鉴于焊条电弧焊具有上述一系列的优点,目前已在下列各类焊接结构制造行业中得到广泛的应用。
1.在建筑结构制造中的应用
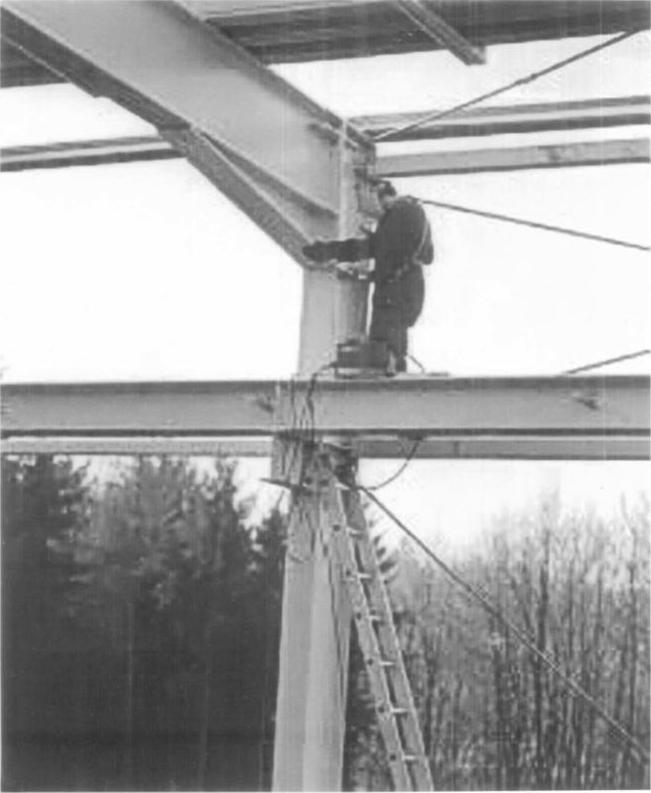
建筑钢结构,包括民用高层建筑、大型公共建筑和重型厂房建筑均采用各种形式的钢结构,结构件大都是角钢、槽钢和工字钢等型材,对于某些轻钢结构开始采用圆钢管和矩形钢管。这些型材的接头大多数需要焊接且焊接位置多变。在安装现场,焊缝的布置更是层错交叉,无法采用机械化和自动化焊接方法。因此除了钢结构预制件外,建筑钢结构的焊接接头几乎全都采用焊条电弧焊。建筑结构制造业也就成为焊条电弧焊应用比率最高的制造行业,图1-13示出建筑钢结构焊接实况。
2.在船舶结构制造中的应用
船舶结构,包括军舰和民用船舶均已发展成为全焊结构。最大的吨位已达30万t,船体结构除外层船壳外,内部均为骨架式结构,采用型材和板材组焊而成,焊接工作量相当大。在近代船舶制造中,已大量采用各种高效的自动与半自动焊接方法,但骨架结构复杂,结构元件间距狭小,且焊缝成三维布置,很难使用机械化焊接。因此这些结构件目前仍采用焊条电弧焊,其工作量约占总焊接工作量的50%~60%。船舶制造行业仍然是焊条电弧焊的主要应用领域之一。图1-14示出船体骨架结构焊接实况。
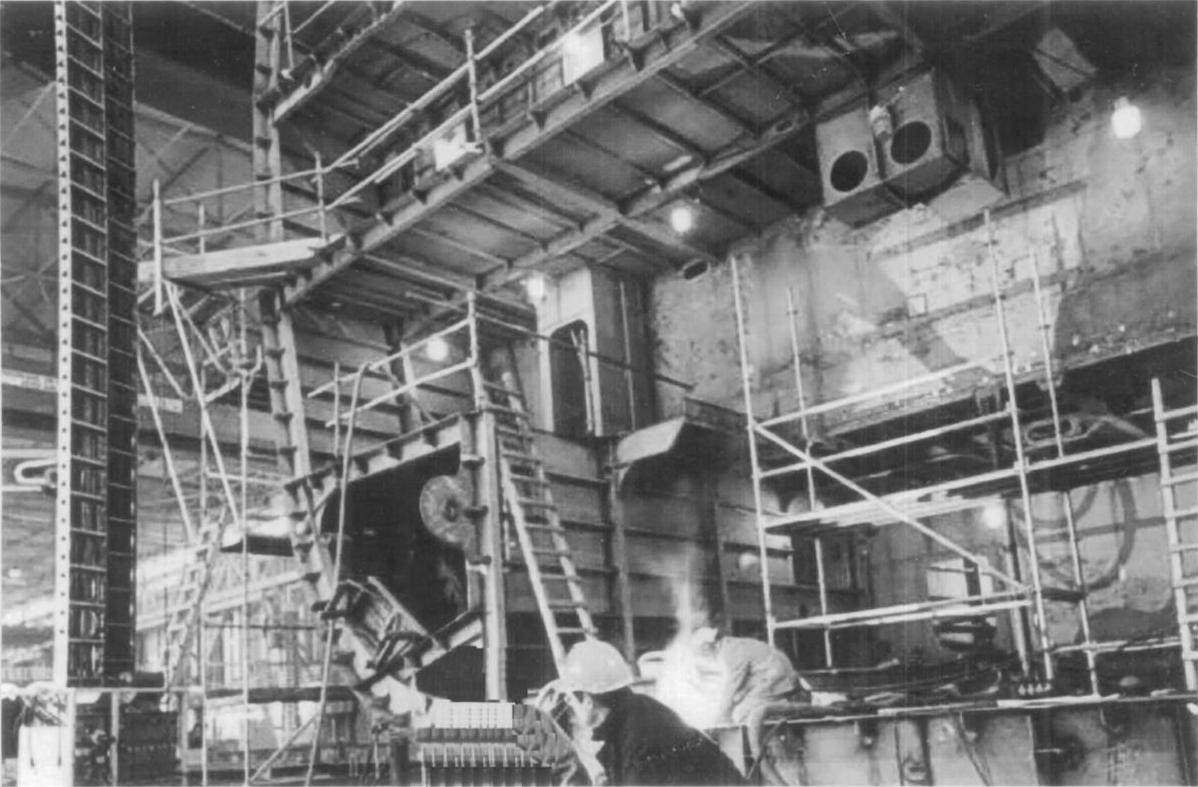
图1-14 船体骨架结构焊条电弧焊实况
3.在海洋工程结构制造中的应用
海洋工程结构主要是指海洋油气钻井平台,生产平台和油气集输系统,如图1-15所示。它是一种大型,复杂,特殊的工程全焊结构。因其常年固定在海上作业,工作条件极其恶劣,要经受海洋波浪、潮流、风暴、地震、海啸和寒冷气候的侵袭。因此采用各种优质钢材制成,并对焊接接头提出了十分严格的要求。
目前,钻井平台主要为导管架型平台结构,大多采用桁架式管结构,由各种不同规格的厚壁管相贯组焊而成。因此接缝轨迹多为马鞍形曲线,且节点的空间位置狭窄,难以进行机械化焊接而必须采用焊条电弧焊。这样,海洋工程结构制造业已成为促进焊条电弧焊进一步发展的行业。
4.在输油输气管线安装施工中的应用
当今,为解决各国燃料供应紧张的状况,跨国输油输气管线的铺设工程大量上马,管线长达数千公里,安装接缝数量上万,焊接工作量巨大。为加快管线安装焊接速度,曾试图推广全位置自动MIG/MAG焊,但接缝的装配质量往往达不到自动焊接的要求,而退回到使用工艺适应性强的焊条电弧焊。目前是通过采用高效药皮焊条和先进的焊接工艺提高焊条电弧焊的效率。也可安排由两名焊工同时焊接一条对接环缝,加快焊接速度,如图1-16所示。
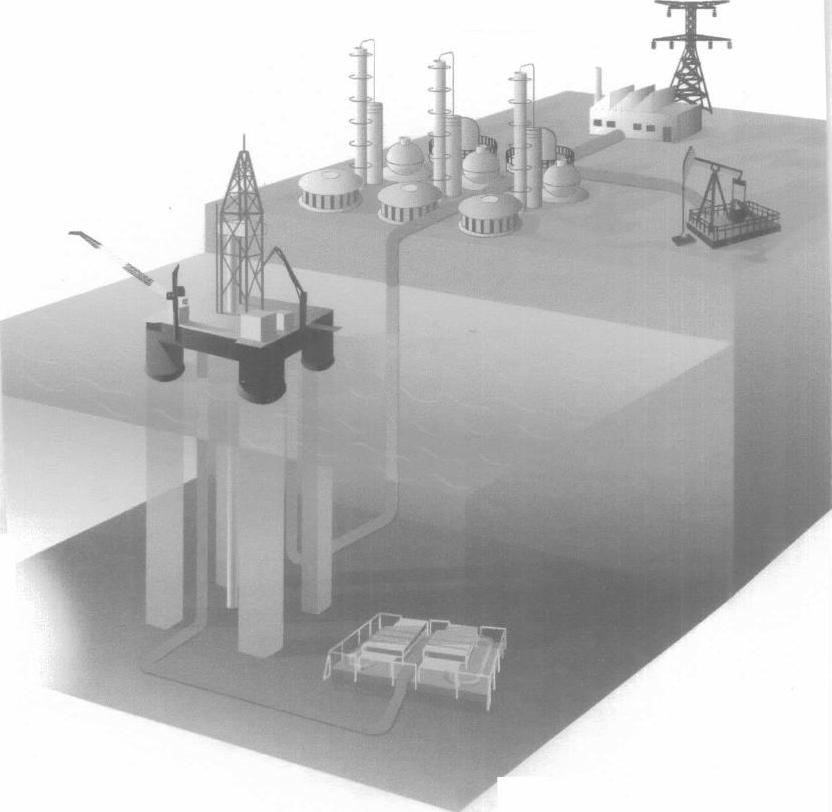
图1-15 海洋油气钻井平台、生产平台和油气集输系统示意图(www.daowen.com)
5.在大型液化气储罐建造中的应用
建造大型液化气储罐是能源储备具有战略意义的重大举措。我国各大沿海城市都在建造或计划建造大量的液化气储罐,并向大型化发展,大型液化气储罐容量已达15万m3,储罐直径为80m,高度为40m,今后有可能增大到30万m3。一台大型液化气储罐的焊缝总长近万米,焊接工作量十分可观。因此在工程建设上总是要求尽可能采用效率较高的机械化焊接方法。目前,大型储罐安装环缝已基本采用埋弧焊,而厚25mm以下筒体纵缝拼接,因施工条件恶劣,仍需采用焊条电弧焊。此外,液化天然气(LNG)储罐的工作温度为-196℃,液化石油气(LPG)储罐的工作温度为-60℃,储罐壳体的材料必须相应选用9%Ni(质量分数)和3.5%Ni(质量分数)低温钢,并对焊缝金属的低温性能和质量提出苛刻的要求。为使焊接接头达到大型液化气储罐制造技术条件规定的设计寿命,必须采用镍基合金焊条焊接。从而使焊条电弧焊进入高端技术领域,开辟了新的应用范围。图1-17示出正在建造的大型液化气储罐全貌。
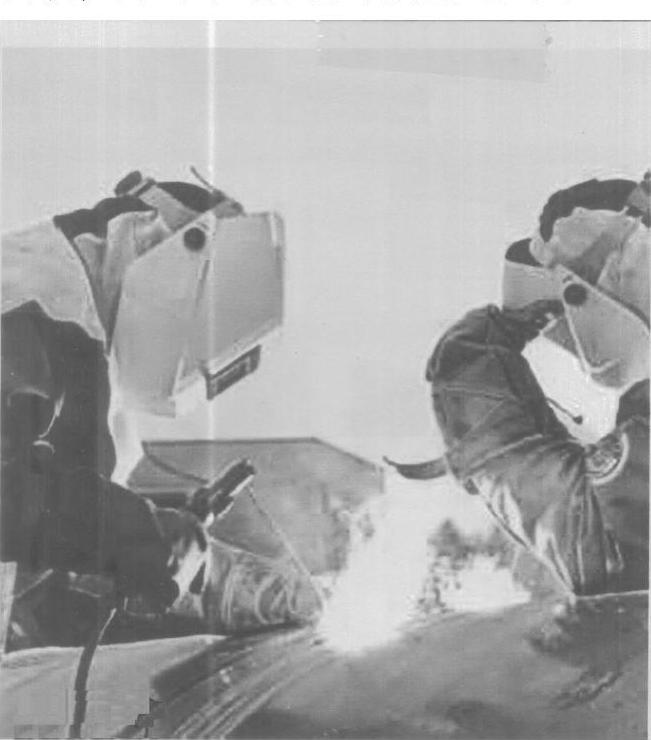
图1-16 两名焊工同时焊接管线对接环缝的实况
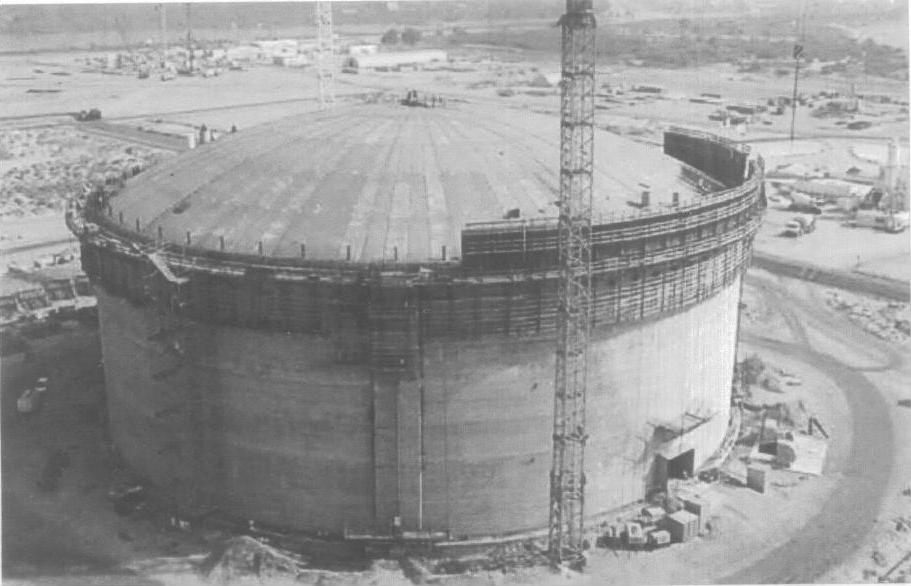
图1-17 正在建造的大型液化气储罐全貌
锅炉、压力容器和化工装备是对焊接质量要求最高,焊接工作量相当大的全焊结构。因大部分受压部件的形状较简单、规则,为实现焊接过程机械化和自动化提供了条件。目前,我国大部分大中型锅炉、压力容器制造厂的焊接自动化率已达到70%~80%。焊条电弧焊主要用于锅炉锅筒、压力容器壳体上的各种接管,附件和内部设备,锅炉集箱成排接管,锅炉蒸汽管道弯管接头,以及其他难以实现焊接自动化的结构部件。在电厂和化工装备的安装中,数以万计的安装焊缝大部分采用焊条电弧焊。因此在锅炉、压力容器和化工装备制造中,焊条电弧焊仍然是主要的焊接方法之一。图1-18示出某化工厂生产装备一角,其安装焊缝之多,焊接工作量之大可以想象。
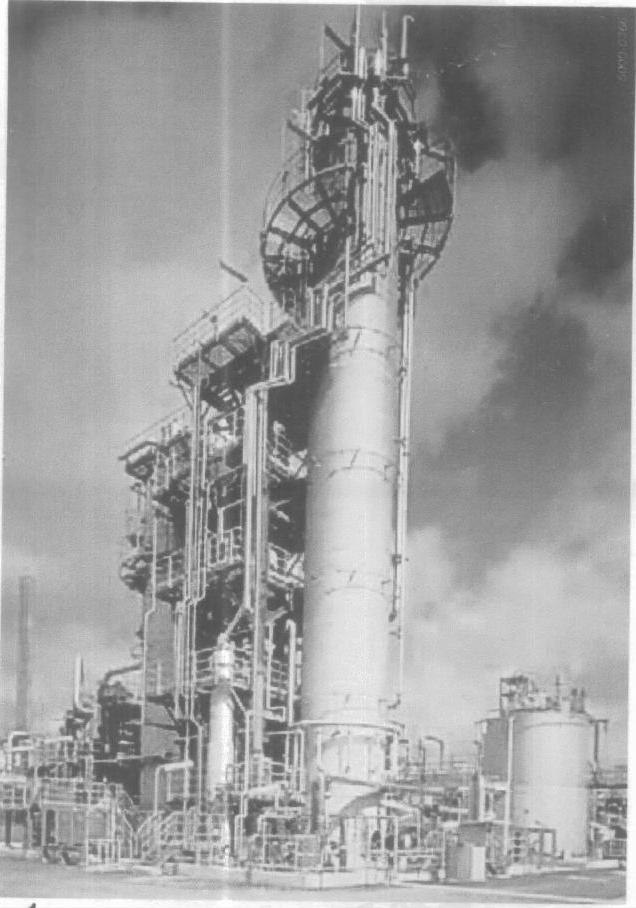
图1-18 某化工厂生产装备一角
7.在其他焊接结构制造中的应用
在现代工业生产中,焊接技术的应用已扩展到各种机床结构、车辆结构、矿山和工程机械结构、起重机结构和航空航天工程结构制造中。这些新兴制造行业的崛起与工业现代化密不可分,焊接自动化进程相对较快。例如汽车制造业,目前基本上采用装焊自动生产线进行生产。又因车身结构及零部件均为薄板件,故在汽车制造行业,焊条电弧焊几乎无立足之地。大型客车底盘多采用型钢结构,其中部分接头可采用焊条电弧焊,但近期已逐步被CO2气体保护焊或MAG焊所取代。
在矿山和工程机械生产中,因其需求量较大,要求最大限度地提高焊接生产率,焊接自动化比率上升较快。但因其部件结构的特殊性,仍有相当一部分工作量由焊条电弧焊和手工MAG来完成。尤其在中小型企业,焊条电弧焊仍占有相当大的比率。
在机床结构和起重机结构制造中,焊接技术的发展也较快,大量采用了先进高效的自动化焊接装备。迄今为止,焊条电弧焊的应用比率为30%~50%。
综上所述,焊条电弧焊在各类焊接结构的制造中仍占有重要的地位。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







