如前所述,工模具钢一般是经熔炼、锻造、轧制等热加工过程制造而成的。不过也有些高合金高速工具钢,如用熔炼法制造,会因一次碳化物过于粗大且偏析严重而不能使用。这种情况下,可利用粉末制钢法。20世纪70年代初,瑞典STORA公司和美国Crucible公司开始了粉末高速工具钢的生产。
图6-8所示为粉末高速工具钢的制造方法[4]。将原材料先用高频感应炉等熔化后装入中间钢包,然后经喷嘴喷出,此时用0.2~4MPa的压力喷射氮气、氩气等惰性气体,可制得大小为100~500μm的球状粉末。由于其是超急冷凝固,因此可得到均匀细致的碳化物组织。
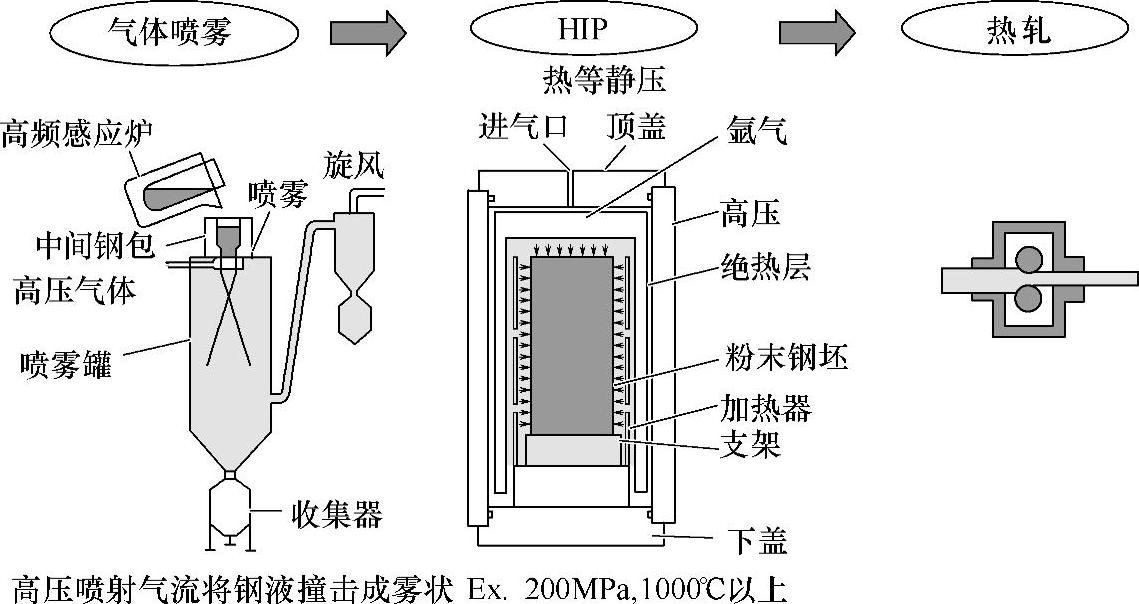
图6-8 粉末高速工具钢制造方法
气体喷雾法(Gas Atomazing)于20世纪70年代在瑞典ASEA公司得到工业化应用。在喷雾方法当中,还有粉末形状不规则的液体喷雾法、真空喷雾法、离心喷雾法等。一般用于制造高速工具钢的是气体喷雾法和液体喷雾法。另外,为进一步提高纯净度,从熔化到喷雾均在与大气隔绝的环境中进行的方法也得到了应用[5]。
喷雾而成的微细粉末经分级筛选后装填到不锈钢管中,利用热等静压(HotIsostaticPress,HIP)成形法制成钢坯。HIP法由美国Bat-tell研究所于1955年研制成功,这是以氩气为介质,在1000℃以上的高温和100~200MPa压力下成形的方法。
将成形的钢坯按通常热轧程序轧制到所需尺寸,最后把护套管切掉除去即成为粉末高速工具钢产品。(www.daowen.com)
粉末高速工具钢的制造方法与通常熔炼法相比有如下特点:
1)可制得通常熔炼法不能制造的高合金钢。
2)微细碳化物均匀分散,所以韧性高、尺寸变化均匀。
3)具有优异的塑性加工性、切削性、研磨性等。
不过,制造成本高还是有待解决的课题。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





