焊接管道的专用工具是焊炬。便携式焊炬由于携带方便常用于上门维修。
1.便携式焊炬各部件名称
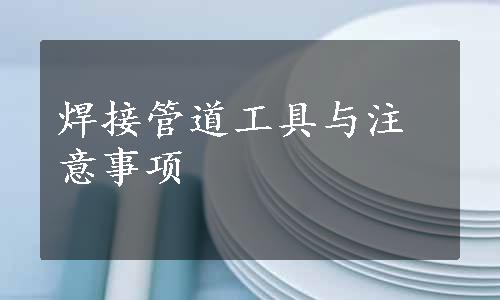
便携式焊炬实物外形见图2-3。它由氧气瓶、燃气瓶、连接软管和焊枪组成。上门维修时,除需携带便携式焊炬外,同时需要携带打火机、焊条和丁烷瓶等辅助工具。
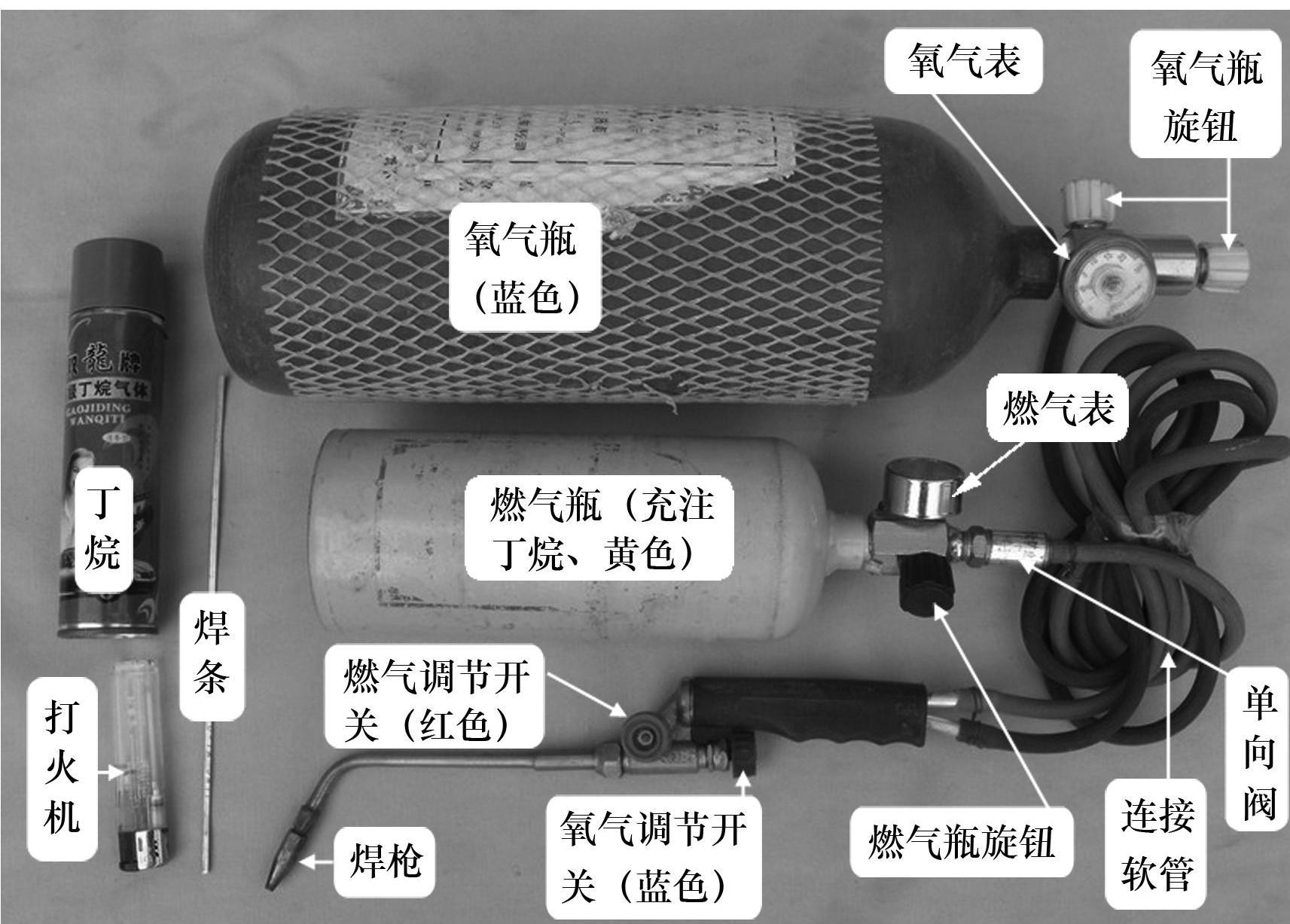
图2-3 便携式焊炬各部件名称
2.开启操作顺序
①检查氧气、燃气压力和连接软管密封情况。
②打开氧气瓶和燃气瓶开关,操作过程见图2-4。

图2-4 打开氧气瓶和燃气瓶开关
③点火顺序见图2-5:首先打开焊枪上面的燃气开关,打火机点火后,再打开氧气开关。
④调节燃气和氧气开关(即调节氧气和燃气的比例),使焊枪火焰为中性焰。
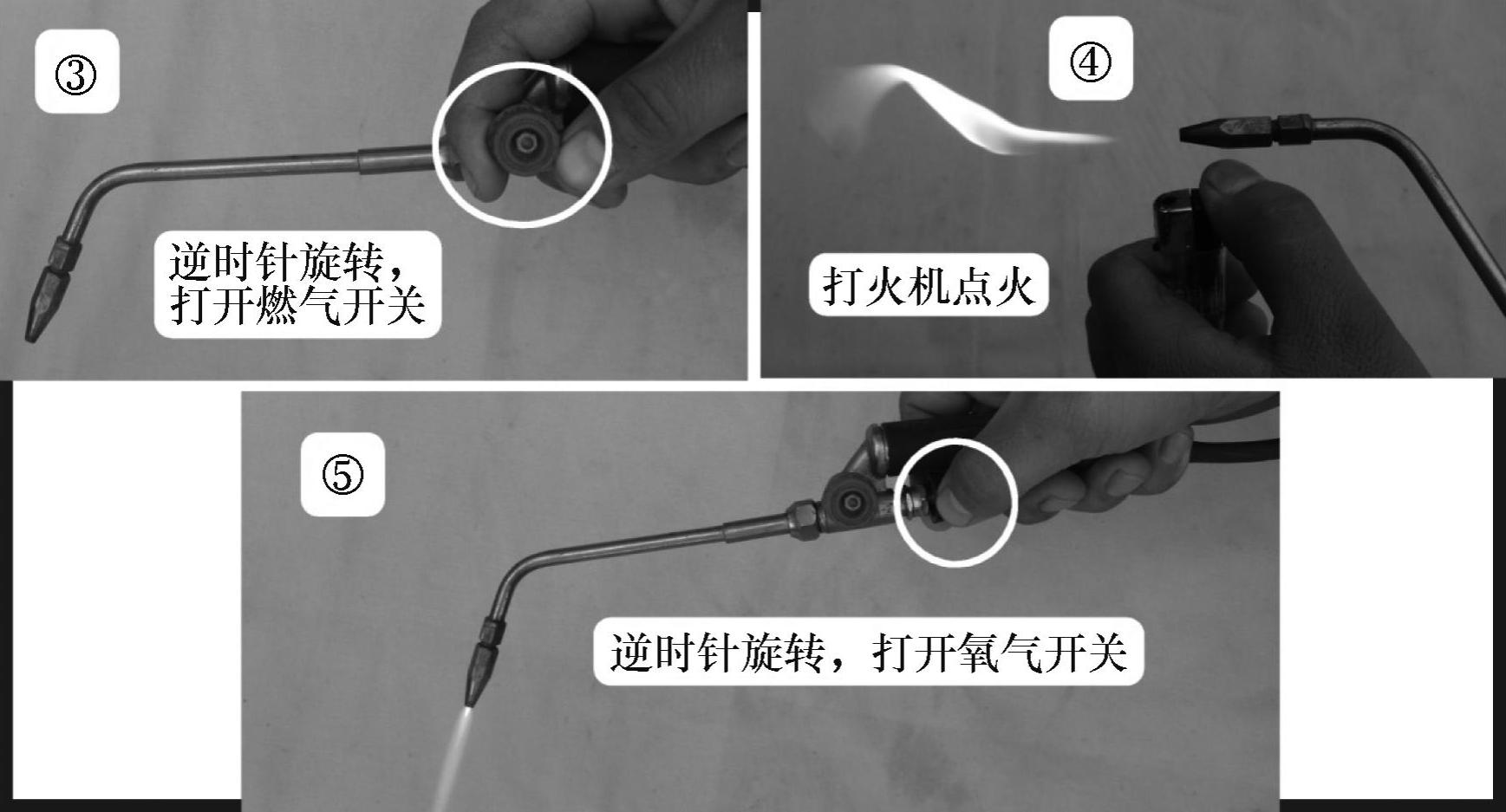
图2-5 点火顺序
3.中性焰、过氧焰和碳化焰
氧气和燃气比例不同,会产生中性焰、过氧焰和碳化焰三种火焰。
①中性焰:见图2-6,适合空调器管路的焊接。
②过氧焰:见图2-7,由于枪嘴温度过高,适合用于5P或3P空调器连机管道回气管的加热过程,如果焊接直径为6.35mm的铜管,则容易将管壁烧穿或在内壁上产生氧化物。
③碳化焰:见图2-8,由于枪嘴温度太低,因此不适合用于空调器管路的焊接。
图2-6 中性焰(氧气和燃气比例合适)
 (www.daowen.com)
(www.daowen.com)
图2-7 过氧焰(氧气比例过多)

图2-8 碳化焰(燃气比例过少)
4.焊接过程
火焰对准焊口加热,当焊口呈桃红色时,将焊条放在焊口处熔化。图2-9为焊接过程及效果。
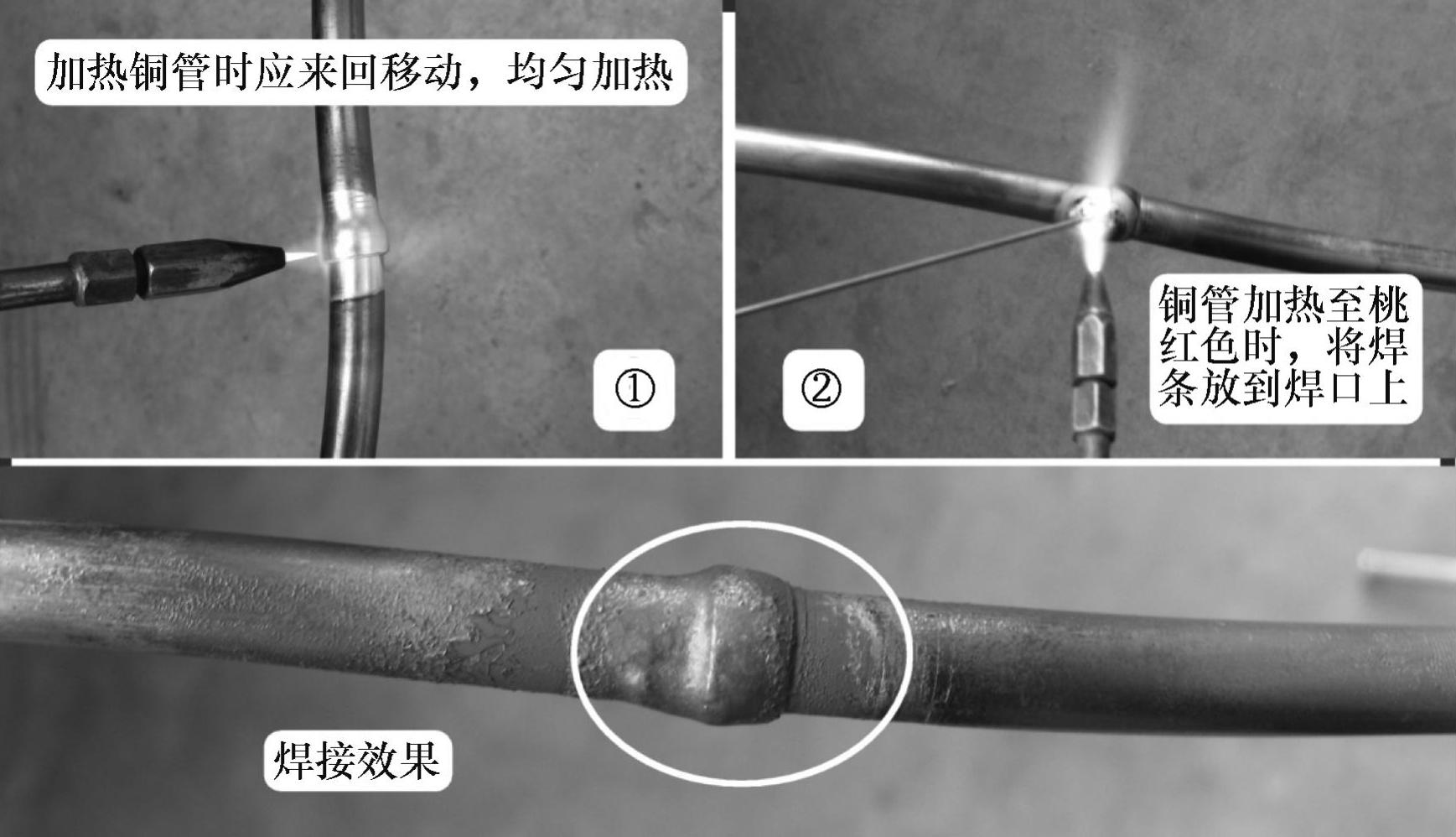
图2-9 焊接过程及效果
5.关闭顺序
关闭顺序见图2-10:首先关闭氧气瓶开关,然后再关闭燃气瓶开关;如果关闭顺序相反,则容易产生危险(即产生回火现象)。
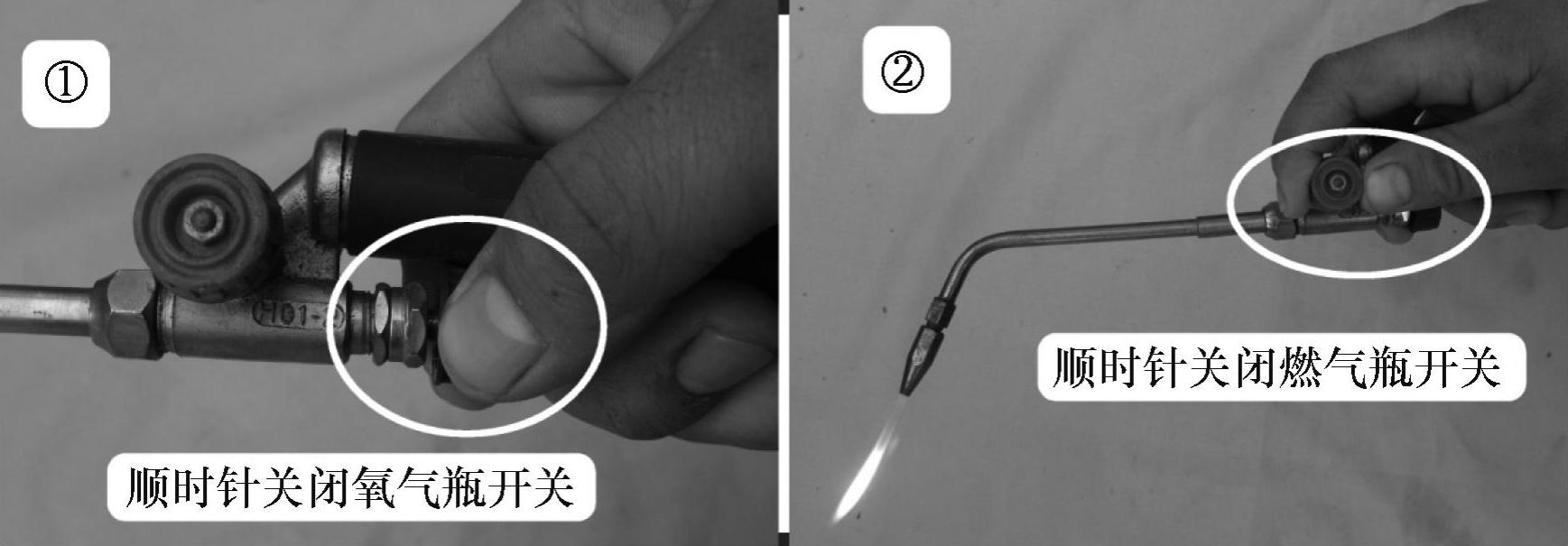
图2-10 关闭顺序
6.焊接注意事项
①焊接场所要求通风,并且附近无易燃易爆物品。
②氟R22在高温情况下遇到明火会产生有毒气体,因而在维修系统铜管管壁裂纹故障或更换系统部件时,焊接前一定要将系统内氟R22完全放空。
③点火和关闭焊炬时,顺序要正确:点火时,要先开启燃气瓶开关,再开启氧气瓶开关;关闭焊炬时,先关闭氧气瓶开关,再关闭燃气瓶开关。点火时顺序相反则不能点火,关闭时顺序相反则会出现回火现象(即关闭时会发出“叭”的声响,如燃气瓶未加装单向阀,容易发生爆炸危险)。
④火焰加热焊口时,应左右移动焊枪,使焊口部位均匀受热。
⑤焊接管径不同的铜管,火焰应加热管径较粗的铜管,热量会自动传递到较细的铜管,粗管和细管才能同时达到需要的温度。
⑥要等焊口呈淡红色时再放焊条,同时移动火焰,焊条会自行流动,完全密封整个焊口。焊口未达到温度时便放焊条,则容易使焊口部位形成“疙瘩”状,产生沙眼而导致漏氟。
⑦焊口焊接完成后要自然冷却,不要使用凉水降温,否则会使铜管内壁产生氧化焰,容易堵塞系统。
⑧焊接完成要对焊口部位进行检漏,防止有沙眼产生漏氟故障。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






