焊条电弧焊除了使用常规的药皮焊条外,还可采用特种规格的焊条进行所谓重力焊和躺焊,以提高焊接效率,减轻焊工劳动强度。
1.重力焊
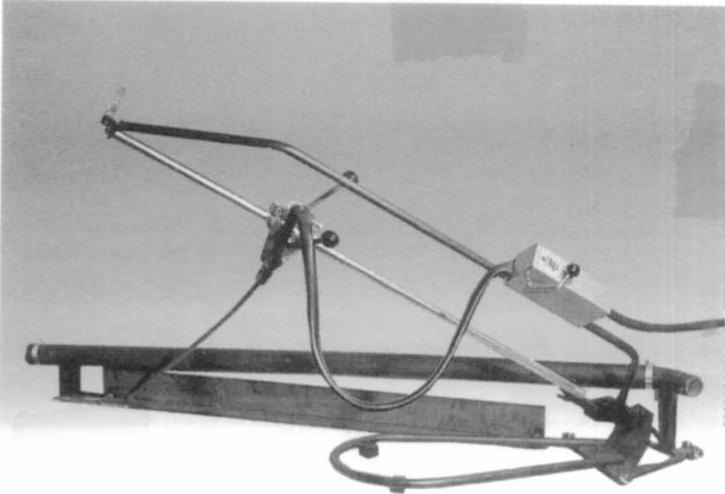
重力焊是利用特种钛型铁粉焊条的特点和简易的操作支架,实现半机械化焊接的焊条电弧焊工艺方法。重力焊是依靠焊条端部熔化后可形成深的套筒,使焊条能直接支撑在焊件表面,故也称为“接触”焊。这种焊条应具有良好的引弧性能,焊条端部一接触焊件即能引燃电弧。重力焊的操作支架结构外形示于图1-10。焊接前,将焊条装在可沿滑轨移动的焊钳上,并使焊条端头靠在始焊处,接通焊接电源后,焊条即行自动引弧。随着焊条的均匀熔化,焊钳在自重作用下沿滑轨向下移动。因焊条与焊件有一定的倾角,当焊钳下滑时,焊条也沿焊接方向前移,形成焊缝。当焊条熔化到末端时,焊钳已下滑到滑轨的弧形弯头处而翻转,使电弧熄灭。
重力焊用焊条直径通常为5.0mm、5.6mm、6.0mm、6.4mm、8mm,焊条长度一般为700mm,最长可达1200mm。重力焊时,因焊条长度较长,适用的焊接电流应略低于普通焊条,故焊接效率的提高并不明显。但因重力焊架的操作比较简单,一名焊工可同时操作多台重力焊操作支架,焊接效率可成倍提高。
2.躺焊
躺焊是一种将焊条卧放于接缝上,从一端引弧后焊条自动连续熔化而形成焊缝的一种工艺方法。躺焊过程示意图见图1-11。采用这种方法施焊的焊缝,其宽度比焊条直径略大,焊缝表面光滑均匀。
躺焊时应选用厚药皮焊条,药皮厚度至少为1.6mm。焊条直径应为φ5.0~φ8.0mm。焊条长度可视焊缝长短而定,通常在450~1000mm范围内。为使焊条紧靠焊件表面,保证电弧燃烧稳定,防止焊条在焊接过程上翘,应采用图1-12所示的夹板将焊条压紧在焊件接缝上。夹板可采用铜板或钢板制成。焊条与夹板之间应用厚纸条隔离。
躺焊一般用于空间位置狭窄不便施焊的接缝。
 (www.daowen.com)
(www.daowen.com)
图1-10 重力焊操作支架结构外形
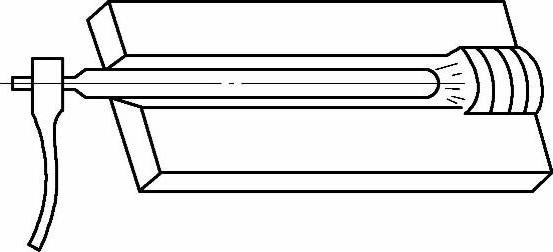
图1-11 躺焊过程示意图
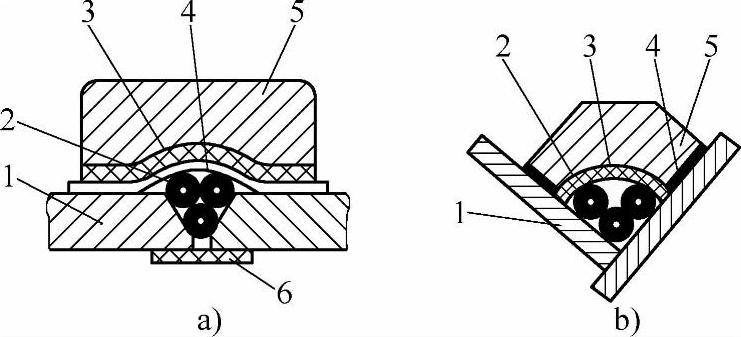
图1-12 躺焊时固定焊条的方法
a)对接接头 b)角接接头
1—焊件 2—焊条 3、4—衬垫 5—夹板 6—焊缝下的衬垫
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





