【摘要】:测量时将两测头同时靠向被测齿轮的两个相邻的同侧齿面,在齿廓工作范围内与齿面相接触,此时指示表所指示的相对零点的变化量即为基节偏差fpb。实际基节与设计值之差为基节偏差fpb。
1.测量方法和测量仪器
基节偏差的测量方法有坐标法和展成法。其测量方法和测量仪器见表7-19。
表7-19 基节偏差测量方法和测量仪器
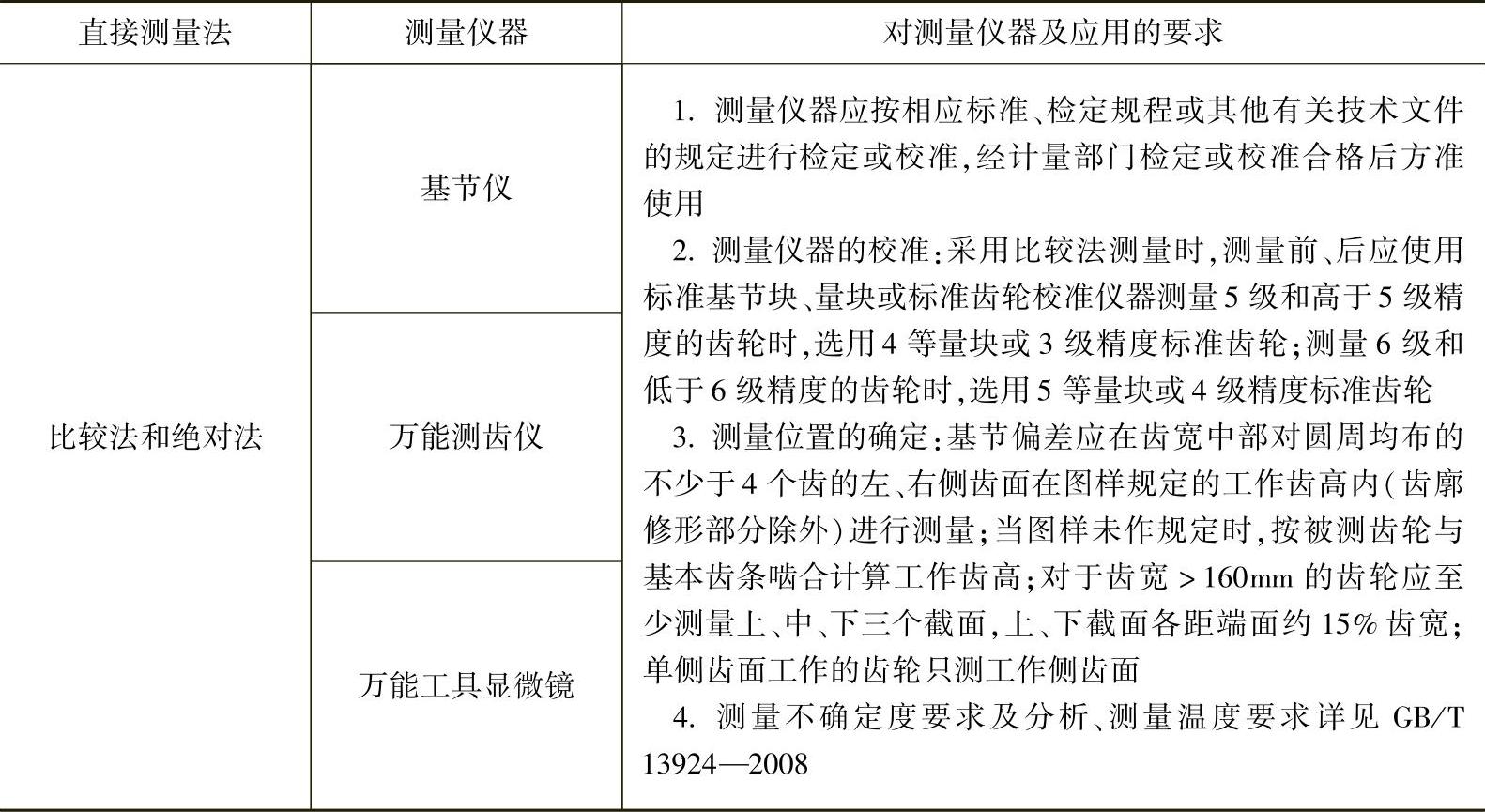
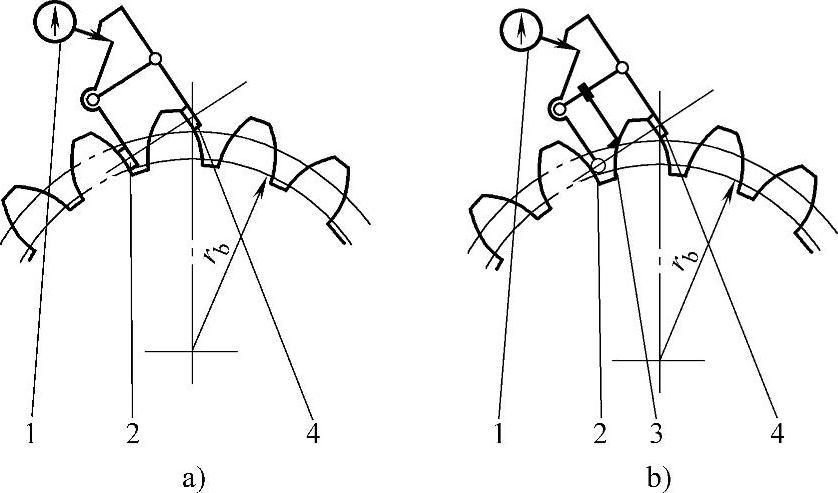
图7-23 基节偏差比较法测量原理图
1—指示表 2—活动球测头 3—定位支撑爪 4—固定平测头
2.测量原理
(1)比较法测量原理 比较法的测量原理如图7-23所示。(https://www.daowen.com)
图7-23a中,2、4为两个平面测头,其测量面互相平行。测量前用基节块(标准齿轮或量块)将两测头测量面间的距离调整至等于被测齿轮的公称基节值,同时使指示表指零。测量时将两测头同时靠向被测齿轮的两个相邻的同侧齿面,在齿廓工作范围内与齿面相接触,此时指示表所指示的相对零点的变化量即为基节偏差fpb。
图7-23b中的活动测头2为球形测头,3为定位支撑爪,测量时通过平面测头4在所靠齿面上转动,得到球与平面的最短距离即被测基节的实际值,此时指示表所指示的相对于零点的变化量即为基节偏差fpb。
(2)绝对法测量原理 绝对法测量可在一般测长仪(如万能工具显微镜)上实现。测量时,平面测头与测长系统中的长度标准量垂直,测头(或仪器十字刻线)处于齿廓工作范围内,在基圆切线方向测量两相邻同侧齿廓面的设计长度,由仪器测长系统直接指示测头的实际移动距离,此距离即为实际基节。实际基节与设计值之差为基节偏差fpb。
3.测量结果处理
1)基节偏差fpb可在指示表上直接读出(齿廓修形部分不计值)。
2)以在规定的各测量位置中测得的绝对值最大的偏差值作为测量结果。
3)应在被测齿面的法线方向计值,以其他方向测量时,应对测得值进行换算,换算公式见GB/T 13924—2008的附录C。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






