为减轻焊工的劳动强度,提高焊接效率,并使焊缝处于容易焊接的位置,可以采用各种焊接变位机和翻转机。焊接圆筒形焊件的环缝时,可使用各种焊接滚轮架。焊接大型、重型焊件时,大多采用头尾架翻转机。
1.焊接变位机
图2-145示出焊条电弧焊中最常用的座式变位机外形结构,其由机架、回转机构、回转平台、翻转机构和电控系统等组成。回转平台既可作360°回转运动,还可作0~120°(135°)的翻转运动,因此可将焊件上的焊缝置于所要求的位置。表2-37列出常用座式变位机的技术特性参数。
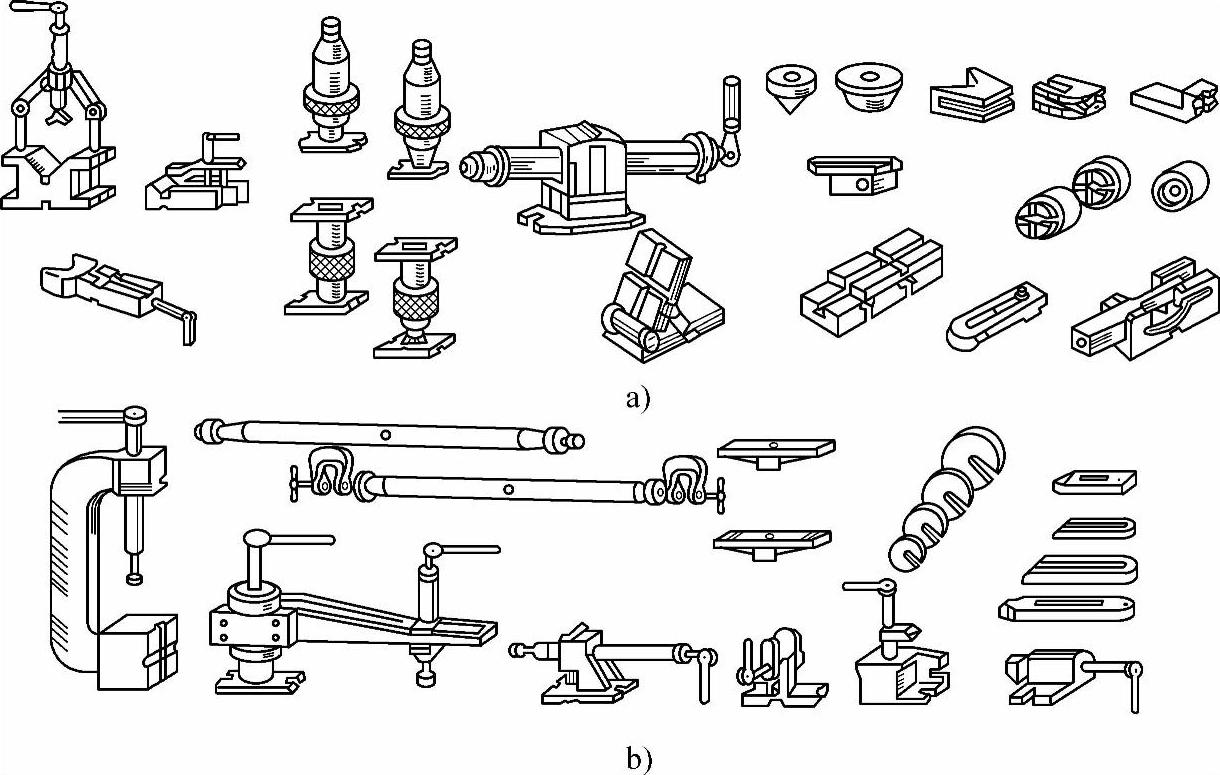
图2-144 各种定位器和夹紧器外形
表2-37 座式焊接变位机主要技术参数(按JB/T 8833—2001)
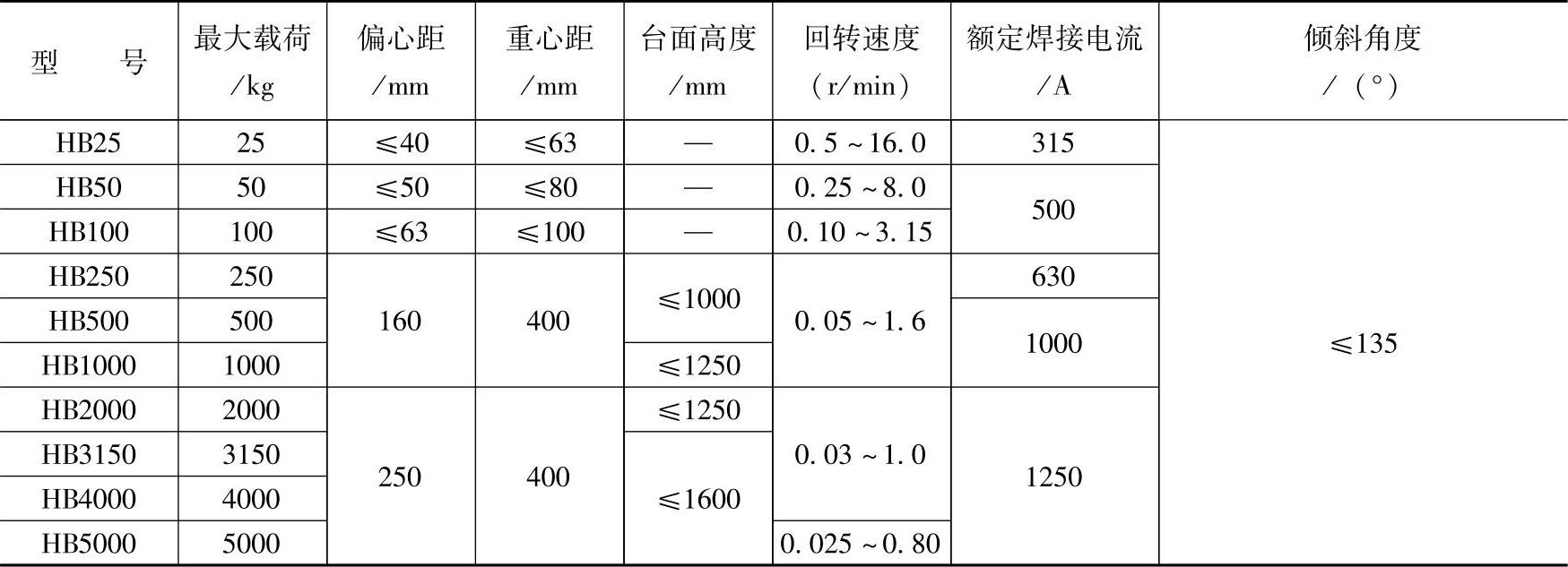
注:承受最大载荷时,回转速度的波动不超过5%。
2.焊接滚轮架
焊接滚轮架是通过电动机驱动的滚轮带动焊件,以一定速度旋转的变位机械。其通常由一副主动滚轮架和一副被动滚轮架组成,如图2-146所示。

图2-145 座式变位机外形结构

图2-146 焊接滚轮架的组成
最常用的焊接滚轮架按其结构形式可分成两大类:一类是自调式焊接滚轮架,另一类是可调式焊接滚轮架,分别如图2-147和图2-148所示。
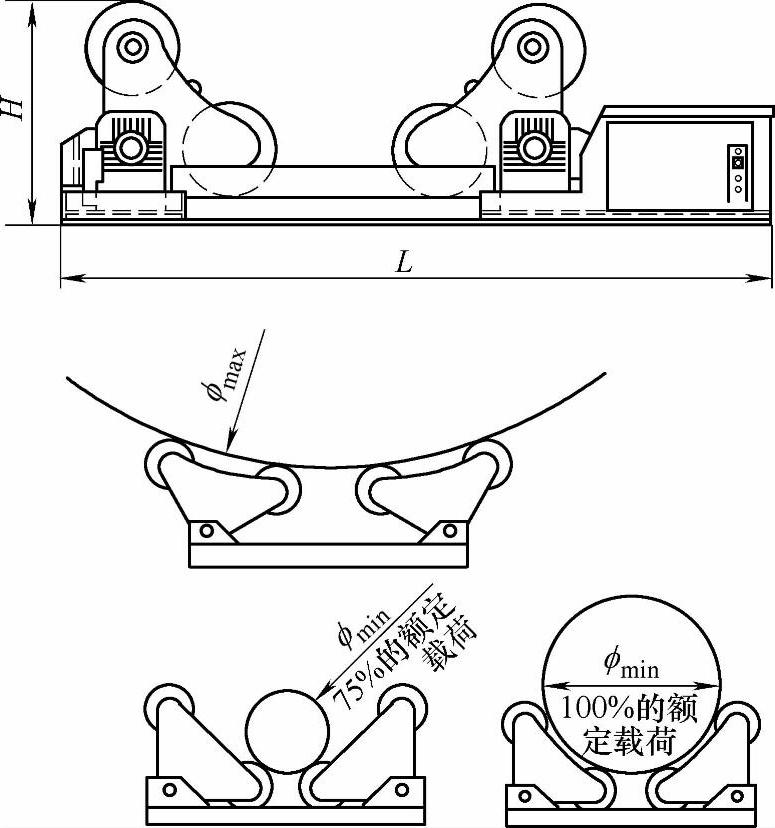
图2-147 自调式焊接滚轮架的结构形式
H—高度 L—长度
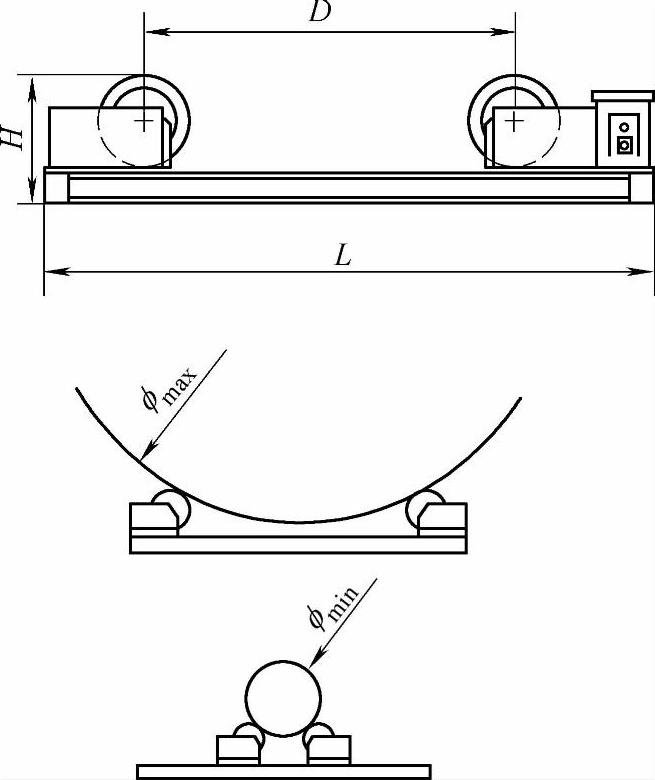
图2-148 可调式焊接滚轮架的结构形式
H—高度 D—滚轮间距 L—长度
自调试焊接滚轮架的结构特点是每一副滚轮架由两组双滚轮组成,且每组滚轮架以其支点为中心旋转,因此可在相当宽的范围内适应不同直径的圆筒形焊件,而无需改变两组滚轮之间的距离。在焊接直径很小的焊件时,焊件的外圆只能与每对滚轮架的两个滚轮接触,滚轮架的承载重量相应降低到额定载荷的75%。自调式焊接滚轮架通常采用双驱动传动方式,电动机通过两级减速箱和连接轴将转矩传送给两组滚轮,以获得平稳的旋转速度。驱动电动机可以采用电磁无级调速或变频器无级调速。
可调式滚轮架的结构特点是,每一副滚轮架的滚轮间距是可调的,以适应不同直径的焊件。滚轮间距的调节可以采用多种方法。最简单的办法是,在滚轮架支座面上钻两排间距相等螺栓孔,滚轮座则按焊件直径安装在相应的孔位上,并用螺栓固定。当焊件的直径经常变化时,则可采用丝杠传动机构调节滚轮间距。
可调式滚轮架的主动滚轮架按焊件的重量分单驱动和双驱动。双驱动时两台电动机可通过电子线路同步起动。双驱动的优点是焊件旋转速度平稳,并可消除跳动现象。
在我国,焊接滚轮架已制定了相应的行业标准,即JB/T 9187—1999。该标准对主动滚轮架滚轮的圆周速度规定为6~60m/h,且应无级可调。速度控制精度分二级,相应不大于±5%和±10%,且不容许有爬行现象。
从操作安全角度出发,并考虑滚轮驱动功率的合理选用,该行业标准还规定了滚轮圆心至焊件圆心的包角α应控制在45°~110°范围内,如图2-149所示。当滚轮间距L已知,则按上述包角范围的规定,即可按下式求得焊件的许用直径。
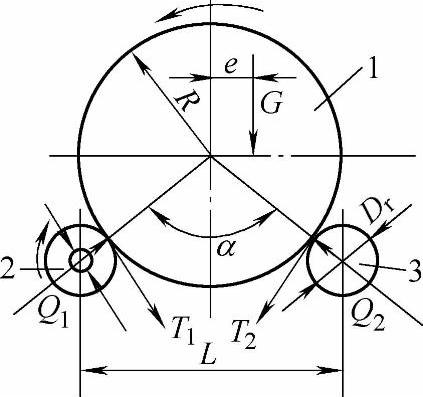
图2-149 焊件与滚轮接触点中心连线之间的包角(α)
1—焊件 2—主动滚轮 3—从动滚轮
式中 Dr——滚轮的外径;(www.daowen.com)
D——焊件的许用直径(mm)。
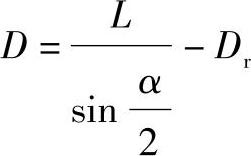
JB/T 9187—1999《焊接滚轮架》行业标准所规定的通用焊接滚轮架的规格和技术参数摘录于表2-38。
表2-38 通用焊接滚轮架规格及技术参数(摘自JB/T 9187—1999)
注:1.所列电动机功率为一台电动机驱动一对主动滚轮,如用两台电动机驱动两个主动滚轮,则电动机功率可减一半。
2.“+”号表示相对应的额定载荷。
3.焊接翻转机
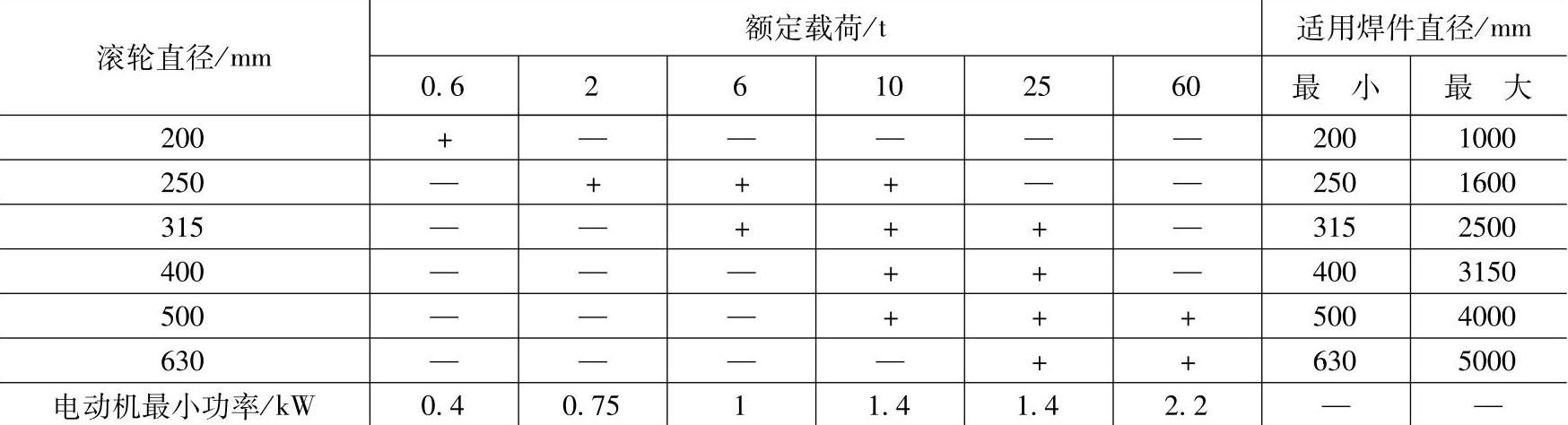
焊接翻转机是一种将焊件绕水平轴翻转或连续旋转,以使焊缝处于容易焊接位置的变位机械。常用的焊接翻转机种类有:头尾架式、框架式、链条式、圆环式和推举式等。其中头尾架焊接翻转机应用最广。这些翻转机的结构形式示于图2-150。
图2-150 各种常用焊接翻转机的结构示意图
a)框架式 b)头尾架式 c)链条式 d)圆环式 e)推举式
1—头架 2—翻转工作台 3—尾架 4—驱动装置 5—主动链轮 6—焊件 7—链条 8—托轮 9—支承环 10—钝齿轮 11—推拉式轴销 12—举升液压缸
(1)头尾架式焊接翻转机 标准型头、尾架式焊接翻转机的外形如图2-151所示,其由头架、尾架和底座组成。头架装有驱动系统和回转工作平台,尾架由支架、顶紧机构或夹紧机构组成,通常不带驱动系统。为提高头尾架翻转机的通用性,将尾架设计成可在机座轨道上移动,使头架与尾架之间的距离可在一定范围内调节,以适应不同长度焊件的焊接。
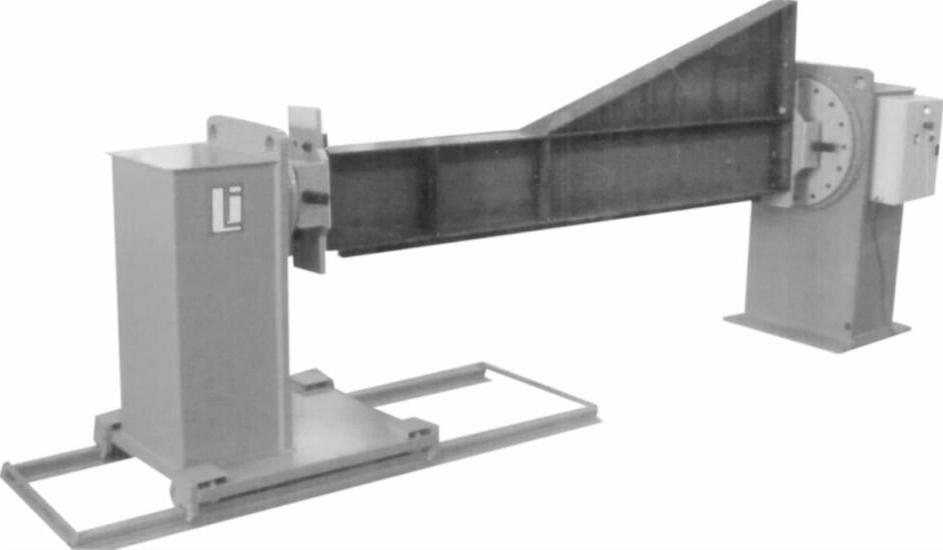
图2-151 标准型头尾架式焊接翻转机外形
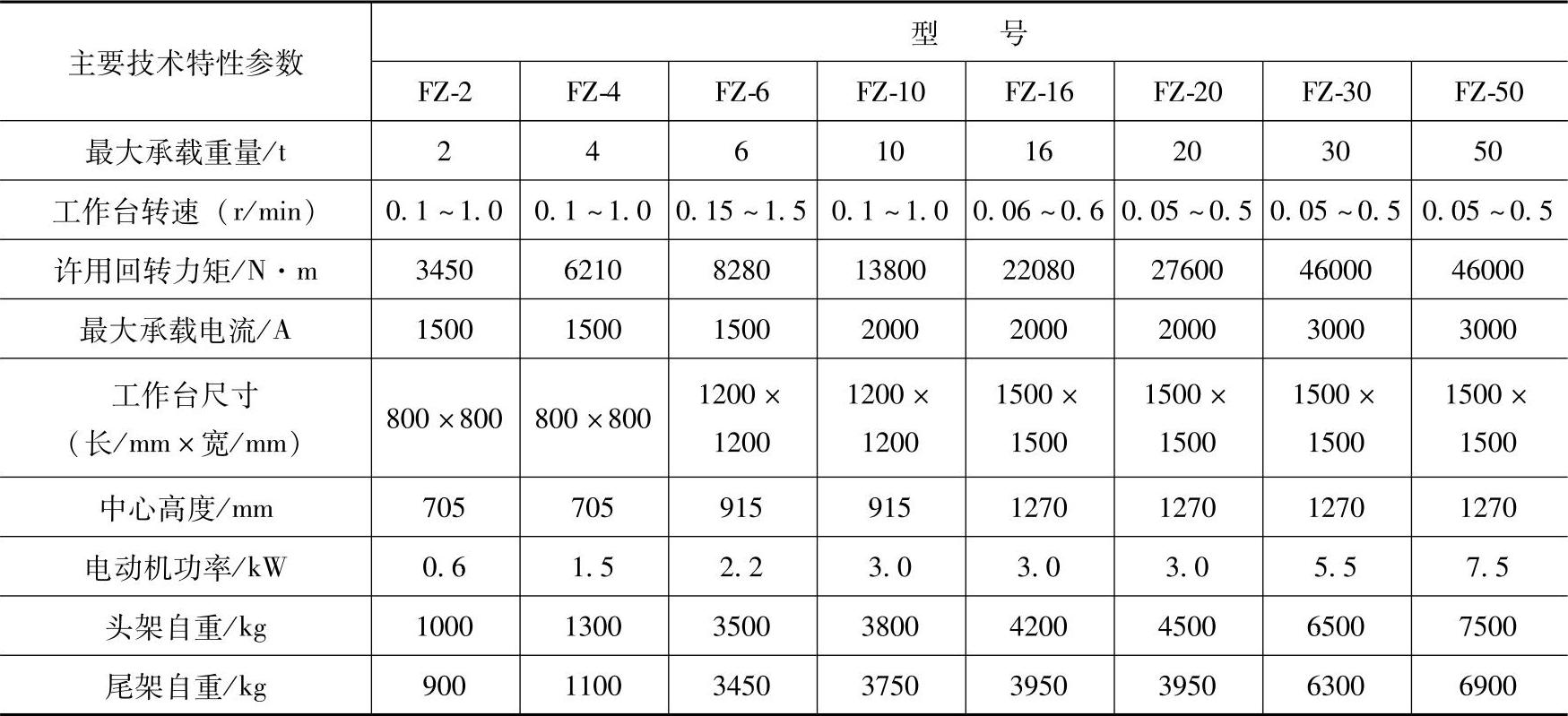
在我国,头尾架翻转机目前尚未制定相应的标准。国内某些焊接装备生产厂已将头尾架焊接翻转机进行标准化系列化生产。表2-39列出国产头尾架焊接翻转机的技术数据。
表2-39 国产头尾架焊接翻转机的技术数据
(2)框架式焊接翻转机 框架式焊接翻转机的结构与头尾架式焊接翻转机相似,图2-152示出一种框架式焊接翻转机的外形,其特点是头架和尾架之间的距离是固定不变的,取决于框架的长度。而框架的结构和尺寸是按焊件的形状和夹具的形式设计的。由于框架的底板支撑着焊件,当焊件尺寸较大时,框架不可能作360°的回转,而只能作一定角度范围的倾斜。这种翻转机主要用于结构较复杂焊件的焊接。
(3)链条式翻转机 链条式翻转机是利用电动机驱动链轮带动环形链条翻转焊件的一种变位机械。图2-153示出一种大型链条式翻转机的结构形式。专用于梁柱等板焊结构件的翻转变位。可大大缩短焊件翻身变位时间,并减轻工人的劳动强度。
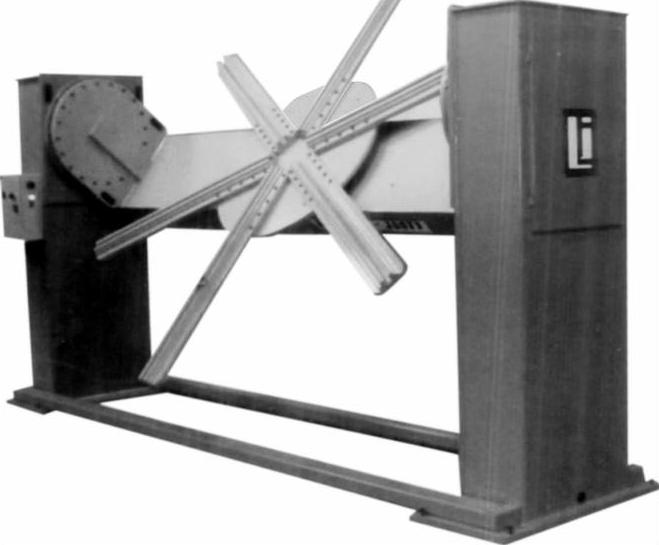
图2-152 框架式焊接翻转机的外形
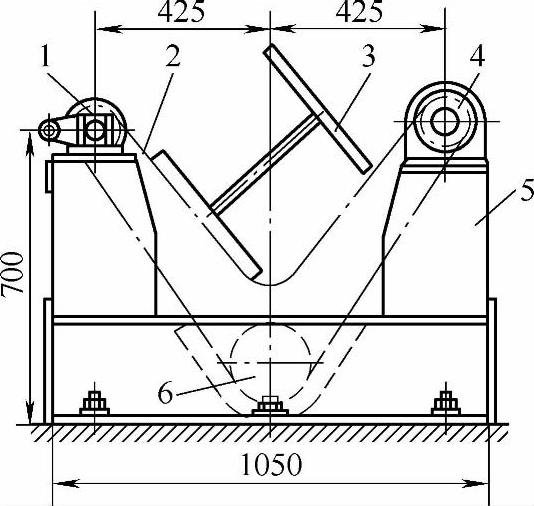
图2-153 大型链条式翻转机结构形式
1—被动链轮 2—链条 3—工件 4—主动链轮 5—支座 6—张力星形齿轮
(4)圆环式翻转机 一些形状较特殊的型钢及桁架结构可以采用图2-154所示的圆环式翻转机,其主要由圆环翻转架和支撑滚轮架组成。滚轮架的结构可按焊件的形状、重量和偏心距制成单驱动或双驱动形式,并装有自锁、制动和定位机构。圆环翻转架上的夹具应与焊件的外形相配,且应装卸轻便灵活。
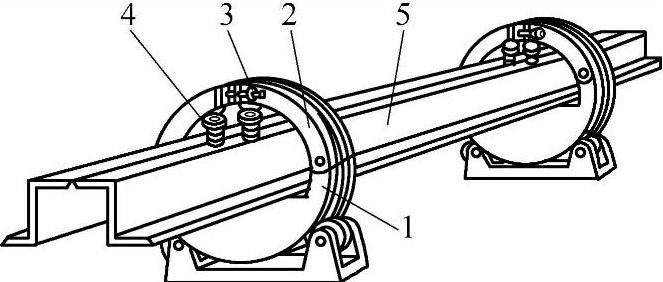
图2-154 圆环形翻转机结构示意图
1—下环 2—上环 3—夹紧机构 4—顶紧螺栓 5—焊件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






