1.对弧焊电源的一般要求
在焊条电弧焊设备中,弧焊电源是最关键的组成部分,其工作特性不仅决定了焊接电弧的稳定性,而且在很大程度上影响到焊接操作性能。因此对保证焊接质量起到了十分重要的作用。同时也对其提出了不同于一般工业电源的特殊要求。
从使用观点出发,弧焊电源应操作方便,工作安全、可靠,性能良好,持久稳定和容易维修。弧焊电源作为一种大量生产的工业产品,必须考虑其经济性,因此要求其结构简单、体积小、重量轻、便于搬运、制造容易、耗材少、节能、生产成本低。
然而,最重要的是弧焊电源应具有良好的工艺适应性。对于焊条电弧焊用焊接电源必须满足下列工艺要求:
1)引弧和再引弧性能良好。
2)电弧燃烧稳定。
3)焊接电流和电弧电压波动率小。
4)焊接参数调节范围宽。
5)焊接电流控制精度高。
为此,焊条电弧焊用焊接电源应具有各种工作特性。
2.弧焊电源的外特性
弧焊电源的外特性是指在规定的范围内,电源稳态输出电流与输出电压的关系,也称电源的伏安特性。对于焊条电弧焊,焊接电源应具有图2-10所示的下降外特性。这是因为在电弧电源系统中,工作稳定的条件是:电源的伏安特性曲线与电弧的伏安特性曲线必须相交,且交点处的电源伏安特性曲线的斜率应小于电弧伏安特性曲线的斜率。图2-11示出系统稳定工作的关系。由图示曲线可见,电源的下降特性曲线(CC曲线)与电弧的特性曲线(AV曲线)有两个交点:交点a处CC曲线的斜率大于AV曲线的斜率,是不稳定工作点;而交点b处,CC曲线的斜率小于AV曲线的斜率,因此是稳定工作点。
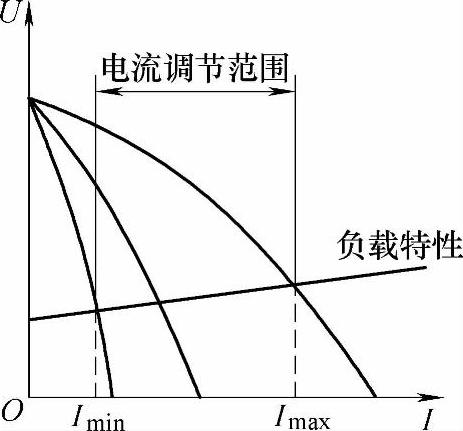
图2-10 焊条电弧焊电源的下降外特性曲线
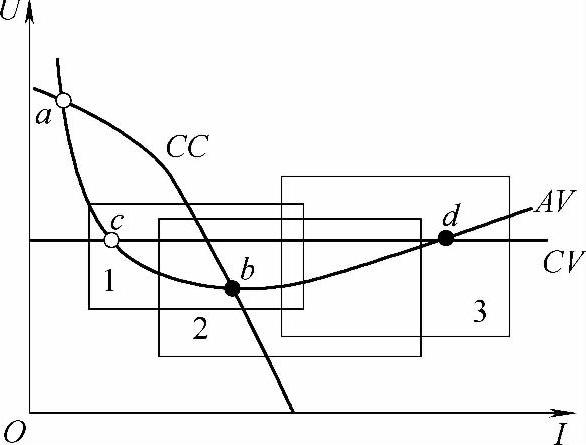
图2-11 电源-电弧系统稳定关系图
对于焊条电弧焊用焊接电源,其下降外特性曲线工作段的斜率应大于7V/100A,即电流变化100A,电压的变化应大于7V。但为保证可靠地引燃电弧,通常要求电源的短路电流至少是工作电流的1.3~1.5倍,这样,电源的外特性应为图2-12虚线所示缓降外特性。
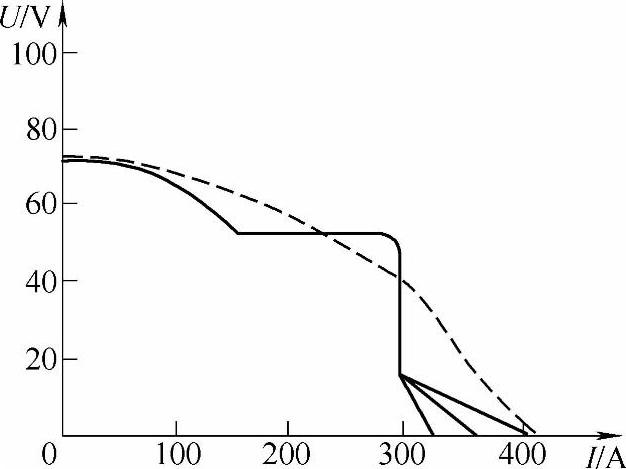
图2-12 保证可靠引弧的外特性曲线
焊条电弧焊时,电弧长度是由焊工手动操纵的,不可避免会发生间断的变化。这就要求焊接电源能在电弧电压波动时,焊接电流基本保持不变。图2-13示出两种斜度不同的外特性曲线及弧长变化时焊接电流的波动范围。从中可以看出,当使用缓降外特性的电源焊接时,弧长从L3变到L2,焊接电流发生了较大的波动(约40A);而使用陡降外特性的弧焊电源时,弧长变化相同的条件下,焊接电流只在15A范围内波动;如采用垂直陡降的外特性,电弧长度变化时,焊接电流不再发生波动,但这对引弧不利。因此理想的外特性曲线的形状应该是图2-14所示的垂直陡降加外拖。考虑到焊条电弧焊时,正常的工作电压,对于碱性药皮焊条为20~24V,酸性药皮焊条为25~28V。因此将电源的外特性在20~30V电压范围内垂直陡降即可满足稳弧的要求。
3.弧焊电源的调节特性
弧焊电源输出不同工作电压和工作电流的可调性称为电源的调节特性。一般是通过调节电源外特性来实现的。对于各种弧焊方法,负载电压与焊接电流都符合某种约定关系。对于焊条电弧焊电源,负载电压U=20+0.04I(约定负载电流)。当焊接电流超过600A时,约定负载电压保持44V不变。
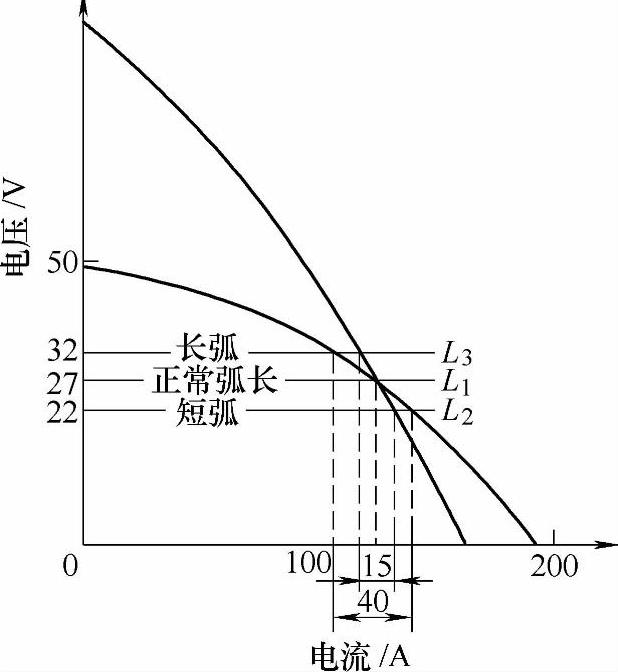
图2-13 电源外特性陡降度对焊接电流波动的影响
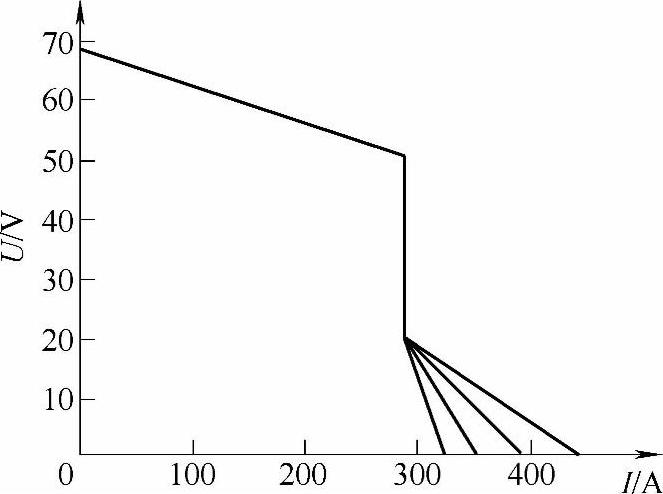
图2-14 垂直陡降加外拖的外特性
为提供不同焊接工艺约定的负载电压和负载电流,焊接电源必须具备相应的调节性能。这种参数的调节,主要通过改变外特性的斜率,使之与电弧静特性曲线相交于稳定的工作点。同时,对应于一定的弧长,只有一个稳定的工作点。因此为使焊接电流和电弧电压在一定范围内可调,弧焊电源的外特性应能均匀调节,以便与电弧静特性曲线多点相交,形成一系列稳定的工作点,如图2-15所示。
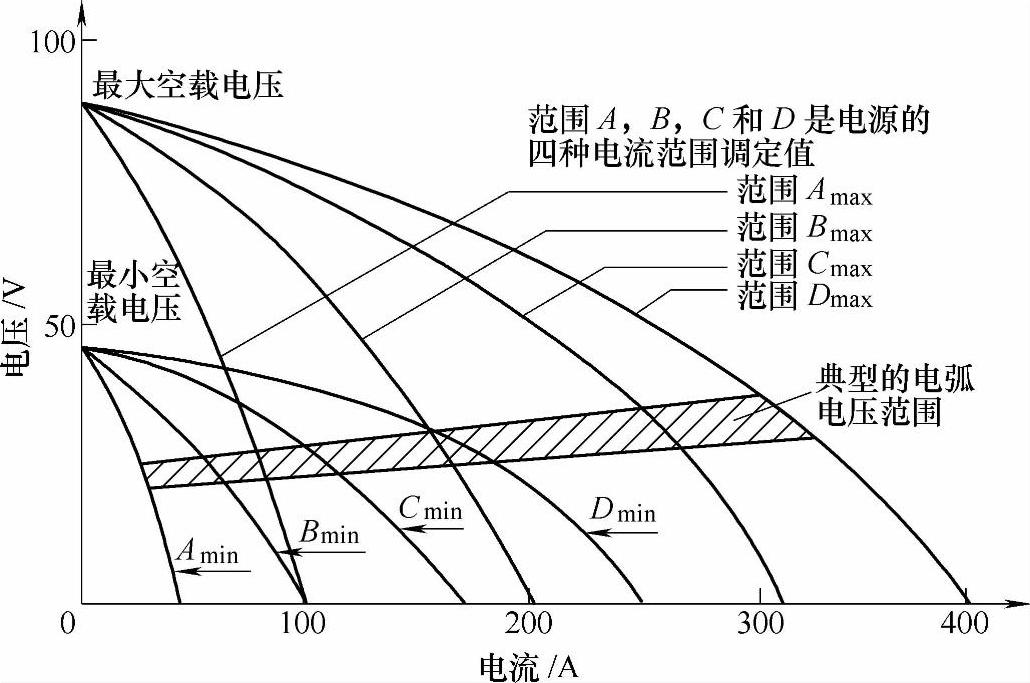
图2-15 弧焊电源的调节特性
4.弧焊电源的动特性
弧焊电源的动特性是指负载状态发生瞬时变化时,电源的输出电流与输出电压的关系,以表征电源对负载瞬变的反应能力。焊条电弧焊过程中,碰击式引弧时,焊条与焊件之间发生短路,然后迅速提起焊条引燃电弧;焊条金属熔滴向熔池的过渡也会发生短路。这些过程都会引起焊接电源负载的急剧变化。由于焊接回路中,总存在一定的感抗,焊接电源的输出电流和输出电压不可能迅速地依照外特性曲线来变化,而需经过某个过渡过程,即动态特性所决定的变化过程。
弧焊电源的动特性在很大程度上决定了它的焊接工艺性能,并主要表现在以下三个方面:
1)电压上升(恢复)速度ΔU/Δt(图2-16)。接触引弧和熔滴短路过渡中小桥爆断之后的电弧再引燃时,电压上升(恢复)速度越快,对引弧和稳弧越有利。
2)短路电流峰值Ip(图2-17)。焊条熔滴与熔池短路时,焊接电流迅速增大,在电磁力与表面张力共同作用下,熔滴形成缩颈,并在短路电流的作用下爆断。此缩颈爆断瞬间的电流值,称为短路电流峰值。其决定了熔滴小桥爆破力的大小,并对焊接飞溅,焊缝成形和焊接过程的稳定性产生重要的影响。因此短路电流峰值Ip不宜过高,应适当加以限制,并与负载电流保持一定的比例关系。
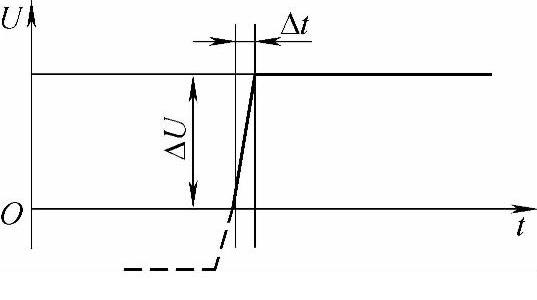
图2-16 电压动特性示意图(https://www.daowen.com)
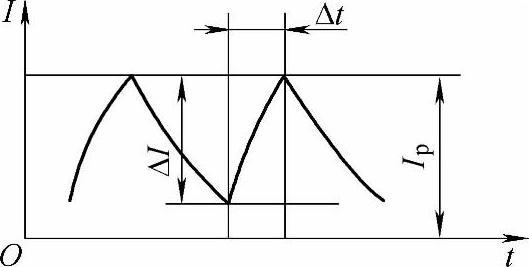
图2-17 电流动特性示意图
3)短路电流的上升速度ΔI/Δt(图2-17)。焊条熔滴与熔池短路时,焊接电流变化的速度称为短路电流上升速度。它直接影响到焊接飞溅和焊缝成形。短路电流上升速度太快,会增大熔滴小桥的爆破力,加剧飞溅的形成,对焊缝成形也不利。因此短路电流的上升速度应加以适当控制。
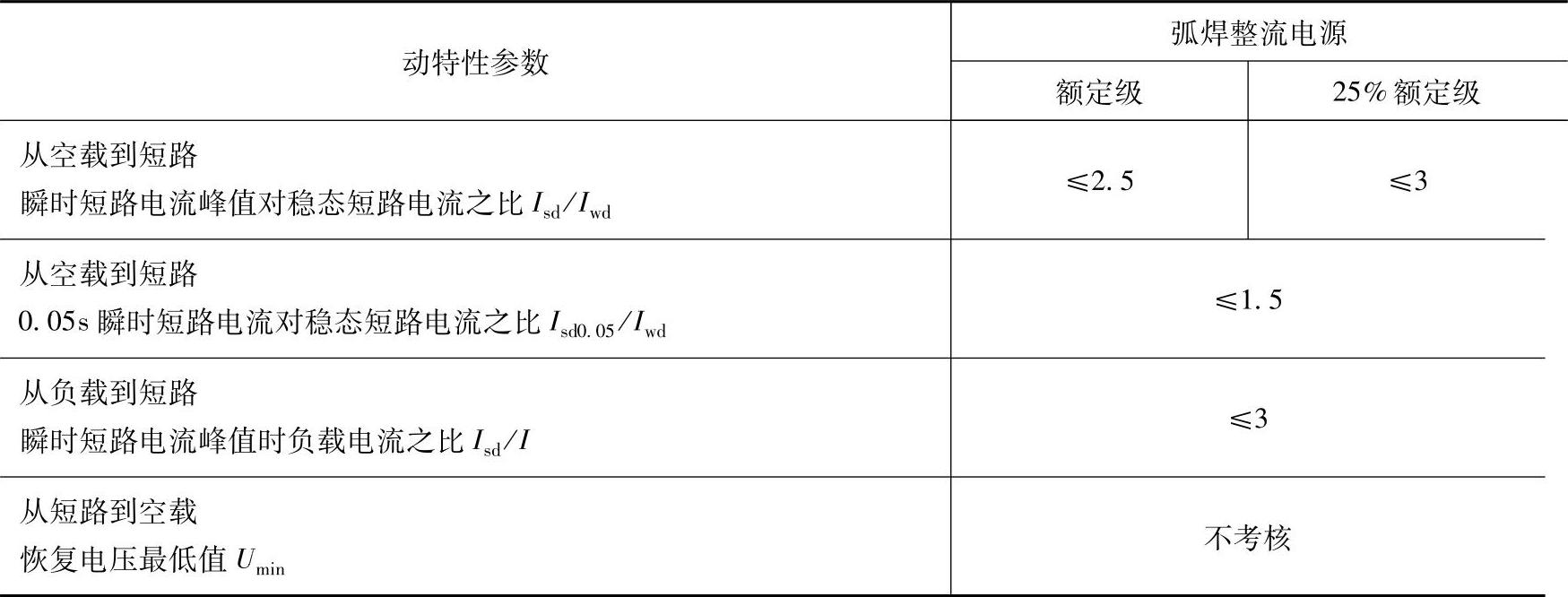
我国现行标准对弧焊整流电源的动特性指标作出了明确的规定,详见表2-1。
表2-1 手工直流弧焊电源动特性指标
5.弧焊电源的负载持续率
焊条电弧焊用电源通常在断续状态下工作,因此其一个重要技术特性指标是负载持续率。弧焊电源以断续的方式工作时,其负载的持续时间与整个工作周期时间的百分比值称为负载持续率(FC),即:

或

弧焊电源工作状态如图2-18所示。
按GB15579.1—2004《弧焊设备 第1部分:焊接电源》,工作周期定为10min。例如一台额定电流为400A的弧焊电源FC=60%,意即在400A电流下可连续焊接6min、停焊4min。通常,焊条电弧焊焊接电源的负载持续率定为60%,用于维修作业的弧焊电源的负载持续率为35%,而便携式弧焊电源的负载持续率一般定为20%。
但在实际焊接生产中,焊件的焊缝数量和长短是千差万别的,焊接电源的实际负载率往往低于或高于电源的额定负载持续率。不同负载持续率下允许使用的焊接电流可按下列公式计算:

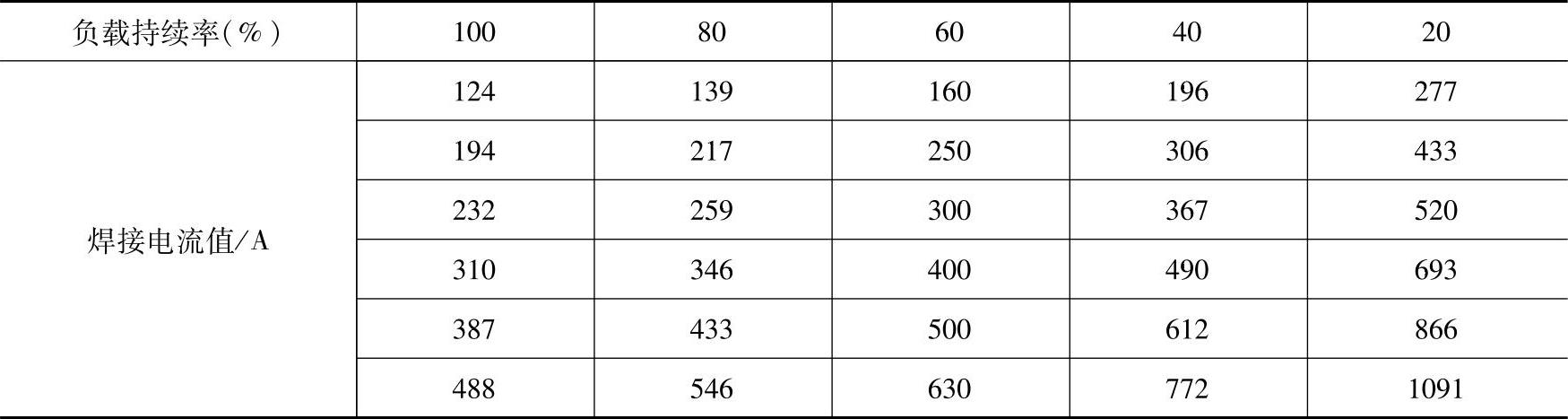
为便于查找,表2-2列出按上式计算的不同负载持续率下允许使用的焊接电流值。
表2-2 不同负载持续率下的许用电流值
以额定焊接电流为500A,额定负载持续率60%的弧焊电源为例,如焊接电源的实际负载持续率为40%,则容许使用的最大焊接电流为610A。但连续焊接的时间不应超过4min。空载运行不少于6min,否则焊接电源将超载而使温度升高。表2-3列出电源各部分的温升限值。温升超过限值,就会使绝缘性能下降,导致电源寿命缩短。温升过高,甚至可能烧坏电源。
表2-3 电源各部分温升限值
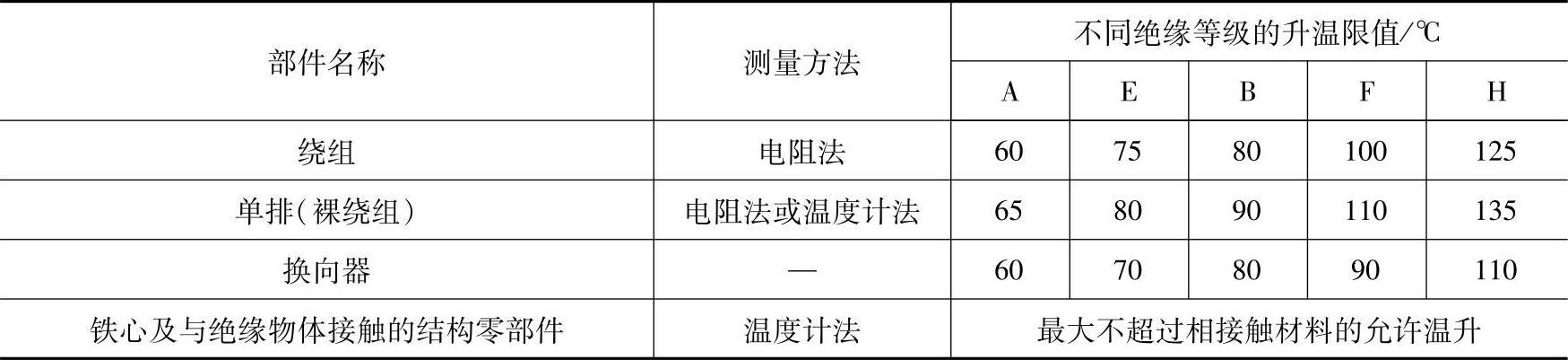
由表2-3数据可知,焊接电源的额定负载持续率和实际负载持续率与允许焊接电流之间并不是简单的数字关系,它在很大程度上取决于弧焊电源的结构和绝缘等级。因此国外某些著名的焊接设备制造厂商,都在产品说明书中附有负载持续率曲线图,列出了不同负载持续率下允许使用的最大焊接电流。图2-18示出美国Miller公司Gold Star系列手工弧焊电源的负载持续率曲线图。
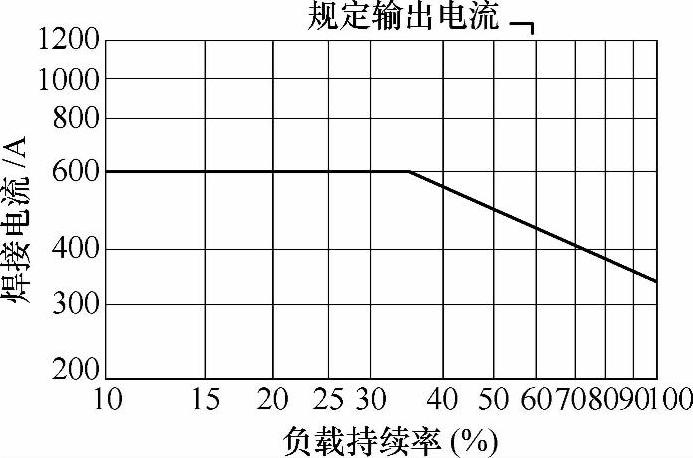
图2-18 Gold Star系列弧焊电源的负载持续率曲线
6.弧焊电源的空载电压
弧焊电源的空载电压是输入电源已接通,但无输出电流工况下,输出端子上的电压。空载电压是影响引弧特性和电弧稳定性的重要特性参数,也是直接关系到电源结构尺寸的主要设计指标之一。从保证引弧容易和电弧稳定性出发,电源的空载电压越高越好,但从安全性和降低制造成本的角度考虑,应采用较低的空载电压。现行的弧焊电源国家标准对焊条电弧焊焊接电源空载电压规定如下:交流弧焊电源空载电压不得超过80V,直流弧焊电源空载电压不得超过100V。目前国产交流弧焊电源的空载电压在70~80V范围内。直流弧焊电源的空载电压在60~70V之间。实际使用经验表明,交流弧焊电源的空载电压低于65V时,引弧就比较困难。但在施工条件十分恶劣的场合下,从安全性出发,往往要求采用低空载电压的弧焊电源。为解决这一矛盾,目前已研制出装有空载电压自动转换装置的弧焊电源。即在不施焊时,电源的空载电压自动降低到60V以下的安全电压。一旦焊条接触焊件,空载电压自动转至高电压,以利引弧和稳定电弧。
7.焊接电流的调节范围及控制精度
弧焊电源的焊接电流调节范围是指电源能连续稳定输出的最小焊接电流至最大焊接电流的范围,它是弧焊电源的主要技术特性之一,是表征焊接工艺适应性的性能指标。从使用角度出发,希望焊接电流的调节范围越宽越好。为满足不同直径焊条的焊接,最小焊接电流应为20A,最大焊接电流应达到450A。但这将大大增加焊接电源的设计和制造成本。因此从经济性考虑,焊接电流范围为60~320A已基本满足要求,可适用于直径φ2.5~φ5.0mm的焊条。一种简化的设计方案是将焊接电流调节范围分成两挡。一挡是小电流,另一挡是大电流。既满足了焊接工艺的要求,又简化了电源的设计结构,降低了制造成本。
正如前所述,焊条电弧焊电源是一种恒流电源,焊接过程中焊接电流的稳定性取决于电源外特性的陡降度。焊条电弧焊时,焊接电流是决定电弧热量的最重要的参数。因此在焊接过程中焊接电流的波动越小越好。弧焊电源应从设计结构和制造工艺上保证在长期使用过程中外特性曲线不发生变化。在焊接质量要求较高的焊件时,焊接电流的波动率应控制在±5%以下。为实现这一目标,焊条电弧焊电源也应精心设计和精细制造。
控制焊接电流的另一个问题是焊接电源中焊接电流调节机构的设计。在现代电子控制的弧焊整流器中,都已采用电位计或数字编码器作为焊接电流调节元件,可对焊接电流进行精确的设定和调节。调节精度不低于1%,完全满足了焊条电弧焊的工艺要求。但国产标准型动铁心式、动圈式和抽头式弧焊变压器的焊接电流调节机构,其设计结构过于简单,加工工艺粗糙,不仅电流调节刻度间距大,而且在焊接时,由于变压器铁心的振动,致使调节手柄位移、偏离调定位置,给焊工的操作带来诸多不便,更难以保证焊接质量。
然而,弧焊变压器完全可设计和制造成可精确调节和控制焊接电流的焊接电源。图2-19示出美国Miller公司生产的Thunderbolt XL AC225型弧焊变压器的外形和焊接电流调节刻度盘标记,其调节精度为1A,满足了高质量焊接的要求。
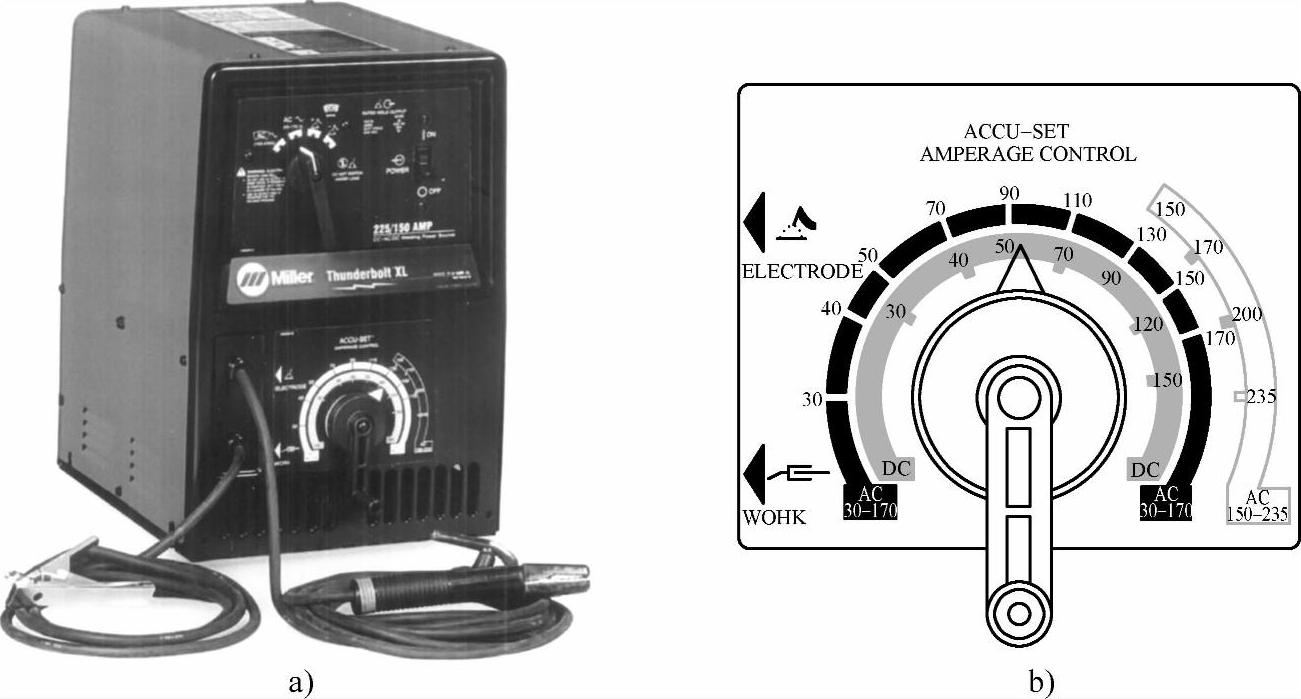
图2-19 Thunderbolt XL AC225型弧焊变压器的外形及焊接电流调节刻度盘标记
a)外形 b)刻度盘标记
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





