(一)机座的结构形式
电机机座既是电机的支撑件,又是通风散热结构中构成风路及散热组件的主要部件。因此,设计机座时要兼顾这些要求。设计时,可参照与所设计的产品相类似的电机的结构形式及图3-1~图3-14的通风散热结构,选定所设计电机的机座结构形式。
(二)机座的材质
用在电机机座上的材质有铝合金、铸铁、铸钢及钢板焊接的。铝合金机座多用在微电机上;铸钢机座多用在煤矿井下采掘用的电机上,用量最大的是铸铁机座和钢板焊接机座。
由于铸铁机座变形较小、成本较低、形状的随意性较大,应优先考虑选用。
(三)设计机座时注意事项
1.形状
因机座是主要的通风散热部件,在结构上要顾及到风路的合理性,并要便于清理污垢。
2.刚度
因铸铁机座的结构比较成熟,很小在刚度、强度上出现问题,以下仅阐述钢板焊接机座。
对于钢板焊接机座来说,若刚度能满足要求,强度也能合格。
如果机座刚度差,运行中就要产生变形,其变形量是衡量刚度合格与否的标志。
由于定、转子磁场间的相互作用,两极电机力图将铁心变成一个“旋转”的椭圆;4极、6极则力图使其变成旋转的四边形、六边形,等等。机座与铁心紧密配合在一起,当定子承受来自转子的反作用力时,它也要承受扭矩的作用,同时机座还要承受整个定子的重力作用,则产生变形是必然的。本章参考文献[1]规定机座向变形量不应超过气隙的5%,本章参考文献[2]、[3]均规定不超过10%。下面根据本章参考文献[1],列出卧式安装、钢板焊接机座的机械计算过程及公式(见图3-25)。
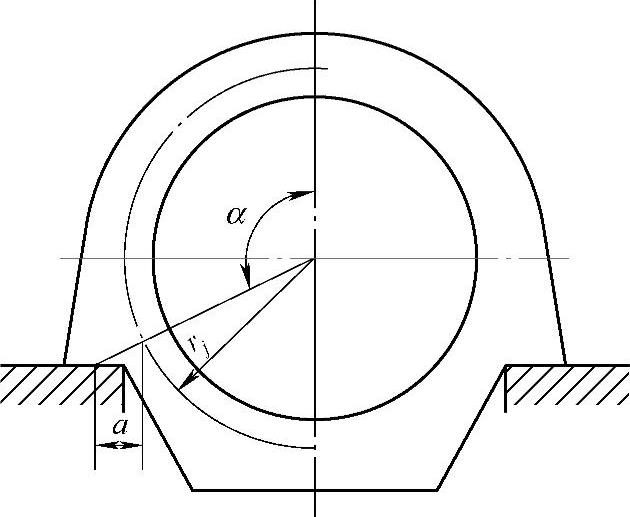
图3-25 焊接机座的a 、α、及rj示意图
1)额定转矩(N·m)为
TN≈9750PN/n
2)单位圆周力(N/rad)为
T′=TN/(2πrj)
式中rj——机座截面的重心半径(cm)。
3)柔度(cm/N)为
λ=r3j/(EJx) (3-10)
式中E——钢的弹性模量,E≈2.0×107N/cm2;
Jx——机座惯性矩(cm4)。
4)额定转矩产生的挠度为
Δt=λT′(Kt—5K′a/rj)(cm) (3-11)
式中a——见图3-25;
Kt——切向载荷引起的最大变形系数,按底脚位置角α由图3-26查取。
K′t考虑底脚宽度对切向载荷引起的最大变形影响的修正系数,按α值由图3-27查取。
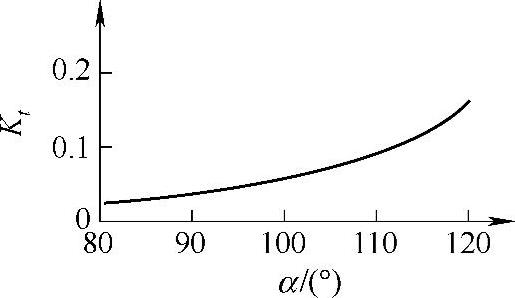
图3-26 α与Kt的关系
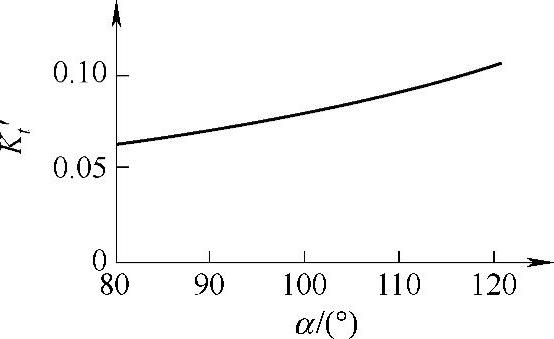
图3-27 α与Kt′的关系
5)单边磁拉力为
F=3Dilef(N) (3-12)
式中Di——定子铁心内径(cm)。
6)单位单边磁拉力为
f=F/π(N/rad)
7)侧向磁拉力产生的挠度为
Δf=λf(Kf−5Kf′ α/rj)(cm) (3-13)
式中Kf——横向载荷引起的最大变形系数,按α值由图3-28查取;
K´f——考虑底脚宽度对横向载荷引起的最大变形影响的修正系数,按α值由图3-29查取。
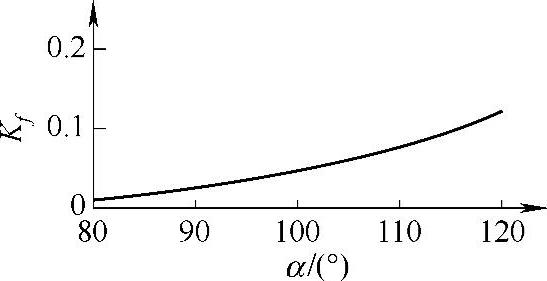
图3-28 α与Kf的关系
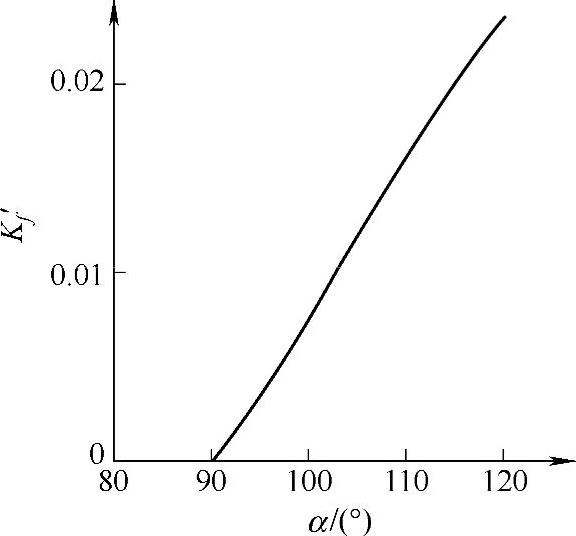
图3-29 α与Kf′的关系
8)超载时总挠度为
Δm=TmΔt+Δf(cm)
式中Tm——最大转矩倍。
9)总挠度占气隙的百分率为(www.daowen.com)
Δm%=Δm/δ%(应小于5%) (3-14)
3.核算固有振动频率
钢板焊接机座的电机在运行中曾发现过接近共振现象,因此应核算固有振动频率。机座振动产生的原因有两个:一是负载力矩呈周期性变化;二是气隙不均产生的单边磁拉力,它使机座按两倍于产生旋转磁场的电流的频率振动。本章参考文献[4]将机座固有振动频率按3种情况考虑(见图3-25)。
(1)机座横向振动时固有振动频率
fx=18.1×103C [Jx/(Grj3)]1/2(Hz) (3-15)
式中Jx——机座惯性矩(cm4);
G——定子总质量(机座、铁心、绕组)(kg);
C——与α有关的系数,见表3-5。
表3-5 C随α的变化规律

(2)当受拉伸及挤压力时的固有振动频率
fs=18.1×103[S/(Grj)]1/2(Hz) (3-16)
式中S——机座横断面积(cm2)。
(3)机座径向振动时固有振动频率
fr=18.1×103Ci[Jx/(Grj3)]1/2(Hz) (3-17)
其中 (p为极对数),亦可按表3-6选取。
(p为极对数),亦可按表3-6选取。
表3-6 Ci随极数的变化规律

因为机座与铁心紧密结合在一起,铁心振动必然要引起机座振动,所以铁心的固有振动频率也应予以核算。本章参考文献[3]将铁心视为一个薄圆环,并给出环平面中的弯曲固有振动的角频率υn的公式
υn=n(n2−4)[EJx/(Ar4Q)]1/2/[4(n2+4)1/2] (3-18)
经变换后
υn=2p(4p2−1)[EJx/(Ar4Q)]1/2/(4p2+1)1/2 (3-19)
式中p——极对数;
E——弹性模数(N/cm2);
Jx——铁心惯性矩(cm4);
A——断面面积(cm2);
Q——CGS制密度(kg·s2/cm4),Q=γ/g,对于钢Q≈8×10-6kg·s2/cm4;
γ——密度(g/cm3);
r——铁心断面重心半径(cm)。
当外加力变化的频率和机座的固有振动频率相同或十分相接近时,要产生共振现象,这时机座的变形将急速增长。在产生共振时机座所受应力能增大到危险的数值,可能造成损坏,或者因机座变形较大,使电机同轴度破坏,继而使轴承损坏。因此机座的固有振动频率不应与外力所造成的振动频率相同或接近。对于频率为50Hz的电机,其机座或机座与铁心成一整体后的固有振动频率应避开80~120Hz这一区间(见本章参考文献[3]第79~85页)。将机座、铁心视为一体后的固有振动频率的计算见第三节。
机座的固有振动频率和标志机座刚度的变形量一样,很难计算准确。为保证运行安全应采取措施,提高其刚度,以降低振动振幅。比如采用环形筋,及与底脚板和机座壳体焊在一起的支板(见图3-30)等对提高机座刚度都是十分必要的,它们应有足够的惯性矩。其中处在轴承部位的环形筋(也有称为“壁板”)尤为重要。
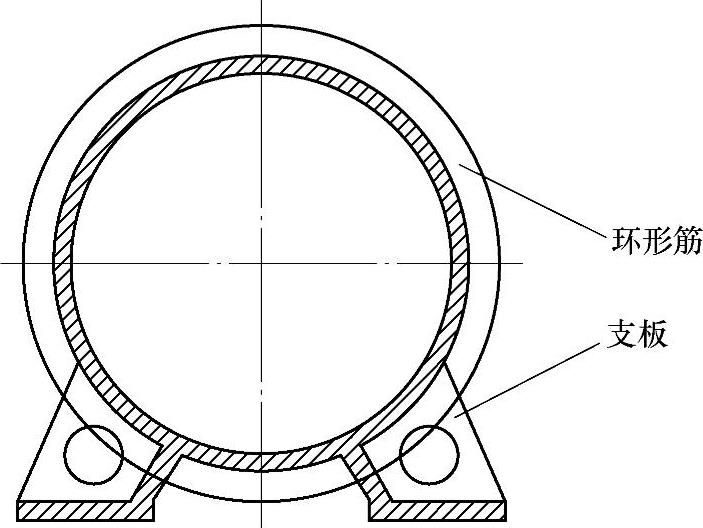
图3-30 机座断面图
机座刚度不像其他技术、经济指标那样明显,但对使用来说十分重要,若设计得不合理,它会成为无法排出的隐患。因此设计时不能因小利而失大体,比如为提高cosφ而将气隙选得过小,使单边磁拉力增大等。
对于机座,特别是焊接机座,应从受力角度合理地设计各部分的形状与尺寸,不一定每处尺寸都放大就能提高刚度。
4.方箱机座
对于方箱机座,应保证加工后不致因剩余的有效部分过小而使机座产生不规则的变形。如图3-31所示,由于下部剩余部分过小,变形的机座使铁心受力不均匀而使铁心产生不规则变形,定、转子间气隙也因此而变得不均匀,并由此引发电磁振动及噪声。严重时,使定、转子相擦而产生“扫膛”故障。
若将机座设计成中间分开的两瓣式结构,如图3-32所示,使定子由上方装入机座,机座的壁板内径可以减小,使加工后剩余的部分加大,缓解由变形不均而引发的故障。
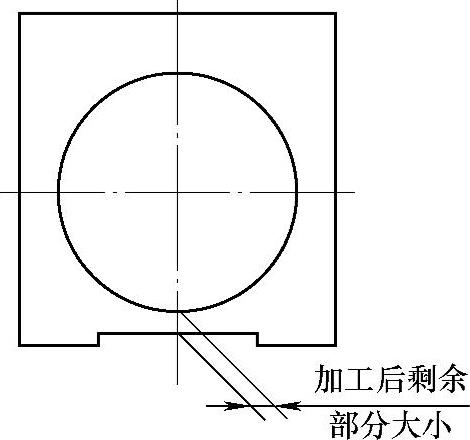
图3-31 “方箱”机座示意图
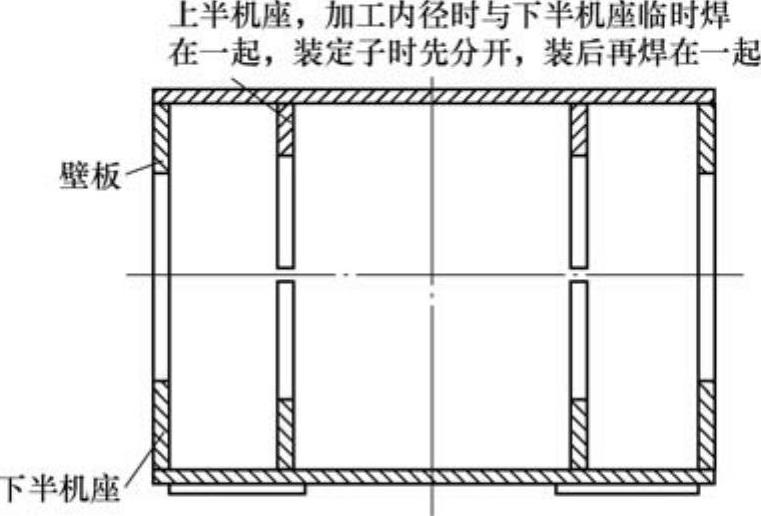
图3-32 方箱分半式机座示意图
5.时效
焊接机座务必时效到位−600℃保温2h之后,自然冷却。这一要求应在图样中明确注明。
若时效不到位,机座又像图3-31那样,电机在使用中由此而发的故障势必大增。若这种电机机座加工后(或电机出厂后)半年左右,放在平台上,如果“三条腿”,就证明机座因时效不到位变形了。
电机在使用中产生的振动、噪声、扫膛、轴承过早损坏均与机座变形有关,这点务必引起设计者重视。
6.便于金工加工时装卡
机座上供机械加工的装卡部位要设计得既能卡牢,又不致使机座产生较大的变形,以免由机床卸下后,使原来的加工尺寸产生较大的变化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




