焊接冶金过程与普通炼钢过程相比,具有下列特点:
1)焊接冶金过程是在各种气体保护下进行的。
2)参加冶金反应的各种物质体积小、温度高、反应速度快。
3)焊接冶金过程是分区连续进行的。
1.焊接高温区的保护
焊条电弧焊是在大气中施焊的焊接方法,如果不加保护,空气中的氧、氮会侵入焊接区,使焊缝金属内氧、氮含量增加,钢中合金元素烧损,焊缝金属的力学性能明显恶化。
表3-1和表3-2分别列出采用各种不同的焊条焊接时焊缝金属的化学成分和力学性能数据。从中可见,采用光焊条芯丝焊接时,焊缝金属中氧、氮含量明显增加,而碳、硅和锰等合金元素严重烧损,焊缝金属的塑性和韧性急剧下降。而采用药皮焊条,焊缝金属的化学成分基本上与母材相当。因为焊条药皮中通常都含有造气剂和造渣剂,可对焊接高温区实行气渣联合保护。造渣剂熔化后形成熔渣、覆盖在熔滴和熔池表面,使其与空气隔离。熔渣凝固后在焊缝表面形成渣壳,保护高温焊缝金属不受空气的侵蚀。焊条药皮中的造气剂,主要是有机物和碳酸盐,在电弧高温作用下分解,析出大量气体。这些气体在焊条药皮套筒内受电弧热膨胀,形成定向气流吹向熔池,使高温焊接区不被空气侵入。目前市售的药皮焊条,都能对焊接区形成可靠的保护。
表3-1 各种不同焊条焊接时焊缝金属化学成分的对比
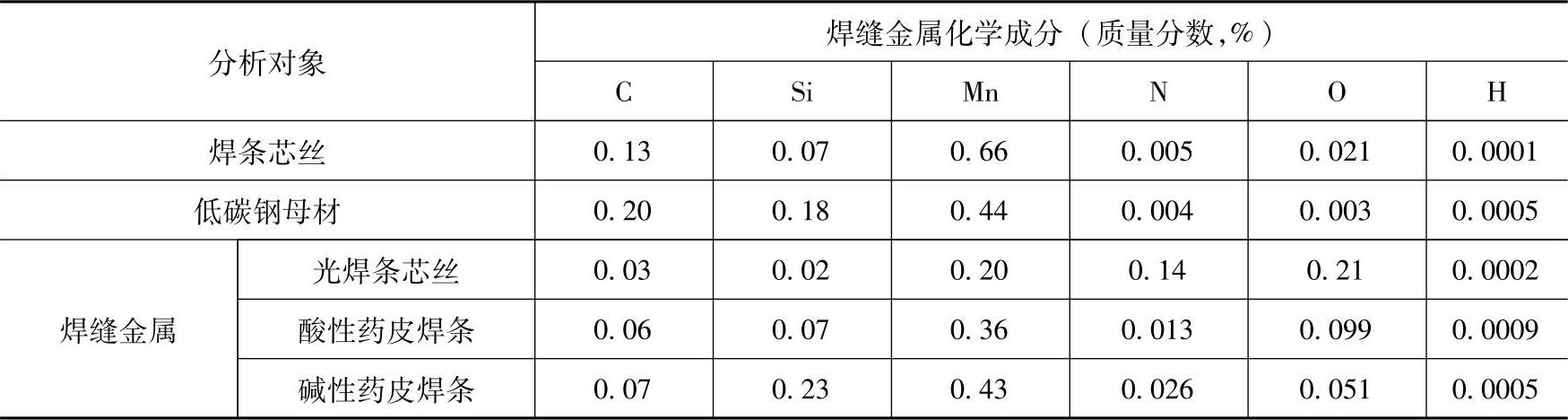
表3-2 低碳钢光焊芯电弧焊时焊缝金属的力学性能

2.焊接冶金反应区
焊条电弧焊冶金过程可分以下三个反应区:药皮、熔滴和熔池,如图3-1所示。
(1)药皮反应区 焊条电弧焊时,药皮受电弧热被加热到100℃至熔点(药皮熔点约1200℃)的区域将发生下列物理、化学反应:水分的蒸发、矿物质的分解和铁合金的氧化。
1)水分蒸发和物质的分解。当药皮加热温度超过100℃时,其水分开始蒸发:温度超过200℃时,药皮中的有机物,如木粉、纤维素和淀粉等开始分解,产生CO2、H2等气体;温度超过300℃时,药皮中的某些组分,如白泥,云母中的结晶水开始蒸发;温度继续升高时,药皮中碳酸盐,如菱苦土、大理石等和高价氧化物(如赤铁矿、锰矿石等)也将发生分解,产生大量的CO2、O2等气体。主要反应式列举如下:
CaCO3→CaO+CO2
MgCO3→MgO+CO2
MnO2→MnO+O2
Fe2O3→FeO+O2
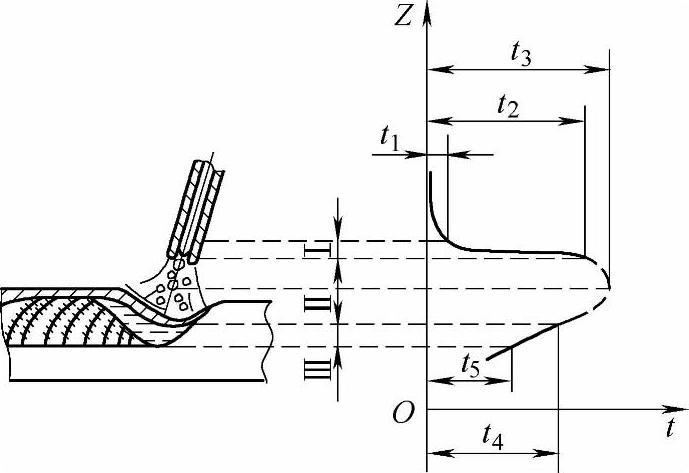
图3-1 焊条电弧焊冶金过程的反应区
Ⅰ—药皮反应区 Ⅱ—熔滴反应区 Ⅲ—熔池反应区(https://www.daowen.com)
t1—药皮开始反应温度 t2—焊条端熔滴温度 t3—弧柱间熔滴温度 t4—熔池最高温度 t5—熔池凝固温度
2)铁合金的氧化。上述反应中产生的大量气体,对药皮中的铁合金,如锰铁、硅铁和钛铁等会产生氧化作用。如:
2Mn+O2=2MnO
Mn+CO2=MnO+CO
Mn+H2O=MnO+H2
当温度高于600℃时,铁合金的氧化明显加剧,同时使气相的氧化性有所下降。
(2)熔滴反应区 焊条电弧焊时,在焊条端部熔滴形成、长大到过渡至熔池之前的区间,属于熔滴反应区。熔滴反应区具有以下明显的特点:
1)熔滴温度相当高。熔滴反应区是焊接区温度最高的部分。熔滴的温度通常接近于焊条芯材料的沸点,以碳钢为例,约为2800℃。熔滴的平均温度取决于焊接参数、在1800~2400℃范围内变化。
2)熔滴的比表面积大。熔滴的比表面积在一般情况下可达103~104cm2/kg,约为普通炼钢的1000倍,所以熔滴金属与气体及熔渣的接触面积大,加剧了冶金反应。
3)熔滴的作用时间十分短。熔滴在焊条末端停留时间仅为0.01~0.1s。熔滴向熔池过渡的速度高达2.5~10m/s,经过弧柱的时间极短,只有0.0001~0.001s。由此可见,熔滴反应区主要在焊条末端。
4)熔滴金属与熔渣强烈混合。熔滴在形成、长大和过渡过程中,其形状和尺寸不断变化,产生表面局部拉长或收缩,促使覆盖在熔滴表面的熔渣破碎,并进入熔滴内部。这种动态的混合增加了反应接触面,加快了反应速度。
综上所述,熔滴反应区的反应时间虽然极其短促,但因温度相当高,接触面积很大,并伴有强烈的混合使用,故冶金反应十分激烈,许多反应可十分完全,因而对焊缝金属的成分变化起决定性的作用。
(3)熔池反应区 从熔滴过渡到熔池,至其凝固结晶的区间为熔池反应区。熔池反应区与熔滴反应区相比具有以下主要特点:
1)温度较低、比表面积较小、反应时间较长。熔池的平均温度较低,约1600~1900℃,比表面积较小,为3~130cm2/kg,反应时间为3~8s。在气流和等离子流的作用下,熔池产生有规律的对流和搅拌运动,加快了反应速度。
2)熔池温度分布很不均匀。熔池头部和尾部的温度分布很不均匀,致使冶金反应同时向相反方向进行。熔池的头部处于电弧作用区,母材金属熔化并与焊条熔滴汇合,温度相对较高,产生气体的吸收,有利于吸热反应的进行。熔池的尾部,因温度较低,金属开始凝固结晶,此时会析出气体,并有利于放热反应的进行。
3)熔池反应速度较低。熔池反应区内反应物的浓度与平衡浓度之差比熔滴反应区小,这进一步降低了熔池区的反应速度,表3-3列出了某些合金元素在熔滴和熔池反应中的烧损比率,证明熔池反应的烧损比熔滴反应的烧损低得多。
表3-3 合金元素在不同冶金反应区的烧损率
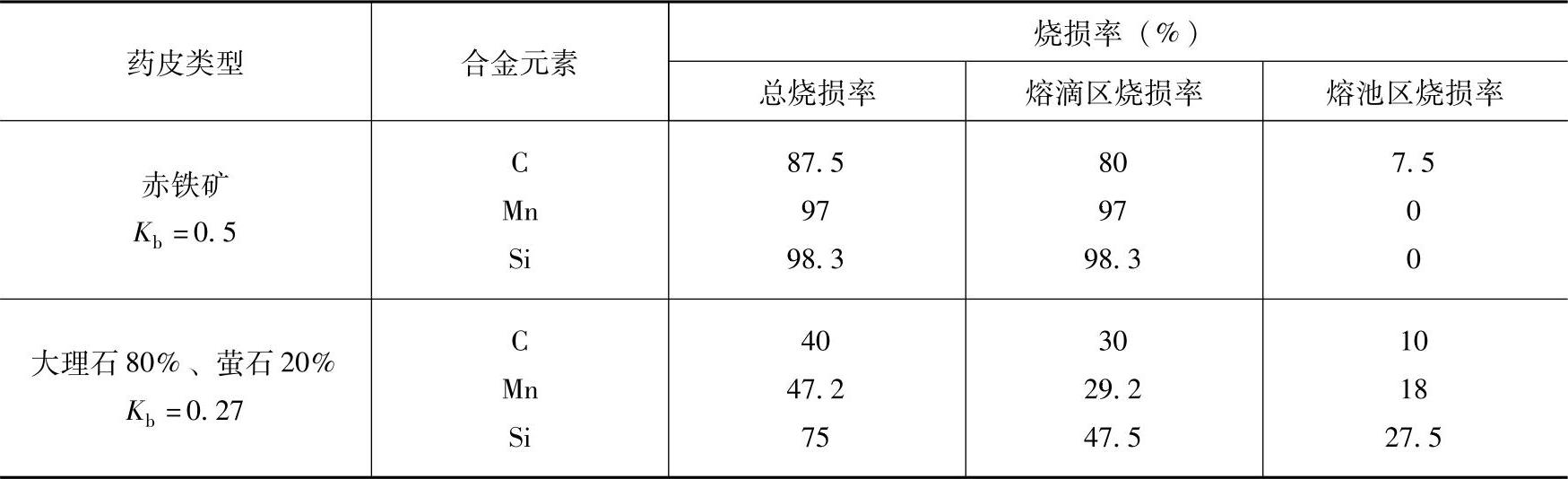
注:Kb为药皮质量分数。
4)熔池反应物不断更新。熔池反应区的反应物是在不断更新的。新熔化的母材、熔滴和熔渣不断进入熔池的头部,而凝固的金属和熔渣逐渐从熔池尾部退出反应区。在一定的焊接参数下,这种物质的更新过程可以达到平衡状态,从而获得成分均匀的焊缝金属。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





