半圆键槽零件图如图5-26所示。材料为45钢,热处理。
一、图样分析
1)阶梯轴外圆尺寸,两个ϕ20mm×15mm是未注公差尺寸,精度不高;ϕ300-0.033mm精度较高,而且作为基准。
2)轴向尺寸两个15mm和100mm均是未注公差尺寸,半圆键槽中心距(20±0.26)mm的公差也比较大,精度都不高;倒角尺寸1.5mm×45°。
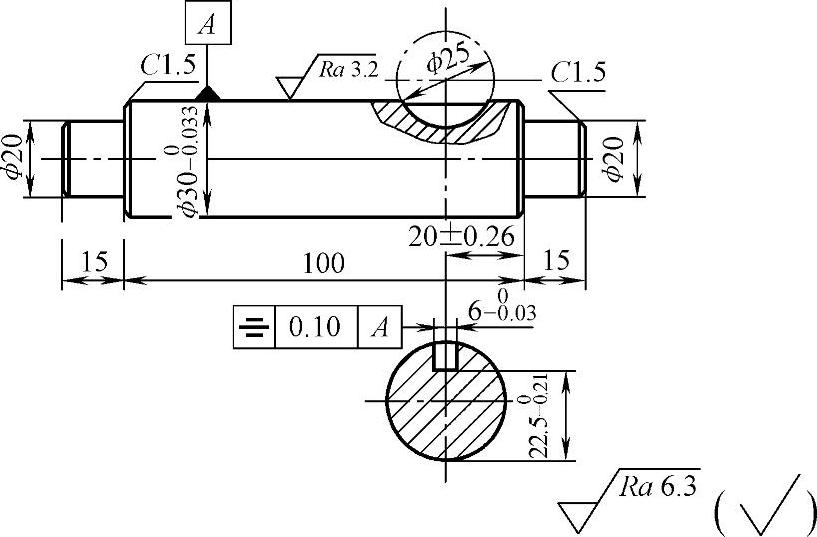
图5-26 半圆键槽零件图
3)槽宽60-0.03mm精度较高,需要用千分尺测量;槽深22.50-0.21mm精度不高。
二、零件几何量精度分析
1)外圆尺寸:ϕ300-0.033mm用外径千分尺测量,ϕ20mm(两处)可以用卡尺测量。
2)轴向尺寸:15mm(两处)、100mm和槽深22.50-0.21mm用游标卡尺测量;倒角用目测的方法。
3)槽宽60-0.03mm用内测千分尺测量。
4)对称度检验:辅以键块用千分表测量。
5)表面粗糙度:除基准面是Ra3.2μm外,其余都是Ra6.3μm。
三、检测量具(辅具)
1)使用量具:0~25mm、25~50mm外径千分尺,0~200mm游标卡尺,0~200mm游标高度卡尺,杠杆千分表,5~30mm内测千分尺,表面粗糙度比较样块(车、铣用)。(https://www.daowen.com)
2)使用辅具:400mm×400mm平板,V形架,表座。
四、零件检测
1.几何尺寸
常规测量不在此叙述。
(1)键槽深度测量 如图5-27所示,键槽深度可以采用比铣刀直径ϕ25mm小的键块进行测量,如图5-27a、c所示,测量时,如果测得键块直径d和H1,就可以计算得到键槽深度值。如果用ϕ23mm的键块测得d=22.96mm,H1=45.42mm,则H=H1-d=22.46mm。
(2)轴向尺寸测量 半圆键槽中心距(20±0.26)mm,由于精度比较低,可以采用近似的方法给出结果,即如图5-27b所示,用游标卡尺测量出S1、S2的值(该两值是近似值,因为不便准确地测量出该两值,精度高时该方法不能使用,误差较大);可以通过计算得出半圆键槽中心距值,即 。
。
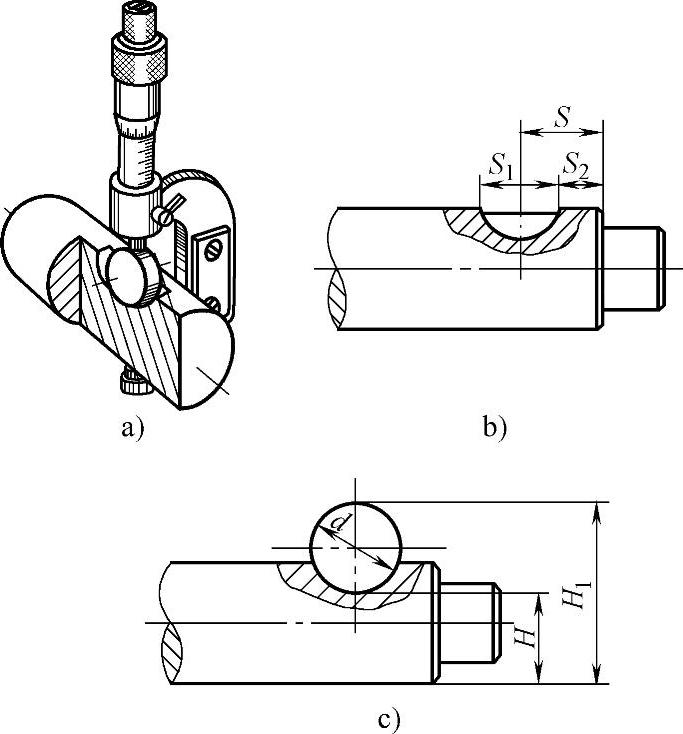
图5-27 键槽深度测量及计算示意图
2.几何误差
半圆键槽的对称度检验与普通键槽对称度检验方法相同。
3.表面粗糙度
与上述方法相同。
五、重点与难点
重点掌握半圆键槽轴向尺寸的测量方法;难点是键槽深度测量及计算。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






