1)轴承座的材料采用HT200灰铸铁或ZG200~ZG400铸钢制造,其力学性能应符合GB 9439或GB 11352的规定。
2)轴瓦和轴套采用ZCuAl10Fe3(ZQAl9-4)铝青铜制造,轴套也可采用锡青铜(ZQSn6-6-3)制造,其力学性能和化学成分应符合GB 1176的规定。
3)铸件上的型砂应清除干净,浇口、冒口、结疤及夹砂等均应铲除或打磨掉,清理后,毛坯表面应平整、光洁。
4)铸件不允许有裂纹,无损于强度和外观的其他缺陷,在下列范围内允许存在:
①非加工表面的缩孔、气孔及渣孔等缺陷,深度不超过铸件壁厚的1/8,长×宽不大于5mm×5mm,缺陷总数不超过3个,但轴承座的主要受力断面(见图3-1中a、b断面阴影部分)不允许有铸造缺陷;
②加工后的表面不允许有砂眼等铸造缺陷。
5)轴承座毛坯应在机械加工前进行时效处理。
6)加工后的轴承座上盖与底座在自由状态下分合面应贴合良好,分合面对轴承座内径D的轴线位置度公差为0.05mm。
7)对开式斜滑动轴承座的45°分合面的角度公差应符合GB 11335中Ⅴ级精度的规定。
8)轴承座中心高h的公差为h12。(https://www.daowen.com)
9)轴承座底平面的平面度公差应不大于GB 1184中规定的8级。
10)轴承座内径D的公差应符合GB 1801中的H7的规定。
11)轴承座内径D的表面粗糙度Ra最大允许值为1.6μm。
12)轴承座轴线对底平面的平行度公差应不大于GB 1184中规定8级。
13)轴承座内径D的圆柱度公差应不大于GB 1184中规定的8级。
14)轴承座两端面对内径D轴线的垂直度公差应不大于GB 1184中规定的8级。
15)轴瓦外径D的极限偏差应符合GB 1801中m6的规定。轴套外径D的极限偏差应符合GB 1801中S7的规定。
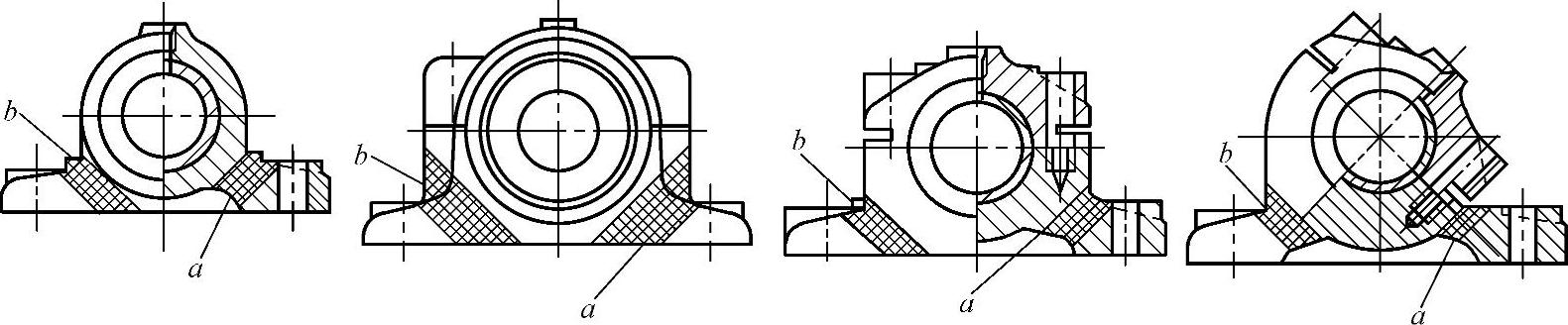
图 3-1
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






