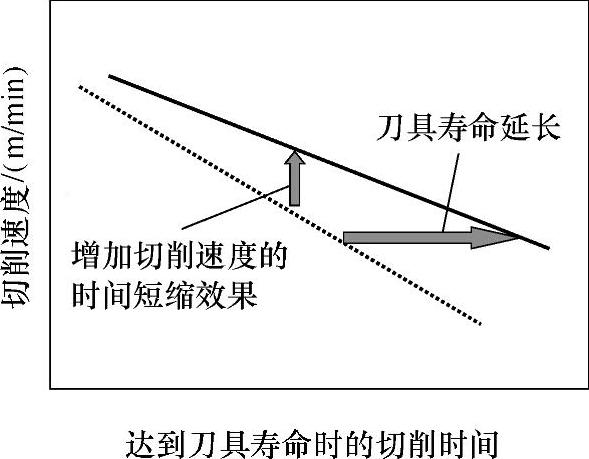
图3-14 切削速度与刀具寿命的关系
对模具的加工基本上是切削加工,并分为退火状态的粗加工和热处理后的精加工。无论是哪种加工方式,重点是确保切削刀具费用低、切屑容易处理、加工表面光滑,通常将这些特点统称为切削性。在实验室中对切削性进行考察时,可用工具磨损、切削抗力、切削温度、切屑形状及积屑瘤等项目来予以评价。
图3-14所示为切削速度与刀具寿命的关系,通常称为VT图(Velocityvs.Time to tool life),是通过改变刀具切削速度来测定刀具寿命的方法。横坐标表示切削速度一定时,刀具寿命可延长的时间,纵坐标表示刀具寿命一定时可达到的切削速度。对不同的模具材料,通过VT曲线可比较其切削性。近年来,为缩短工期,企业都希望尽可能地提升切削速度以加大单位时间切削量。测试切削刀具寿命时,多将前刀面及后刀面的磨损量设为定值。
切削刀具的磨损机理如图3-15所示。当切削温度较低时,磨粒磨损及粘着磨损等机械性磨损先发生,随着切削抗力的增大切削温度增高,此时扩散磨损及氧化磨损等化学性磨损则会优先发生。
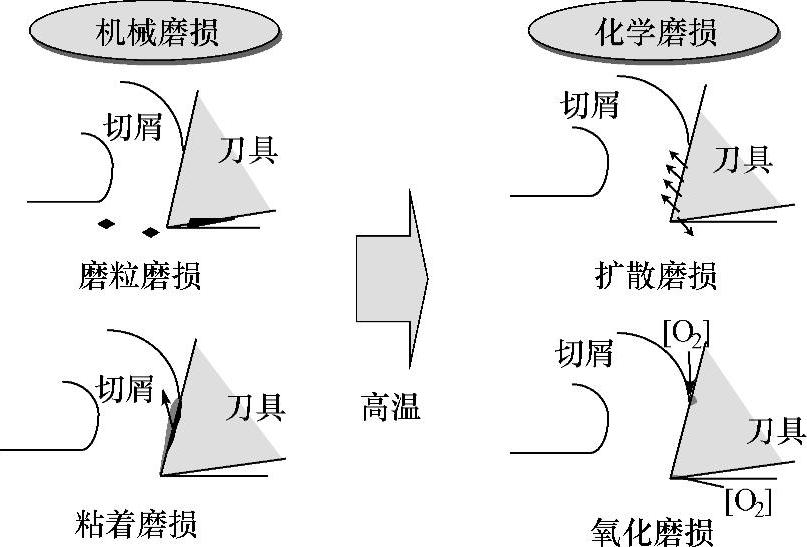
图3-15 切削刀具的磨损机理
 (www.daowen.com)
(www.daowen.com)
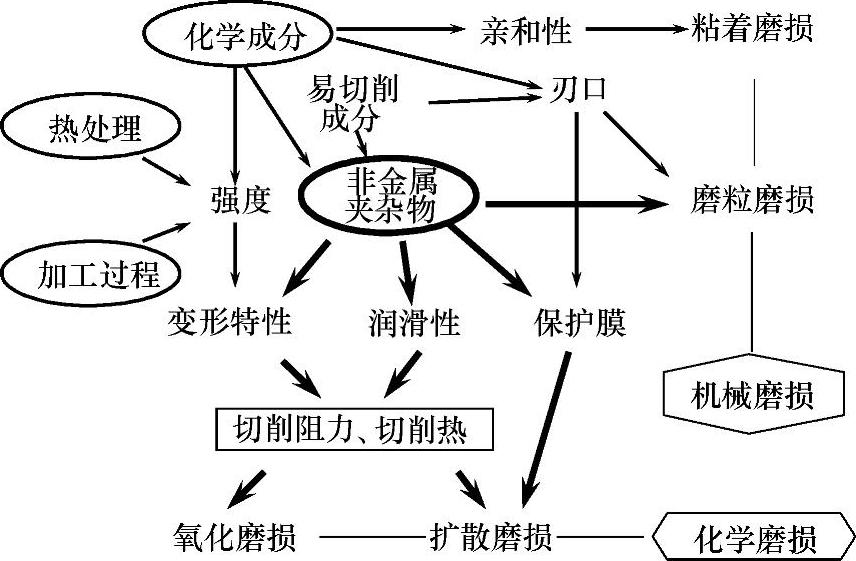
图3-16 影响切削性的材料因素
影响切削性的材料因素如图3-16[22]所示。模具材料的化学成分、热处理和加工过程决定着其强度及切削时的变形特性。钢中的非金属夹杂物也会影响变形特性和润滑性,从而最终决定着切削抗力和切削热。这些因素影响着氧化磨损和扩散磨损。另一方面,模具材料的化学成分及其与切削刀具的亲和性、积屑瘤、非金属夹杂物的分布,则决定着粘着磨损和磨粒磨损的程度。
切屑处理性主要取决于断屑类型。如果切屑为连续卷曲状,特别是用钻头进行钻孔加工时,切屑不易排出会导致加工效率下降。理想的切屑是间断的短屑。
切削后的表面应平滑细致。一般来说,材料的硬度越高,切削性越差。但如果材料硬度太软(太粘),切屑会变得连续不断,表面也会粗糙,因此硬度要恰当。
从目前模具材料的使用来看,企业倾向于为延长模具寿命而采用高合金化的材料并极力降低杂质追求纯净化,结果造成切削抗力增加、延展性上升,以致切屑不够理想,同时导热性的下降导致切削温度上升、切削性下降。为此,人们纷纷转而对切削刀具表面作涂镀处理,或引进高刚性切削加工设备,采用高速切削并选定恰当的切削速度和切削深度等。
另外,切削性优良的模具钢称为易切削钢。其改善方法有三种:使非金属夹杂物和易切削元素铅(Pb)等颗粒呈弥散分布,使应力集中于此,以降低变形抗力;利用夹杂物的润滑减少摩擦;含钙(Ca)的复合夹杂物在切削过程中附着到刀具上起到保护膜的作用。易切削钢主要以结构钢为主体得到开发。对于强度及其他性能要求高的钢种,如工模具钢,其易切削元素的添加量有限。虽然如此,为了降低机械加工周期及成本,也会添加适量的硫元素,并通过对形成的硫化锰(MnS)形态进行控制,来改善材料的切削性。再有,使硬质碳化物微细化、均匀化等,也可改善模具材料的切削性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





