径向综合偏差的检验包括径向综合总偏差Fi″和一齿径向综合偏差fi″的检验。
1.测量方法和测量仪器
径向综合偏差的测量方法为直接测量法。径向综合偏差测量方法和测量仪器见表7-15。
表7-15 径向综合偏差测量方法和测量仪器
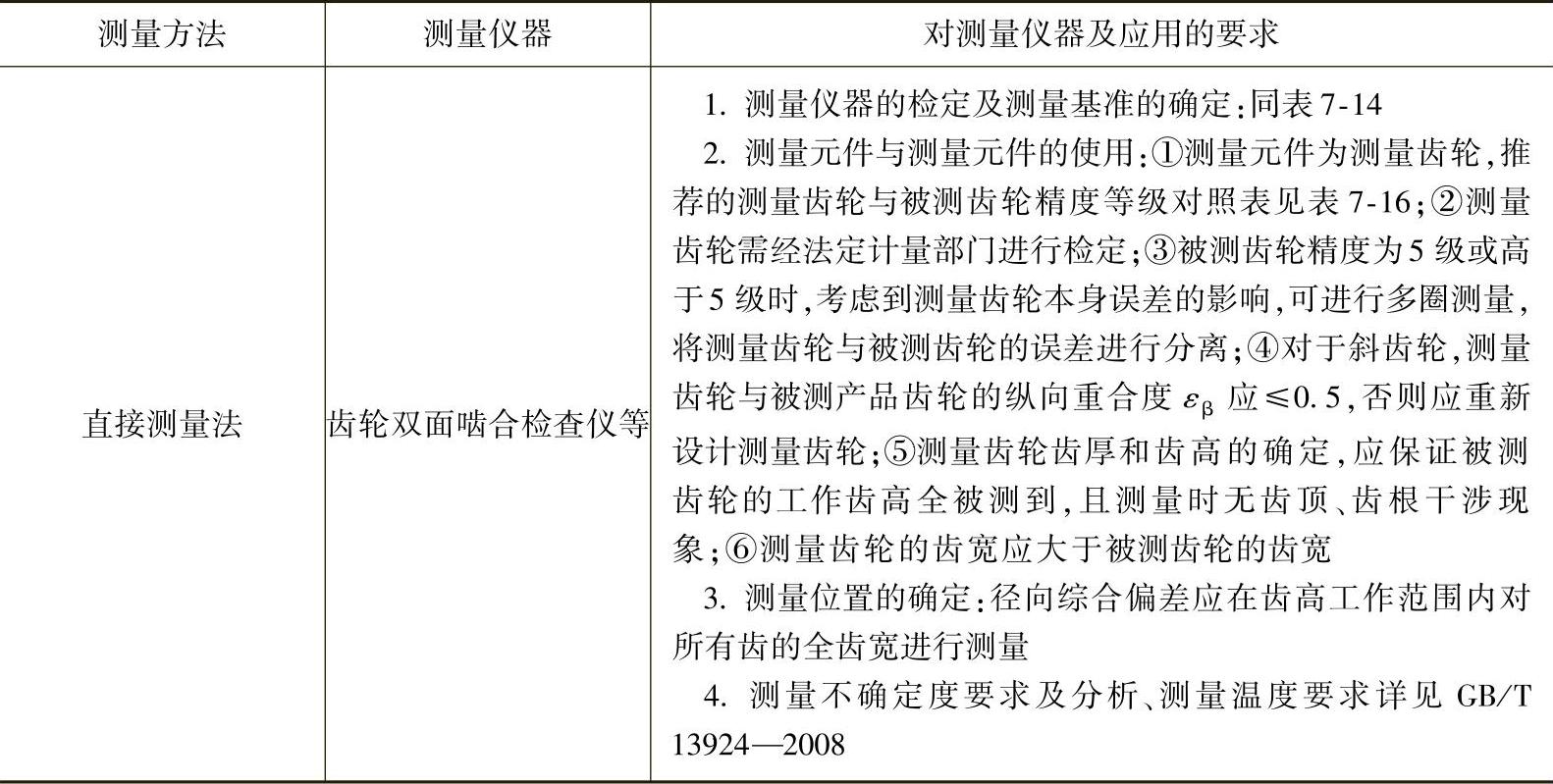
表7-16 测量齿轮与被测齿轮精度等级对照表

2.测量原理
直接法测量原理如图7-19所示。
以被测齿轮回转轴线为基准,通过径向拉力弹簧使被测齿轮与测量齿轮作无侧隙的双面啮合传动,啮合中心距的连续变动通过测量滑架和测微装置反映出未,其变形量即为径向综合偏差。将这种变动按被测齿轮回转一周(360°)排列,记录成径向综合偏差曲线,在该曲线上按偏差定义取出Fi″和fi″。
 (www.daowen.com)
(www.daowen.com)
图7-19 齿轮双面啮合检查仪测量原理图
1—被测齿轮 2—径向拉力弹簧 3—测量齿轮 4—测量滑架 5—测微装置
3.测量结果的处理
Fi″和fi″应从径向综合偏差曲线上取值。对8级和低于8级精度的齿轮允许直接用指示表读数。
(1)偏差曲线取值 图7-20所示为径向综合偏差曲线,图中x坐标代表被测齿轮的回转角,y坐标代表径向综合偏差。
径向综合偏差曲线在x坐标360°范围内,y坐标的最大变化量为Fi″;在x坐标360°/z范围内,y坐标的最大变化量为fi″。
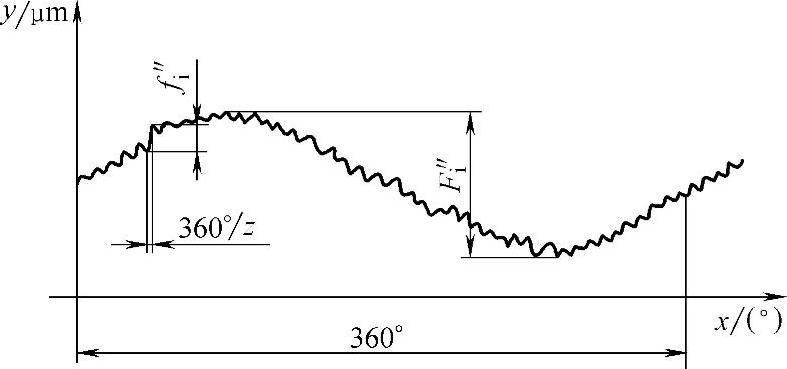
图7-20 径向综合偏差曲线
Fi″和fi″应在被测齿轮和测量齿轮的中心距方向(被测齿轮双侧齿面的径向)测量,以其他方向测量时,应对测得值进行换算,换算公式见GB/T 13924—2008的附录C。
(2)指示表读数 Fi″和fi″双面啮合测量时,被测齿轮旋转一周内指示表示值最大变化量为Fi″,被测齿轮转动一个齿距角内,指示表示值的最大变化量为fi″。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





