焊条电弧焊是利用焊条与焊件之间的电弧热量,熔化母材和焊条芯金属,形成共同的熔池,连接焊件的一种焊接方法,其焊接过程基本原理示于图1-5。从中可见,焊条药皮在电弧高温作用下燃烧,产生保护气体,形成熔渣,保护焊接熔池和凝固的焊缝金属不受大气的污染。所形成的焊渣壳有助于改善焊缝成形,形成平整光滑的焊缝表面。焊条药皮熔化过程中,对熔化金属产生脱氧还原作用,使之形成致密的焊缝金属。合金钢焊接时,焊条药皮通过冶金反应,对焊缝金属渗合金,从而保证焊缝金属的力学性能与所焊母材相当。图1-6示出焊条电弧焊过程实况。
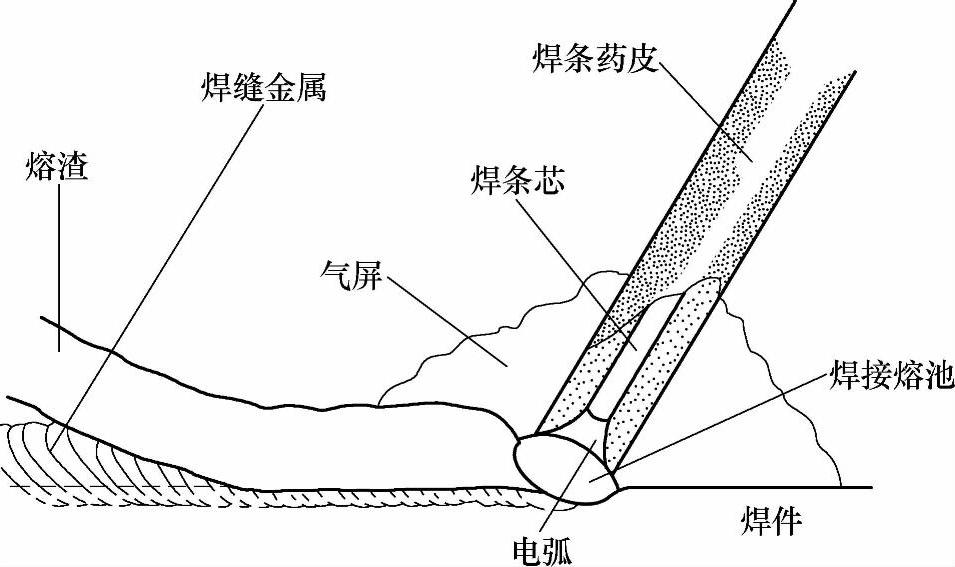
图1-5 焊条电弧焊过程基本原理图
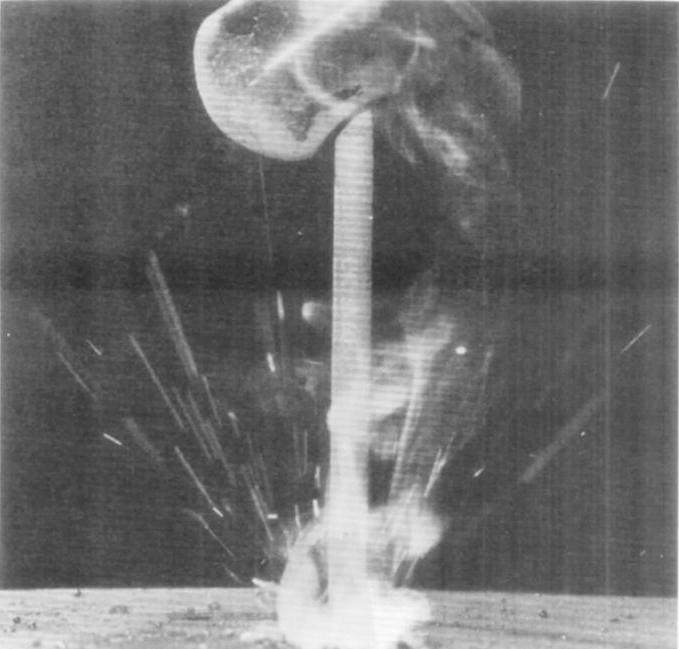
图1-6 焊条电弧焊过程实况
焊条电弧焊所需的设备及其相互的连接示于图1-7。为实现焊条电弧焊,必须配备焊接电源、夹持焊条的焊钳、传递焊接电流的电缆和地线夹头等。按焊条药皮的类型,焊接电源可以是交流电源,也可以是直流电源。使用直流电源时,应按焊条药皮的特性,选择直流正接或直流反接。
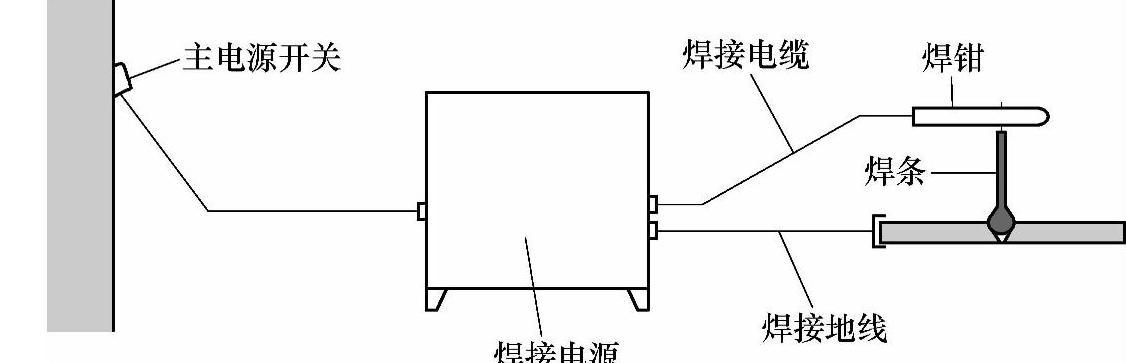
图1-7 焊条电弧焊所需设备及其连接图
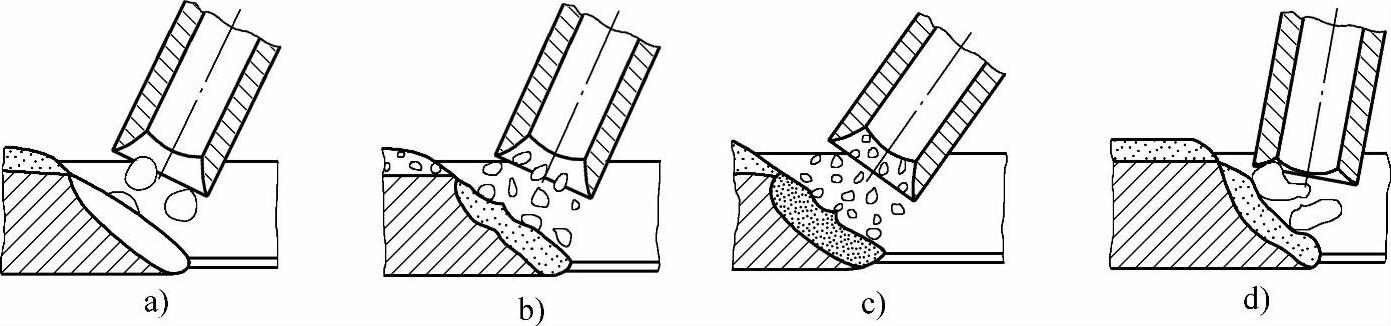
焊条电弧焊的过程特点主要取决于焊条药皮的类型。现代生产的焊条按药皮类型基本上可分成纤维素型、钛型、酸性型和碱性型四大类。这四种类型药皮的焊条熔滴过渡的形式示于图1-8。
 (www.daowen.com)
(www.daowen.com)
图1-8 不同类型药皮焊条熔滴过渡形式
a)纤维素型焊条 b)钛型焊条 c)酸性焊条 d)碱性焊条
由图1-8可见,纤维素型焊条焊接时,熔化金属以中等到大的熔滴过渡(图1-8a)。这种焊条的药皮主要由有机材料组成,其在电弧中燃烧时产生气体以保护焊接熔池。因为在药皮中除了有机材料外,只含少量的稳弧剂,故实际上不形成熔渣,特别适用于向下立焊,但操作工艺性较差。
酸性药皮主要由铁矿石和锰矿石组成,电弧气氛中氧含量较高。熔化金属吸收氧气导致表面张力降低。结果产生细熔滴喷射过渡(图1-8c),熔化金属流动性也增大。因此这种焊条不适用于难焊位置的焊接。此外,酸性药皮焊条电弧的热量很高,可以高速焊接,但容易形成“咬边”。这些缺点使酸性焊条的应用范围逐渐缩小,并大部分由钛酸型焊条所替代。
钛型药皮主要由金红石矿石(TiO2)或钛铁矿石或人造氧化钛组成。这种焊条的特点是以细到中等的熔滴过渡(图1-8b),电弧平稳,飞溅少,焊缝表面鳞纹细密,脱渣容易,再引弧性能好,即不必去掉药皮套筒就可再引弧,如图1-9所示。因套筒内的熔渣薄膜具有一定的导电性,当其与焊件接触时,就会流通足够的电流引燃电弧。
碱性药皮焊条主要由碱性氧化物CaO,MgO和CaF2等组成,其熔化金属以中到大的熔滴过渡(图1-8d),熔池金属粘性较大,故适用于全位置焊。但焊缝的余高较大,焊缝表面的鳞纹较粗。因焊缝金属的氢含量很低,故冲击韧度较高。此外,碱性药皮焊条具有较好的可操作性,焊接过程中,熔池金属与熔渣可清楚辨认,便于焊工控制焊缝成形。但必须采用直流反接和短弧操作。在重要的焊接结构中,通常选用碱性药皮焊条。如适当减少药皮中的氟石(CaF2)含量,添加少量稳弧剂,碱性药皮焊条也可使用交流电,但焊缝金属的性能略低于直流反接焊接的焊缝。
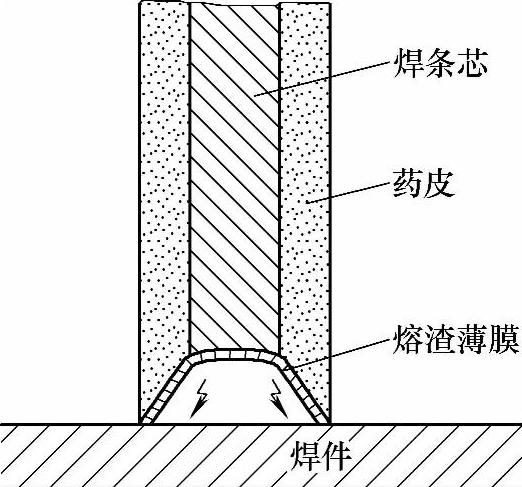
图1-9 钛型焊条药皮套筒形状
焊条电弧焊工作原理的一个重要方面涉及焊接电弧物理特性,有关这方面的内容详见第2章2.2节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





