工模具钢及锻钢的制造方法如图6-6所示。钢液浇入钢锭模中凝固成钢锭。工模具钢的钢锭质量通常为0.5~10t,需重熔精炼时则成为VAR或ESR等的母材钢锭。将这些钢锭加热到约1200℃的高温进行保温,这个过程称为热扩散处理(Soaking),目的是通过元素扩散来达到均匀化。之后,用锻压机进行锻造。日本国内的锻压机最大加压能力约为15000t。其锻造目的归纳如下:
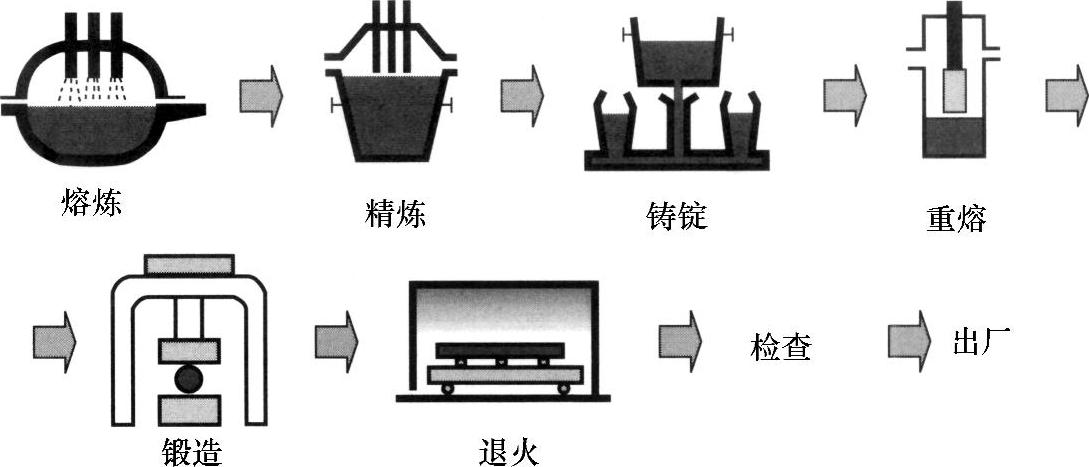
图6-6 工模具钢及锻钢的制造方法
1)将钢锭锻造成便于进一步锻造及轧制的坯料,或直接精锻成最终产品。
2)细化钢锭的粗大凝固组织。
3)减轻钢锭的中心偏析,压合细小缺陷。
将钢锭初始横截面积与锻造后横截面积的比值称作锻造比。随锻造比的增加,凝固组织逐渐破碎成微细组织,微小缺陷也得到消除,从而使韧性和延展性提高。一般来说,锻造比超过5之后韧性几乎达到饱和,所以将此作为最低锻造比。锻造时,将钢锭沿轴向压缩的镦锻以及沿轴向伸长的锻造均能实现。通过两个方向的锻造,可以使最终产品的力学性能,尤其是韧性和塑性等各向异性得到改善。(www.daowen.com)
另外,在实际锻造操作中,还需要考虑钢锭的加热温度和时间、脱碳层和氧化皮厚度、锻造加载方式以及最终精锻温度等,并应根据不同钢种来决定最佳条件。
轧制产品的横截面积较小,可以用钢锭来轧制。对可以进行连续铸造的钢种,也可用连铸钢坯加热后轧制成最终产品。这一过程如图6-7所示。轧制过程和锻造一样,可通过减小横截面积来改善凝固组织,从而实现微细化。其特点是可利用孔型来简单地制得各种尺寸的产品。
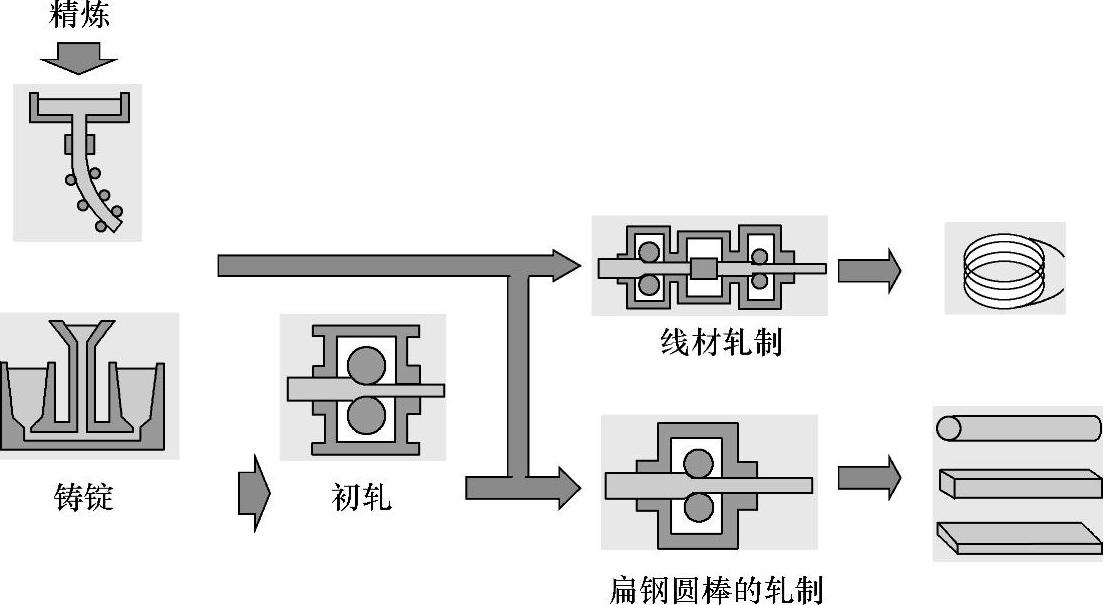
图6-7 轧钢的制造方法
钢材经锻造或轧制达到所需形状和尺寸后,若为工模具钢,则需要进行球化退火处理。其目的是降低硬度,改善切削性,以便进行机械加工,还可作为淬火和回火的预备组织,以便淬火回火后球状碳化物均匀分散,保证耐磨性和韧性的平衡。为得到最佳退火组织,有时还对其前身组织进行正火。各种模具钢的退火条件已在第4章进行了介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





