焊条电弧焊常用配套工具是指为完成焊接作业必须配备的一些工具,这些工具通常由焊接电源供资商配套供应。
1.焊钳
焊钳是用以夹持焊条进行焊接不可缺少的重要工具。焊钳的功能主要是夹持焊条,并从焊接电缆向焊条传导焊接电流,便于焊工操纵焊条。因此焊钳应具有良好的导电性,手柄温升低,重量轻,夹持焊条牢固和更换焊条方便等性能。目前在市场上可采购到的焊钳有多种形式,如图2-131所示,可满足各种不同焊接作业的要求。

图2-131 各种形式的焊钳外形
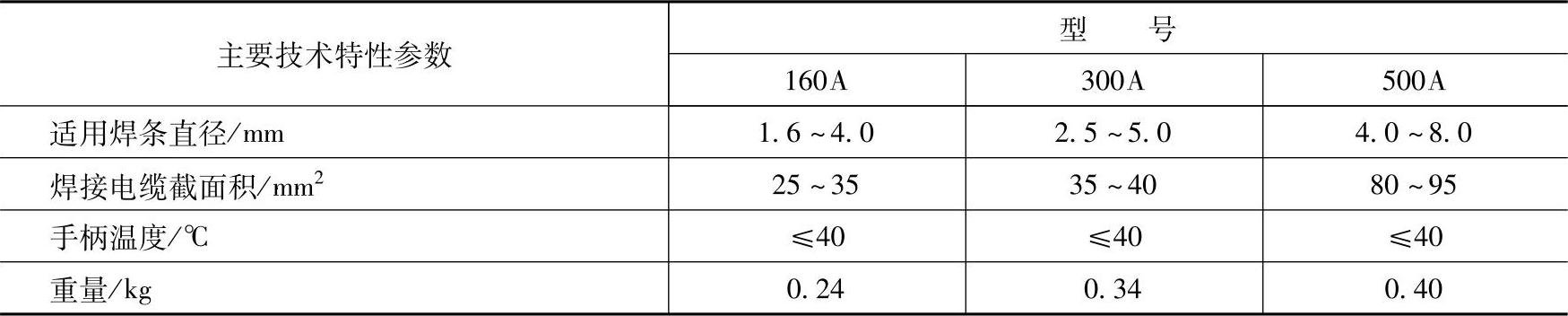
普通焊钳的典型结构示于图2-132。其由上、下钳口、弯臂、弹簧、直柄、固定螺钉、胶木手柄和定位销等组成。焊钳的规格主要按可承载的最大焊接电流来划分。市售各种规格焊钳的技术特性数据列于表2-31。
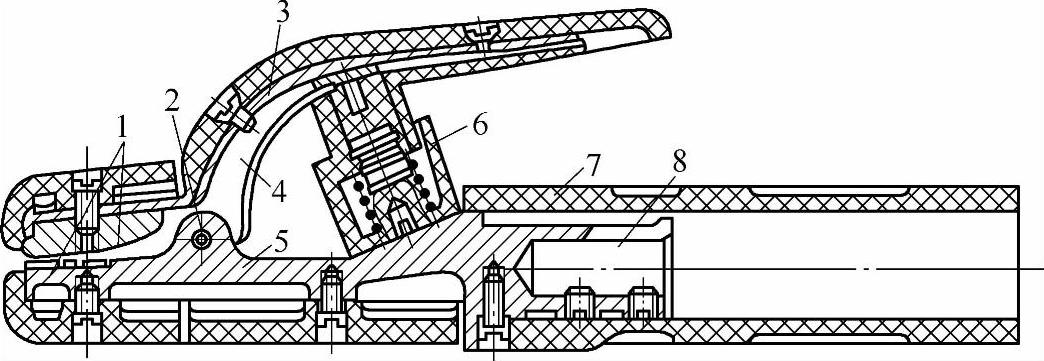
图2-132 电焊钳的结构
1—上、下钳口 2—定位销 3—弯臂罩壳 4—弯臂 5—直柄 6—弹簧 7—胶木手柄 8—焊接电缆接头
表2-31 普通焊钳的技术特性数据

(续)
实际使用经验表明,如果焊钳的绝缘材料采用胶木,不耐焊接电弧辐射热引起的高温,往往在使用数小时后即被烧焦碳化,丧失绝缘作用。国外目前生产的焊钳大多采用玻璃纤维强化耐高温塑料,大大提高了焊钳的使用寿命。如手柄的温升超过规定,主要是电缆接头设计不合理,只靠两只M6的螺钉压紧焊接电缆铜丝芯,造成连接点接触电阻较大,使用大电流(低于焊钳的额定电流)焊接时,手柄的温升可能达到焊工难以握持的程度。此外,由于上述两方面的问题也使弹簧的张力逐渐降低,最终导致焊钳的夹持力下降,严重影响向焊条的导电能力。为延长焊钳的使用寿命,提高其工作可靠性,国内外焊钳专业制造商无论从结构设计,还是关键部件的用材上都作了重大改进。图2-133示出一种新型结构的焊钳,其最大承载电流可达600A,且长时间连续焊接后手柄的温度不超过40℃,重量减轻30%。

图2-133 新型结构的焊钳外形
2.焊接电缆
焊接电缆是从焊接电源向焊钳和焊件传递焊接电流的关键部件。对焊接电缆的技术要求,除了具有足够的导电截面,外包橡胶套管绝缘外,还应有较好柔软性,易于弯曲,便于焊接操作。焊接电缆通常采用多股细铜线绞制而成。国产的焊接电缆有两种型号,截面规格详见表2-32。
表2-32 弧焊电源用橡胶套管焊接电缆规格

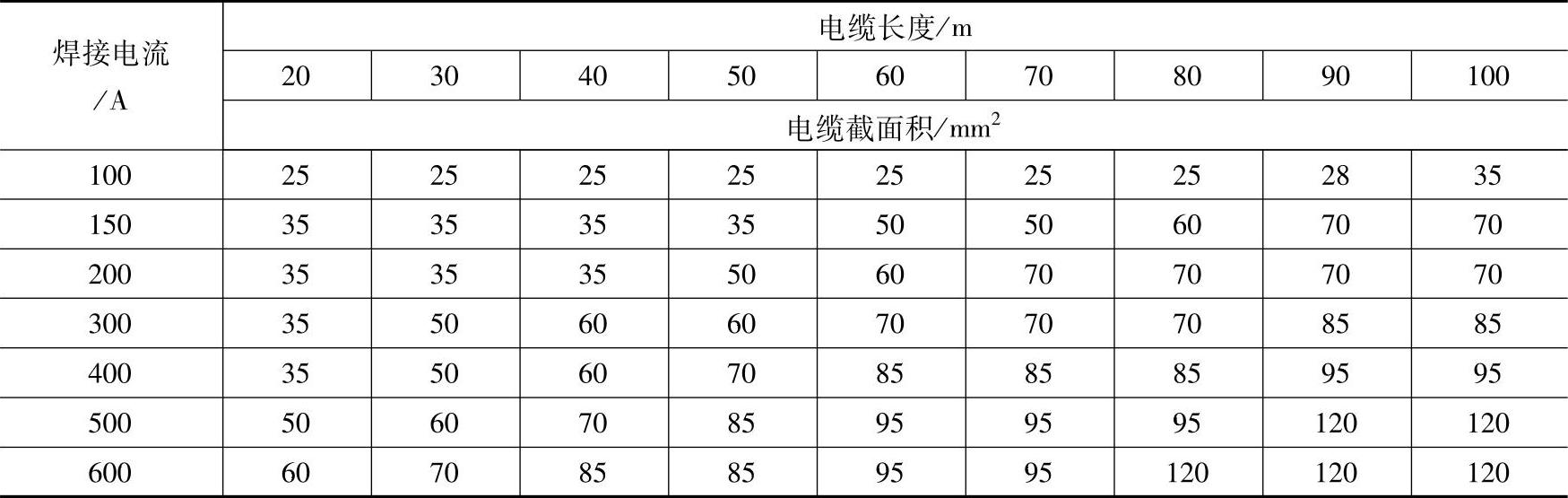
按焊接电缆的柔软度可将其分为两种:标准型和特软型。前者可用于焊接地线,后者则用于焊钳电缆。焊接电缆的规格应按实际使用的最大焊接电流、焊接电缆的长度、负载持续率来选择。表2-33列出焊接电缆截面积与焊接电缆长度和焊接电流之间的关系。一般要求:当以最大焊接电流焊接时,焊接电缆上的压降不应大于4V。
表2-33 焊接电缆截面积与电缆长度和焊接电流的关系
3.焊接电缆快速接头和快速连接器
早期生产的焊条电弧焊焊接电源,二次输出大多采用接线端子和螺母与焊接电缆相接,由于接线端子的接触面积有限,且压紧螺母容易松动,导致接触电阻增大,接线端子发热,影响正常输出,严重时甚至会烧坏接线端子。
近期生产的弧焊电源二次输出端都改用了快速接头。焊接电缆快速接头由插头和插座两部分组成,其外形示于图2-134。插座安装在电源的输出端,插头则与焊接电缆相接。快速接头主体采用导电性良好并具有一定力学强度的黄铜加工而成,外套采用氯丁橡胶绝缘。
焊接电缆快速接头具有接触电阻小、不易局部过热、装拆简便、导电良好的特点,目前已得到广泛的应用。
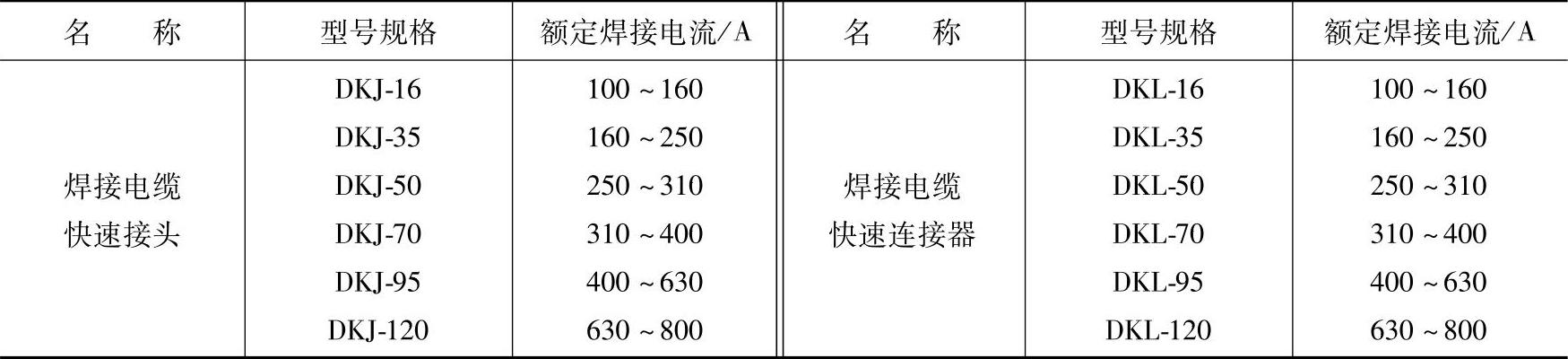
在施工现场如需接长焊接电缆,则可采用图2-135所示的焊接电缆快速连接器。其加工要求与焊接电缆快速接头完全相同。国产焊接电缆快速接头和快速连接器的型号和规格列于表2-34。
 (www.daowen.com)
(www.daowen.com)
图2-134 焊接电缆快速接头的外形

图2-135 焊接电缆快速连接器的外形
表2-34 焊接电缆快速接头快速连接器型号规格
4.焊接地线夹钳
焊接地线夹钳是一种将焊接电缆与焊件紧密连接的器具,以保证焊接电流良好地传导。它对于焊接过程的连续稳定起着重要的作用,但在实际施焊中往往被忽视而导致焊接电弧失稳。焊接地线夹钳有多种形式如图2-136所示。从夹钳的结构上可分弹簧夹钳和螺栓夹钳,前者适用于低负载率,后者适用于大焊接电流。对这种夹钳的基本要求是:夹紧应快捷方便,导电良好。因此夹钳的钳口都采用耐磨的铜合金制成。
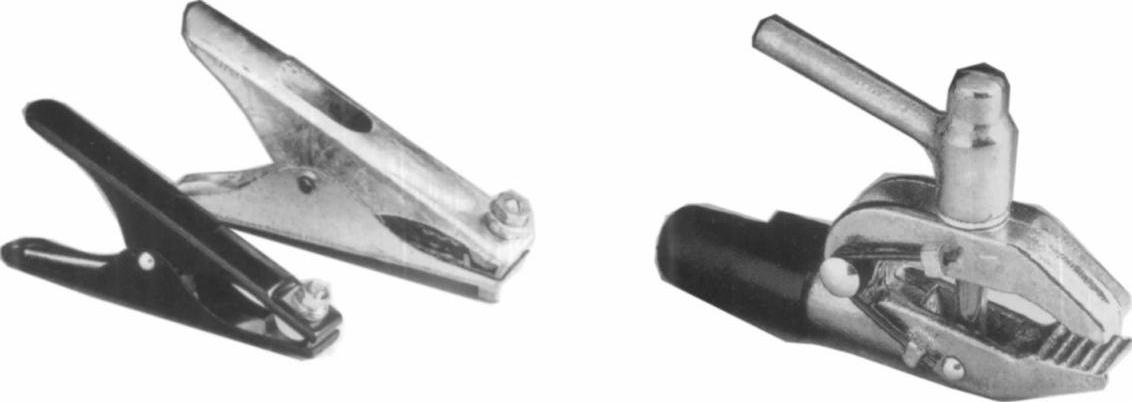
图2-136 各种形式的焊接地线夹钳
如果焊件在焊接过程中需连续旋转,则可采用图2-137所示套筒式地线连接器。
5.焊接面罩
焊接面罩既是防止弧光对焊工面部强烈照射的防护器具,又是焊工观察焊接区不可缺少的工具。焊接面罩按外形结构可分手持式和头盔式两种,分别如图2-138a、b所示。其主要由罩体和护目玻璃框组成。罩体采用耐热塑料或玻璃纤维强化塑料压制而成,护目玻璃安装在面罩正面的框架内。
护目玻璃镜片按其物理特性可分普通护目玻璃镜片和光控护目玻璃镜片。
普通护目玻璃有各种色泽,以褐色和墨绿色为主。为改善防护效果,将受光面镀铬。护目玻璃颜色的深浅分很多挡,可根据焊接电流的大小和焊工视力的好坏按表2-35所列的规格进行选择。护目镜片使用时,应在其两面各加一块尺寸相同的透明玻璃,以保护护目镜片不被焊接飞溅沾污。
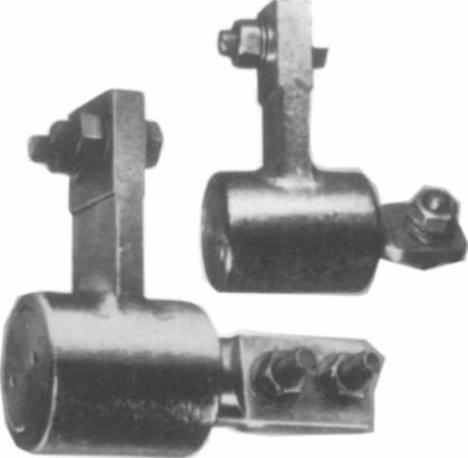
图2-137 套筒式地线连接器
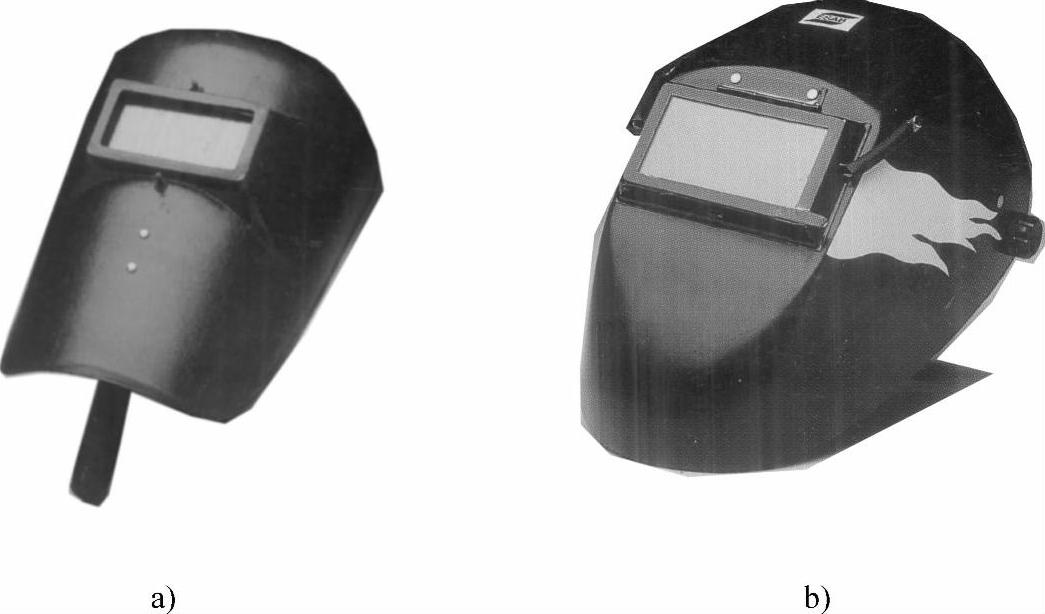
图2-138 电焊面罩的外形
a)手持式 b)头盔式
表2-35 电焊工护目玻璃镜片规格

注:1.镜片外形尺寸(长/mm×宽/mm×厚/mm)108×50×(2~3.8)。
2.遮光号数越大,色泽越深。

图2-139 光控电焊面罩外形
光控护目镜片可根据弧光闪亮,瞬间自动变暗,弧光熄灭,瞬间自动变亮,焊接操作时无需频繁戴、脱面罩,不仅为焊工提供了很大方便,而且还缩短了辅助时间。在实际生产中已逐步推广应用,图2-139示出装有光控护目镜片的电焊面罩。这种面罩的主要功能是:瞬时自动调光,遮光,可靠地滤除紫外线和红外线,有效防止电光性眼炎。
光控电焊面罩的工作原理如下:引弧前,面罩的光电控制系统处于待控状态,光阀滤光玻璃(护目镜)呈亮态,焊工能清楚地看到待焊处表面。引弧时,光敏元件接收光照,触发控制光阀,瞬间由亮态自动转变为遮光,使光阀滤光玻璃(护目镜)呈暗态,挡住强烈的弧光,但可看清电弧和熔池的形态。当电弧熄灭时,光阀滤光玻璃自动返回待控状态,呈亮态,可清楚观察已焊成的焊缝表面。使用经验证明,光控电焊面罩有助于提高焊接质量和工作效率,并缩短焊接电源空载耗电时间,节省电能。但目前这种面罩的价格较贵,在国内焊接生产中应用尚不普遍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




