1.焊接电弧的形成过程
在物理学中,电弧是被定义为一种气体放电现象。当两带电物体的电位差达到一定数值时,它们之间的空气即被电离而产生瞬时放电。在自然界中,闪电就是最常见的气体放电现象。这种气体放电的特点是高电压、低电流。
焊接电弧则是一种人为的气体放电现象。焊接电源向电极(焊条)和焊件供电,建立一定的电位差,此时,电极通过与焊件瞬时短路,加热熔化电极端部,产生热电子发射,而使电极与焊件之间的气体电离,引燃电弧。焊接电弧与闪电不同,其特点是低电压、大电流、持续放电。图2-5描绘了焊接电弧的形成过程。
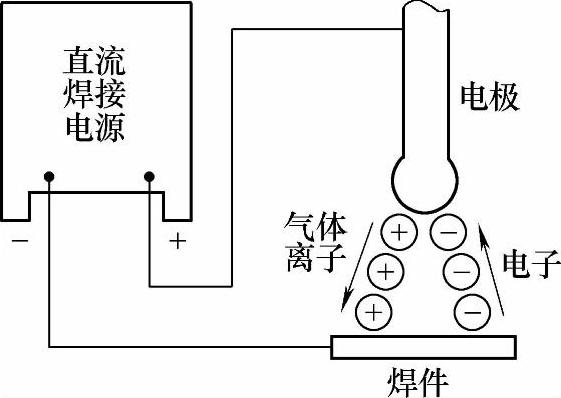
图2-5 焊接电弧的形成过程
在常态下,气体是非导电体。为使其导电,必须加以电离,即在气体中必须存在足够数量的自由电子和正离子。
焊条电弧焊时,焊条与焊件之间气体的电离和电弧形成的过程可作如下描述。当焊接电源两输出端分别与焊条和焊件相接,并处于供电状态时,一旦焊条与焊件短接,短路电流通过,使焊条端部和焊件表面的突出点立即熔化,并形成液态小桥。当提升焊条时,这些液态小桥相继爆断,形成金属蒸气。这样在焊接电源供电电压作用下,形成较大的电场强度,电子从阴极发射,并在电场的作用下快速飞向阳极,途中与中性气体粒子相撞,将其分离成电子和正离子,即产生电离。电子被阳极吸收;而正离子向阴极移动,产生持续的放电,形成稳态的焊接电弧。
2.焊接电弧的能量分布
焊接电弧物理的研究表明,电弧的能量在其整个长度上的分布是不均匀的。如图2-6所示,按其压降,电弧可分成三个区域。靠近阴极的区域,为阴极压降区,其长度约为10-5~10-6mm;靠近阳极的区域为阳极压降区,其长度约为10-3~10-4mm;中间部分为弧柱区。从图示曲线可见,阴极压降和阳极压降均大于弧柱压降。
电弧在燃烧过程中,在电极(焊条)和母材上会形成活性斑点,是电弧温度最高的区域。阴极上的活性斑点,称为阴极辉点;阳极上的活性斑点称为阳极辉点。弧柱的热量相对较低。电弧的最高温度可达6000~7000℃,在阴阳两极的最高温度接近于金属的沸点。由此可见,电弧的能量主要集中于阴极和阳极区,对焊条和母材的熔化起主要的作用。
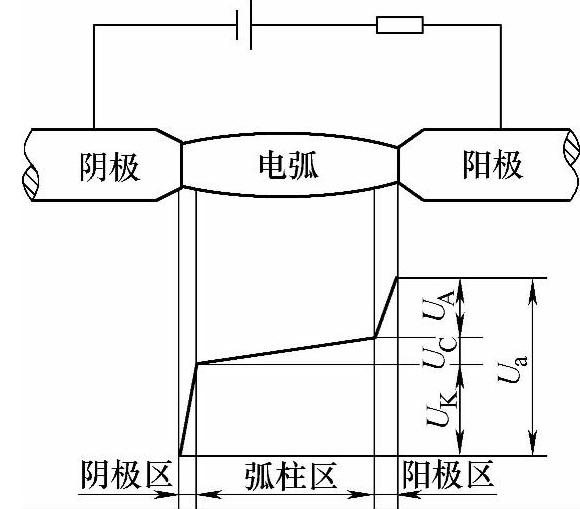
图2-6 焊接电弧各区域的电压分布
UA—阳极电压降 UK—阴极电压降 UC—弧柱电压降 Ua—电弧电压
3.焊接电弧的伏安特性
设计各种电源时,负载的伏安特性是最重要的设计依据。所谓负载的伏安特性就是负载两端的电压与流经负载的电流之间的关系。通常,用电流为横坐标,电压为纵坐标的直角坐标系表征负载的伏安特性,并称为伏安特性曲线。弧焊电源中的负载是电弧,为正确设计弧焊电源,必须分析研究焊接电弧的伏安特性。图2-7示出焊接电弧的静态伏安特性曲线。电弧电压与焊接电流呈非线性关系。(www.daowen.com)
焊接电弧的伏安特性受电弧气氛的性质和电极材料种类的影响,但总体的变化趋势是相似的。由图2-7所示的曲线可见,在低电流的A区,电弧电压随着焊接电流的增大而降低,呈电阻特性;在中等电流的B区,电弧电压几乎不随焊接电流的变化而增减,即呈恒压特性;在高电流的C区,电弧电压与焊接电流呈线性关系,类似于电阻的特性。大量的试验结果表明,不同弧焊方法的焊接电弧伏安特性是不同的:钨极氩弧焊(TIG)的焊接电弧基本上在A—B区,即图中方框1区域内工作,焊条电弧焊的电弧伏安特性则处在B—C段,即图中方框2区域;而熔化极气体保护焊(MIG/MAG)的电弧伏安特性则大部分在C段,即图中方框3所示的区域内。
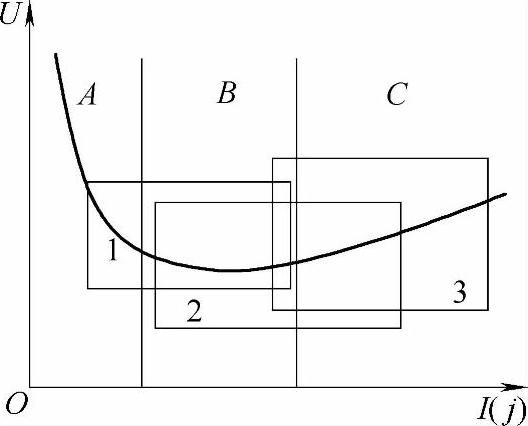
图2-7 焊接电弧的伏安特性曲线示意图
1—TIG焊工作区 2—焊条电弧焊/埋弧焊工作区 3—MIG/MAG焊工作区
4.焊接电弧的动特性
焊接电弧的动特性是指在一定的弧长下,当焊接电流快速变化时,电弧电压与电流瞬时值之间的关系。
(1)直流脉动电流的电弧动特性 当使用直流脉动电流焊接时,焊接电流快速变化下的电弧伏安特性曲线不再遵循图2-7所示的关系,而出现图2-8所示的变化。
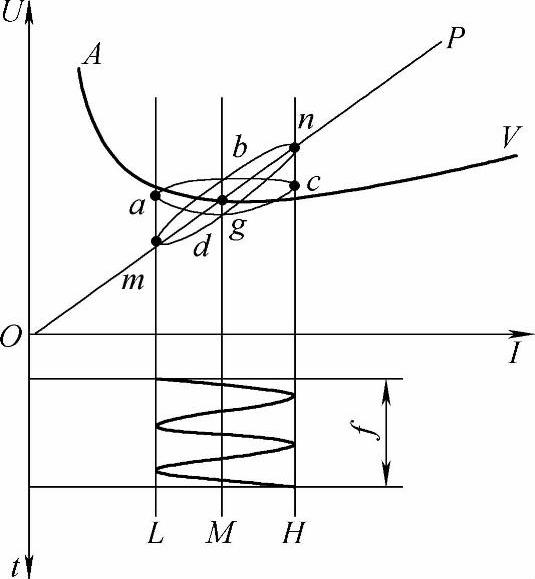
图2-8 电弧动特性曲线示意图
在图2-8中,曲线AV是电弧的静态伏安特性曲线。如焊接电流为直流脉动,其幅值变化范围是从最低值L到最大值H,脉动频率为f。当频率很低时,电弧电压基本上按AV曲线变化。当频率f较高,电流从最低值L上升到最高值H时,电压的变化轨迹是abc;电流从最高值H下降到最低值L时,电压的变化轨迹是cda。当频率很高,电流从最低值L上升到最高值H时,电压的变化轨迹是mbn;电流从最高值H下降到最低值L时,电压的变化轨迹是ndm。由此可见,电流脉动频率f越高(焊接电流变化速度越快),电弧动特性曲线与静特性曲线的差别越大。但电弧柱的导电机制是气体电离,其电离程度主要取决于电弧的温度,而电弧温度是由焊接电流的加热作用所决定的。精确的测量数据表明,电弧温度的升降相对于焊接电流的变化存在一定的滞后现象。因此当焊接电流的脉动频率升高时,电弧电压的变化轨迹将脱离静特性曲线。当焊接电流变化速度极快时,电弧的动特性曲线将与OP线重合,OP线是过坐标原点O和电弧静特性曲线AV上g点的一条直线,g点是焊接电流有效值M与电弧静特性曲线的交点。这表明,在高频脉动电流下,电弧伏安特性呈线性关系。电弧的温度恒定不变,稳定在g点所对应的温度状态下。
(2)交流电电弧的动特性 在焊条电弧焊中,经常使用交流焊接电源。交流电电弧的动特性与直流脉动电流电弧的差别在于存在电流过零点周期。因此在交流电弧中,存在电弧熄灭和再引燃的问题。为保证电弧可靠地再引燃,必须在电流过零点时施加较高的电压。对于正弦波交流电源,可以使用大电感产生足够大的电压超前角,当电流过零点时,电压已升高到超过再引燃电压的数值。正弦交流电的电弧动特性曲线如图2-9所示。
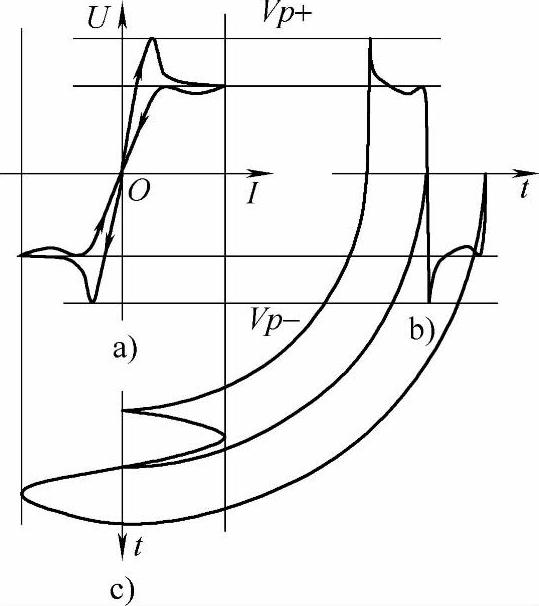
图2-9 正弦交流电的电弧动特性曲线示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






