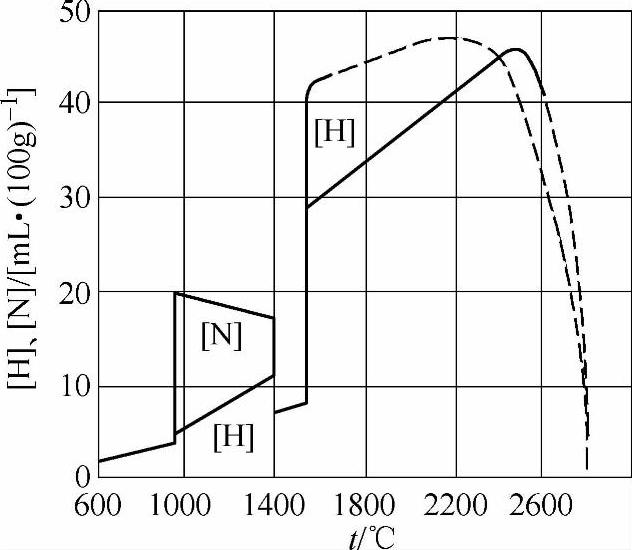
图3-3 N2和H2在铁中的溶解度与温度的关系
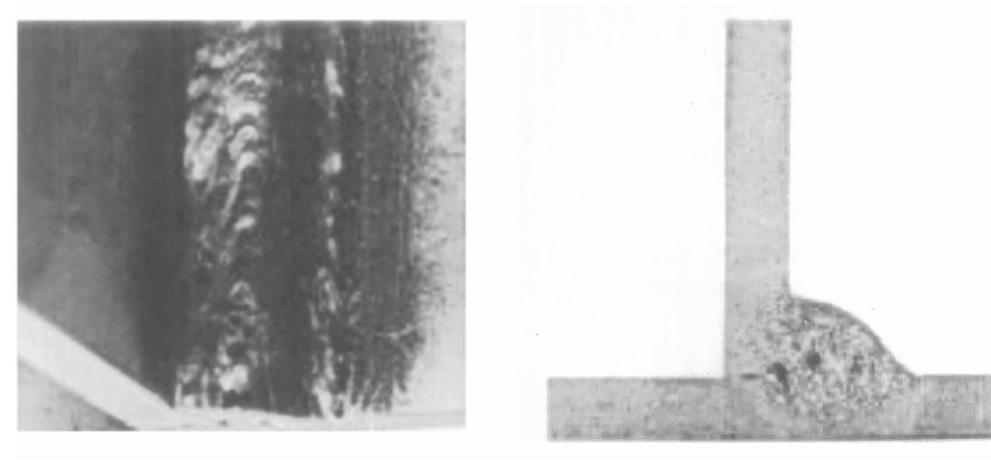
图3-4 焊缝金属内氮气孔的典型外貌
2)对焊缝金属力学性能的影响。在低碳钢和低合金钢焊缝金属中,氮促使强度提高,塑性和韧性降低。
由图3-3所示的溶解度曲线可知,在室温下,氮在α-Fe中的溶解度很低,仅为0.001%(质量分数)。若熔池中的氮含量较高,焊缝的冷却速度很快,则一部分氮以过饱和的形式存在于固溶体中,另一部分氮则以针状氮化物(Fe4N)的形式析出,分布于晶界和晶内,使焊缝金属的强度、硬度提高,塑性和韧性急剧下降,如图3-5的曲线所示。
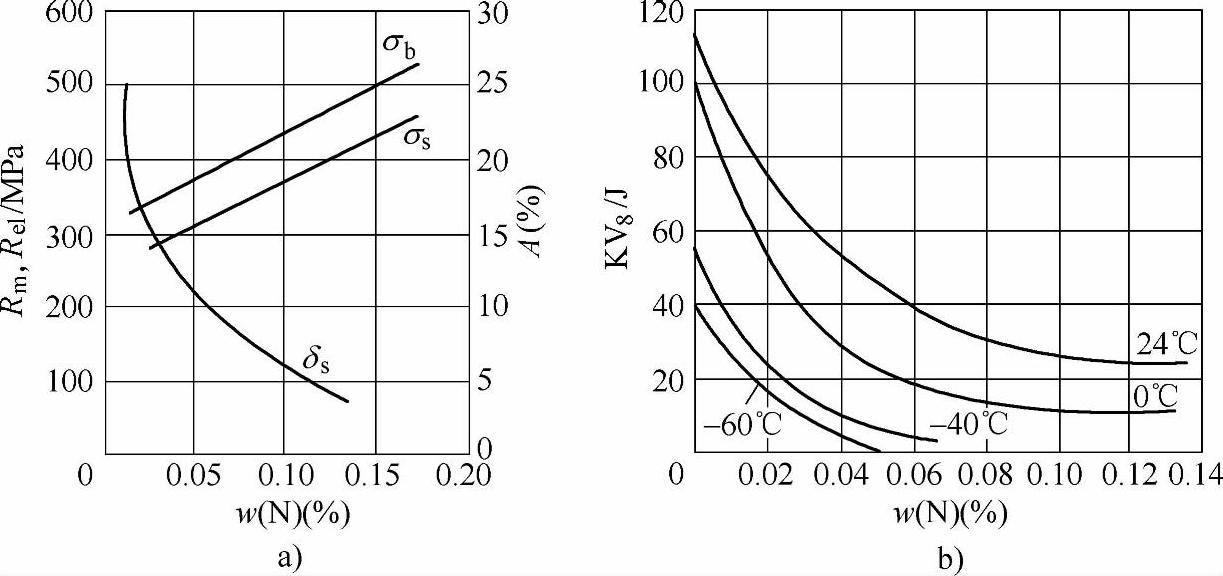
图3-5 氮对焊缝金属力学性能的影响
a)常温强度和塑性 b)冲击韧度
3)对时效脆变的影响。在低碳钢焊缝金属中,一定量的氮会引起时效脆变。焊缝金属中过饱和的氮处于不稳定的状态,在室温下,随着时间的延长,过饱和的氮逐渐析出,形成稳定的针状氮化物Fe4N,促使焊缝金属强度提高,塑性、韧性下降。
(3)降低焊缝金属中氮含量的措施 为消除氮对焊缝金属的有害影响,可采取下列措施降低焊缝金属的氮含量。
1)加强焊接区的保护。氮不同于其他气体,一旦进入焊接熔池、脱氮就比较困难。由于氮主要来源于空气,所以降低氮含量的措施首先是加强焊接区的保护,防止空气与熔化金属接触。
焊条电弧焊的保护作用取决于所使用焊条药皮的成分。采用气-渣联合保护的药皮焊条,可使焊缝金属的氮含量下降到0.02%(质量分数)以下,表3-8列出几种常用焊条焊缝金属氮含量的典型数据。
表3-8 几种常用药皮焊条焊缝金属的氮含量

2)适当选择焊接参数。焊接参数,尤其是电弧电压对焊缝金属的氮含量有较大的影响。提高电弧电压,即增大电弧长度,会导致保护效果降低,并延长了氮与熔滴的接触时间,使焊缝金属的氮含量增加。图3-6示出焊条电弧焊时,电弧电压与焊缝金属氮、氧含量的关系。当采用熔渣保护为主的药皮焊条焊接时,为降低焊缝中的氮含量,应以短弧施焊。
焊条电弧焊时,提高焊接电流可使熔滴过渡频率增加,从而缩短了氮与熔滴接触的时间,降低了焊缝金属中的氮含量。此外,试验证明,以直流正极性焊接时,焊缝金属的氮含量高于反极性焊接。
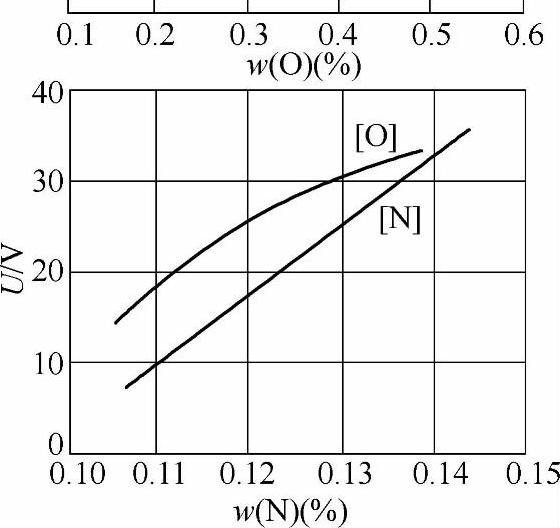
图3-6 焊条电弧焊时,电弧电压与焊缝金属中氧、氮含量的关系
3)在药皮中加入适量的合金元素。适当增加焊条药皮中的碳含量可降低焊缝金属的氮含量。因为一方面碳能降低氮在铁中的溶解度;另一方面碳氧化生成CO、CO2,加强了对焊接区的保护。此外,碳氧化会引起熔池沸腾,有利于氮的逸出。
在药皮中加入适量的氮化物形成元素,如铝、锆等,可以降低焊缝金属的氮含量。这些元素对氮的亲和力较大,能形成稳定的氮化物,且不溶于液态金属而进入熔渣。同时,这些元素对氧的亲和力也较大,可减少电弧气氛中NO的含量及焊缝金属的氮含量。
2.氢对焊缝金属的影响
焊条电弧焊时,氢主要来源于焊条药皮中的水分、有机物、电弧周围空气中的水蒸气、母材表面上的吸附水、铁锈和油污等。
(1)氢在金属中的溶解 在高温下,气相中的H2将分解为氢原子和氢离子。从反应的热效应来看,H2分解为原子所需的能量较少,因此H2分解为原子比分解为离子的可能性要大,即气相中H+的数量很少。在弧柱区内,氢主要以原子的形式存在,而在熔池的尾部,因温度较低,氢主要以分子形式存在。
1)氢的溶解方式。焊条电弧焊时,氢可以通过两条途径溶入焊缝金属:一是通过气相与液态金属的界面以原子或质子的形式溶解;二是通过熔渣层以OH-形式,经与铁离子交换电子形成氢原子而溶入金属。此外,溶解在渣中的部分原子氢,通过熔池对流和搅拌到达金属表面,再溶入金属。
2)氢的溶解度。氢在铁中的溶解度与温度有关。在常温常压下,氢在固态铁中的溶解度很小,即低于0.6mL/100g。随着温度的上升,溶解度提高,在1350℃时约为10.1mL/100g。氢的溶解度与温度的关系曲线如图3-3所示。从中可见,当铁从液态凝固成固态时,氢的溶解度急骤下降。
此外,氢的溶解度还与金属晶体的结构有关。氢在面心立方晶格晶体的溶解度比在体心立方晶格晶体中的溶解度要大得多。
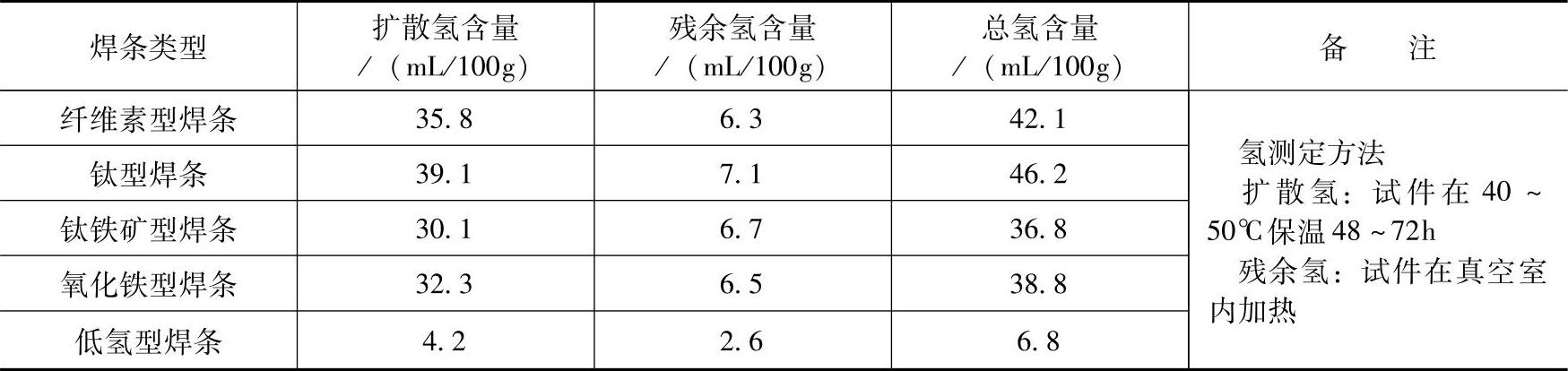
(2)氢在金属中的扩散 在焊缝金属中,氢大部分以原子H和离子H+形式存在,并形成间隙固溶体。由于氢原子和离子的半径很小,可以在金属的晶格中自由扩散,这一部分氢称之为扩散氢。另一部分氢会扩散聚集到金属的晶格缺陷、显微裂纹和非金属夹杂物的空隙中,并结合成氢分子。其半径较大,不能自由扩散,称其为残余氢。
随着焊件在大气中放置时间的延长。一部分扩散氢会从焊缝中逸出,另一部分氢变成残余氢。焊缝金属中的氢含量与焊件放置时间的关系示于图3-7。通常所说的焊缝金属氢含量是指试件焊后立即按标准方法测定的氢含量。采用各种类型焊条焊接低碳钢时,焊缝金属氢含量实测数据列于表3-9。
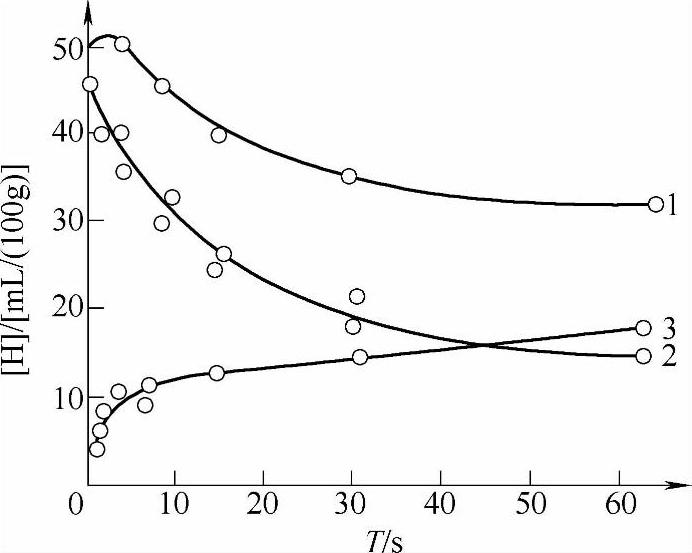
图3-7 焊缝金属中氢含量与焊件焊后放置时间的关系
1—总氢含量 2—扩散氢含量 3—残余氢含量
表3-9 低碳钢焊条电弧焊时焊缝金属氢含量的实测数据
(3)氢对焊缝金属性能的影响 氢气对焊缝金属的有害影响可分为两类:一类是暂态现象,包括氢脆、白点和硬度升高等。这类影响的特点是:焊件经过时效或热处理后,氢能从焊接接头中逸出,有害影响即行消除。另一类是永久性的,包括气孔、裂纹等缺陷的形成,它们一旦出现,就无法消除。
1)氢脆。金属因吸收氢而导致塑性明显下降的现象称为氢脆。氢对钢的强度基本没有影响,钢的塑性指标,伸长率和断面收缩率随氢含量的增加而显著下降,如图3-8曲线所示。如果对焊缝进行消氢处理,则其塑性可基本恢复。
氢脆现象是溶解在金属晶格中的氢引起的。在试件拉伸过程中,金属中的位错发生运动和堆积,结果形成显微空腔。与此同时,溶解在晶格中的原子氢不断沿着位错运动方向扩散,最后聚集到显微空腔内,结合为分子氢。这一过程使空腔内产生很高的压力,导致金属变脆。
氢脆倾向与焊缝金属的氢含量、试验温度和组织类型有关。焊缝的氢含量越高,氢脆倾向越严重。氢脆只是在一定的温度范围内显露出来。因为温度较高时,氢可以迅速扩散外逸;而温度很低时,氢的扩散速度很小,来不及扩散聚集。另外,氢脆与金属组织类型有关,马氏体组织对氢脆最敏感;奥氏体组织基本无氢脆现象。
2)白点。在碳钢和低合金钢焊缝中,如其氢含量较高,在一定的条件下,往往在其拉伸或弯曲试件断口上出现银白色圆形或椭圆形脆断点,通常称为白点,其典型形貌如图3-9所示。
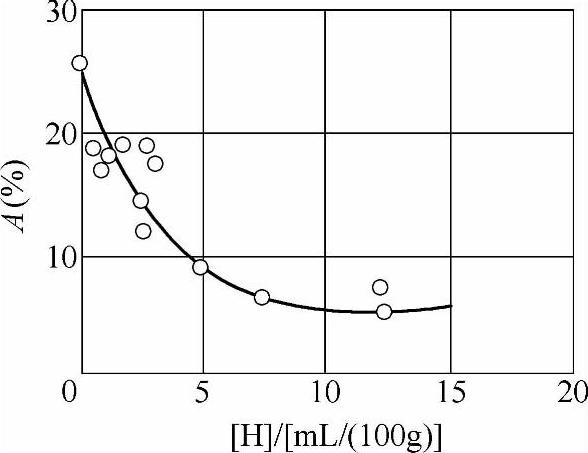
图3-8 氢含量对低碳钢焊缝金属塑性的影响
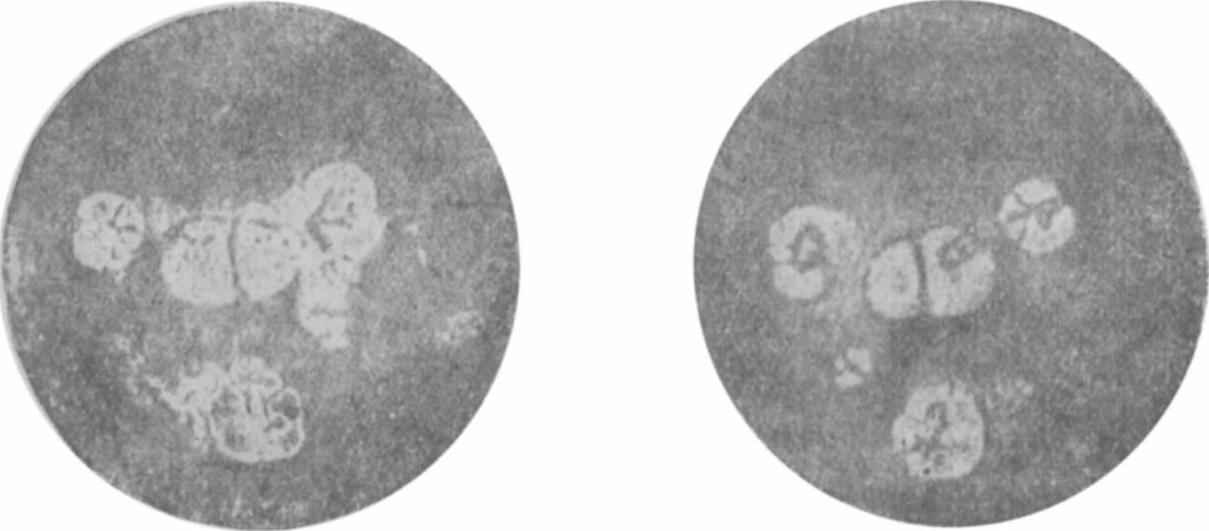
图3-9 在拉伸或弯曲试件断口上白点的形貌
白点的直径一般为0.5~3mm,其周围为韧性断口,故用肉眼即可辨认。在大多数情况下,白点的中心有小夹杂物或气孔,相似于鱼眼、故俗称为“鱼眼”。如果焊缝金属中产生了白点,则其塑性会大大下降。
焊缝金属对白点形成的敏感性与氢含量及金属组织类型有关。焊缝中氢含量越高,则出现白点的可能性越大。纯铁素体和奥氏体钢焊缝不会出现白点。因为前者氢在其中扩散很快,易于逸出,后者氢在其中的溶解度大,且扩散很慢。碳钢和Cr、Ni、Mo含量较高的低合金钢焊缝对白点的形成较为敏感。
3)气孔。如焊接过程中,熔池金属吸收了大量的氢,则在凝固结晶时,由于氢的溶解度随着温度的下降发生突变(参见图3-3),使氢在液态金属中处于过饱和状态,这时部分原子氢将结合成分子氢,进而形成气泡。当气泡上浮的速度小于结晶速度时,就被截留于焊缝金属中形成气孔。
4)氢致裂纹。氢致裂纹是碳钢和低合金钢焊接接头冷却到200℃以下温度时产生的一种冷裂纹。氢是产生冷裂纹的三大要素之一。焊缝金属的氢含量越高,冷裂纹倾向越大(详见本书第9章)。
(4)降低焊缝金属中氢含量的措施 降低焊缝金属中的氢含量可从冶金和制造工艺两方面采取措施。
1)冶金措施。通过调整焊条药皮的配方,利用某些组分的冶金作用,使氢在焊接过程中生成较稳定的、不溶于液态金属的化合物,如HF、OH等,达到降低焊缝金属中氢含量的目的,例如在药皮中加入适量氟化物,CaF2、MgF2,可以通过下列反应去氢:
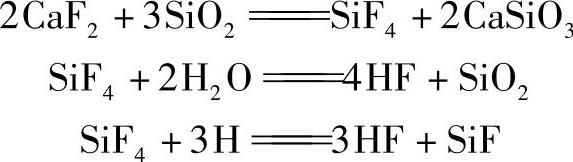
反应生成的HF易挥发而扩散到大气中,因而降低了焊缝中的氢含量。
又如增强焊条药皮的氧化性,使之形成氧化性的气体和熔渣,通过下列反应生成高温稳定的OH-而去氢。
在低氢型焊条药皮中加入了一定数量的碳酸盐,受电弧热分解析出CO2,并生成OH-,降低了电弧气氛中的氢含量。
2)制造工艺措施。焊条药皮中的许多组分,如有机物、天然云母、白泥、长石、水玻璃、铁合金等都在不同程度上含有吸附水、结晶水、化合水等。因此在焊条制造过程中,应按各组分的特性分别进行脱水处理。药皮挤压后应严格进行烘干。低氢和超低氢型焊条应作真空包装或采用密封铁盒包装,以防止焊条药皮从大气中吸收水分。普通包装的各种药皮焊条在使用前应严格按焊条使用说明书的规定进行烘干(详见第4章)。(www.daowen.com)
焊条电弧焊时,在其他焊接参数不变的情况下,增大焊接电流会使熔滴吸收氢量增加,提高电弧电压可使焊缝金属氢含量减少。焊接电流的种类和极性对焊缝金属的氢含量也有一定的影响,如图3-10所示。由图可见,采用直流反极性焊接时,焊缝金属的氢含量最低。
3.氧对焊缝金属的影响
焊条电弧焊时,氧主要来源于电弧气氛中氧化性气体(CO2、O2、H2O等)、氧化性熔渣及焊件表面的铁锈、水分和氧化物等。
(1)氧在金属中的溶解 氧在电弧高温作用下会分解为原子,以原子氧和FeO两种形式存在于液态铁中。氧在铁中的溶解度与温度有关。温度越高,溶解度越大。在1600℃以上,氧的溶解度为0.3%(质量分数);凝固结晶时可降至0.16%(质量分数)。铁由体心立方δ-Fe转变为面心立方γ-Fe时,氧的溶解度又下降到0.05%(质量分数)以下,当转变为体心立方α-Fe时,几乎不溶解氧(溶解度小于0.001%),因此氧在焊缝金属中大部分以氧化物形式存在,只有极少部分以固溶形式存在。
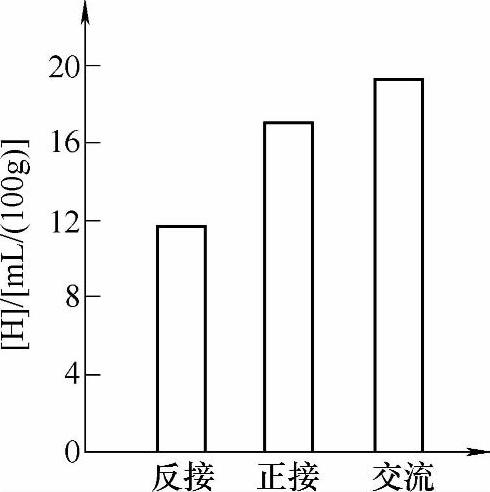
图3-10 焊接电流种类和极性对焊缝金属氢含量的影响
(2)焊缝金属的氧化 焊缝金属的氧化主要由气相、熔渣及焊件表面氧化物产生的。
1)气相对焊缝金属的氧化。气相中的氧化性气体O2、CO2、H2O都会使焊缝金属氧化。焊条电弧焊时,虽然采取了气-渣联合保护,但空气中的氧还是或多或少地进入焊接区。另外,高价氧化物等物质受热分解也会产生氧,从而使铁氧化,其化学反应式为:

在焊接钢时,除铁发生氧化外,钢中的其他对氧亲和力较大的元素,如C、Si、Mn等也会发生氧化。
焊条电弧焊时,药皮中的碳酸盐分解会产生CO2。高温时CO2将发生分解,产生O2,使铁氧化,其反应式为:

在气相中,即使只有少量的CO2,也会对焊缝金属产生较强的氧化作用。因此若在药皮中加入碳酸盐组分,应同时添加适量的锰铁和硅铁进行脱氧。
焊接气氛中的水蒸气在高温下分解产生的氧也会对焊缝金属起氧化作用,其反应式为:

在相同条件下,CO2比H2O的氧化性强,但水蒸气还有增氢作用。
2)熔渣对焊缝金属的氧化。熔渣对焊缝金属的氧化有两种基本形式:扩散氧化和置换氧化。扩散氧化是FeO由熔渣向焊缝金属扩散而使焊缝金属增氧的过程。图3-11示出不同性质熔渣中FeO浓度与焊缝金属氧含量的关系。在温度不变的条件下,不管是碱性熔渣还是酸性熔渣,当熔渣中FeO浓度增加时,将促使FeO向熔池金属扩散,结果增加了焊缝金属的氧含量。
在相同的温度下,FeO在碱性熔渣中比在酸性熔渣中更易向金属中分配。即在FeO浓度相同的条件下,碱性熔渣的焊缝氧含量比酸性熔渣的焊缝氧含量大,因此在碱性焊条药皮中一般不加入含FeO的组分,并要求焊前仔细消除焊件表面的氧化皮和铁锈,否则将使焊缝金属增氧,严重时导致气孔的形成。相反,酸性熔渣中,SiO2、TiO2等酸性氧化物较多,它们与FeO形成复合氧化物,如FeO·SiO2,使FeO的活度减小,焊缝氧含量减小。
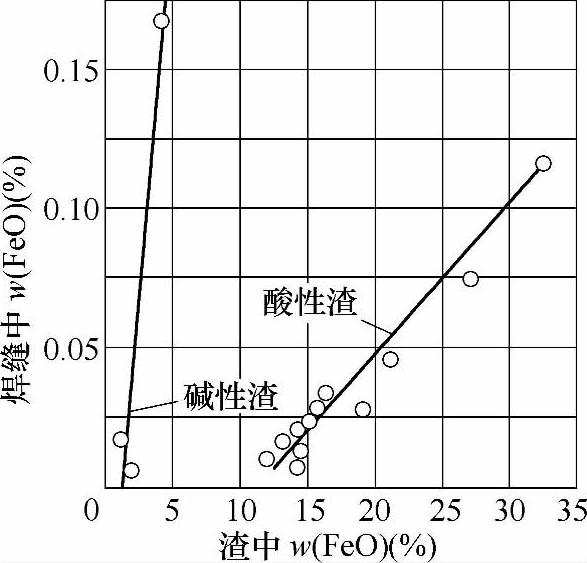
图3-11 碱性和酸性熔渣中FeO含量与焊缝中氧含量的关系
但实际上,碱性药皮焊条的焊缝氧含量低于酸性药皮焊条,因为碱性熔渣中严格限制了FeO的含量,且又加入了较多的脱氧剂。
置换氧化是焊缝金属与熔渣中易分解的氧化物发生置换反应而被氧化的过程。在碳钢焊接中,最主要的置换反应是:

注:圆括号内表示熔渣中的物质,方括号内表示液态金属中的物质。
反应的结果是使焊缝金属增硅、增锰,同时铁被氧化,所生成的FeO大部分进入熔渣,小部分溶于液态铁中,使焊缝金属增氧。上述反应当温度升高时,向右进行,因此置换氧化主要发生在熔滴形成阶段和熔池前部的高温区。
在焊接碳钢和低合金钢时,尽管上述反应使焊缝增氧,但同时增加了硅、锰含量,仍能保证焊缝金属的性能满足相应标准的要求。但在焊接中、高合金钢时,焊缝中氧含量和硅含量的增加,会显著降低焊缝金属的抗裂性和力学性能。因此不能利用上述置换反应脱氧。
3)焊件表面氧化物对焊缝金属的氧化。焊条电弧焊时,钢焊件表面的氧化皮和铁锈都会对焊缝金属产生氧化作用。
已知,铁锈的成分为 ,其中
,其中 为83.28%,
为83.28%, 为5.7%,w(H2O)为10.7%。铁锈在焊接高温下分解后,H2O蒸发进入气相,增加了气相的氧化性,而Fe2O3和液态铁发生下列反应:
为5.7%,w(H2O)为10.7%。铁锈在焊接高温下分解后,H2O蒸发进入气相,增加了气相的氧化性,而Fe2O3和液态铁发生下列反应:

氧化皮的主要成分是Fe3O4,它与铁发生下列反应:
Fe3O4+[Fe]=4FeO
反应生成的FeO大部分进入熔渣,一部分进入焊缝金属起增氧作用。因此焊前仔细清理焊件表面的氧化皮和铁锈等,是保证焊接质量的必要措施。
(3)氧对焊缝性能的影响 氧对焊缝金属的性能会产生很多不利的影响,如降低力学、物理、化学性能,还可能导致气孔的形成和合金元素的烧损等。
1)降低焊缝金属的力学、物理和化学性能。焊缝金属中氧含量的提高导致其强度、塑性和韧性明显下降,尤其是低温冲击韧度下降更严重。图3-12示出氧对低碳钢焊缝金属常温力学性能的影响。
氧含量的增加还可能导致钢焊缝金属产生热脆、冷脆和时效硬化,并降低其某些物理和化学性能,如导电性、导磁性和耐蚀性等。
2)产生气孔。氧也是导致焊缝金属气孔形成的主要气体之一。当氧溶解于金属熔池中时,会与碳发生反应,生成不溶于金属的CO。如熔池金属结晶速度较快,CO气泡来不及上浮到表面就会形成气孔。
3)合金元素的烧损。在高温下,氧可能与钢中的多种合金元素化合成金属氧化物而烧损,从而降低了焊缝金属的力学性能和其他理化性能。此外,当熔滴金属氧含量较高时,会与碳化合,生成CO,其受热膨胀,使熔滴爆炸,产生飞溅,降低了焊接过程的稳定性。
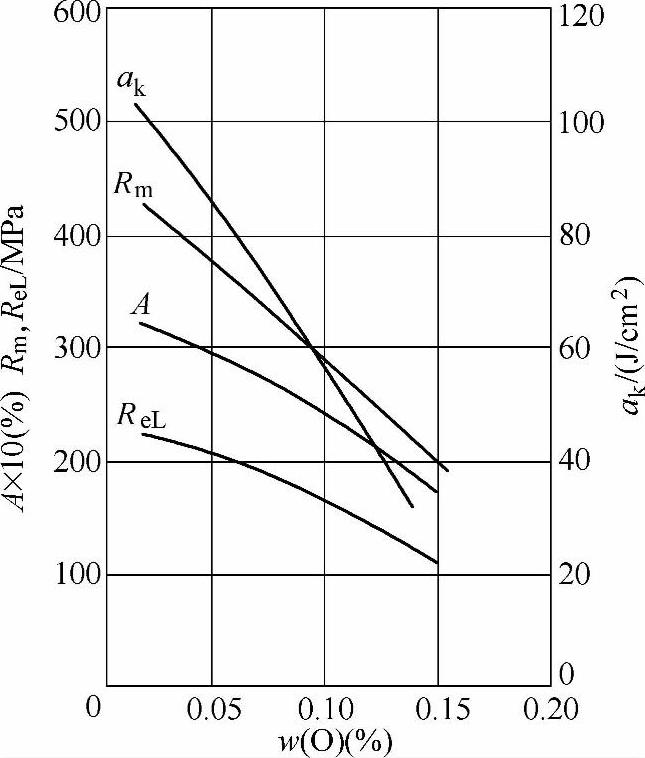
图3-12 氧对低碳钢焊缝金属常温力学性能的影响
(4)降低焊缝金属氧含量的措施 从根本上降低焊缝金属的氧含量主要从焊接冶金方面采取相应措施,适当的焊接工艺也可在一定的程度上降低焊缝金属的氧含量。
1)采用无氧药皮配方。在采用焊条电弧焊焊接某些高合金钢,镍合金和活性金属时,焊缝金属中少量和微量氧的存在都会严重损害焊缝金属的性能。通常要求采用无氧药皮配方的焊条。表3-10列出无氧药皮焊条与普通碱性药皮焊条焊接镍合金时焊缝金属氧含量的实测数据。可见采用无氧药皮焊条可显著地降低焊缝金属的氧含量。
表3-10 无氧药皮焊条与普通碱性焊条焊缝金属氧含量的对比

2)在焊条药皮中加脱氧剂除氧。焊条电弧焊时,可在焊条药皮中加入一些对氧亲和力较大的合金元素,以去除焊接熔池中的氧。这一过程称为焊缝金属脱氧,用于脱氧的元素或合金称脱氧剂。钢中常用的合金元素中,按对氧亲和力的大小排列为:Al、Ti、Si、Mn、Fe。元素对氧的亲和力越大,脱氧能力越强。
在药皮焊条生产中,通常采用铁合金或金属粉,如锰铁、硅铁、钛铁、铝粉等作脱氧剂。脱氧反应的产物应不溶于液态金属,其熔点和密度应比金属低,易于从熔池金属中上浮进入熔渣。
焊缝金属的脱氧反应是分阶段进行的,按其特点可分先期脱氧、沉淀脱氧和扩散脱氧。
先期脱氧是焊接时,焊条药皮被加热,其中碳酸盐(CaCO3、MgCO3)或高价氧化物(Fe2O3)受热分解,产生CO2和O2,药皮内的脱氧剂,如锰铁、硅铁、钛铁等与其发生反应,生成氧化物,降低了气相的氧化性。先期脱氧的目的是提前降低电弧气氛中的氧,减弱熔化金属的氧化。
由于铝、钛等合金元素对氧的亲和力很大,其脱氧过程主要在长期脱氧阶段进行,但药皮加热的温度较低,反应时间较短,故先期脱氧不可能完全,需要进一步脱氧。
沉淀脱氧是利用溶解在熔滴和熔池金属中的脱氧剂直接与FeO反应进行脱氧,并使脱氧产物排入熔渣。沉淀脱氧常用的脱氧剂有:锰铁、硅铁和钛铁。
酸性药皮焊条(如E4303)通常用锰铁脱氧,而碱性药皮焊条(如E5015)则用硅铁和锰铁联合脱氧。其脱氧反应式如下:
酸性药皮焊条选用锰铁脱氧是因为其熔渣中存在大量的酸性氧化物SiO2和TiO2,如用Si脱氧,其生成物仍是SiO2,无法与熔渣中的酸性氧化物结合成稳定的复合物而进入熔渣,而用锰铁脱氧形成的MnO是碱性氧化物,很容易与熔渣中的酸性氧化物(SiO2、TiO2)结合成稳定的复合物(MnO·SiO2及MnO·TiO2)进入熔渣,使脱氧反应易于进行。
碱性药皮焊条应采用Si、Mn联合脱氧。因为在碱性药皮焊条的熔渣中存在大量CaO等碱性氧化物,而Mn脱氧后生成的MnO也是碱性氧化物,不能与其结合成稳定的复合物进入熔渣。用Si、Mn联合脱氧,则其反应产物是稳定的复合物MnO·SiO2。试验证明,当[Mn]/[Si]=3~7时,脱氧产物密度小,熔点低,容易聚合为半径大的质点上浮到熔渣中去,从而降低焊缝中的氧含量,达到脱氧目的。
扩散脱氧是利用FeO既能溶于熔池金属,又能溶解于熔渣的特性,使FeO从熔池扩散到熔渣,从而降低了焊缝金属氧含量。扩散反应式为:

扩散脱氧是扩散氧化的逆过程。由温度与分配常数L的关系可知,温度下降,L增加,有利于进行扩散脱氧,因此扩散脱氧是在熔池尾部的低温区进行的。
采用酸性药皮焊条焊接时,由于熔渣中存在大量的SiO2、TiO2等酸性氧化物,碱性氧化物FeO容易从熔池扩散到熔渣中去,与之结合成稳定的复合物FeO·TiO2、FeO·SiO2,从而降低了熔池中FeO的含量,所以酸性药皮焊条焊接时,以扩散脱氧为主。
采用碱性药皮焊条焊接时,由于在熔渣中存在大量强碱性氧化物CaO等,而熔池中的FeO也是碱性氧化物,因此扩散脱氧难以进行。
由此可见,酸性药皮焊条焊接时,主要以扩散脱氧为主,而碱性药皮焊条焊接时,主要以沉淀脱氧为主。
3)制定正确的焊接工艺。焊缝金属的氧含量也取决于焊接工艺的正确执行。例如采用短弧操作可以减少空气进入电弧区,缩短熔滴与氧接触的时间。正确选择焊接电流的极性,也可减少氧进入焊接熔池。此外,严格清除焊件表面的水分,控制焊接环境的温度也可降低焊缝金属的氧含量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






