如图3-63所示,磨工加工的台阶轴,图样规定,未注倒角均为C1mm,热处理调质220~250HBW。
一、图样分析
1)根据图示该零件为台阶短轴。
2)径向和轴向尺寸均有要求。
3)有几何公差要求及表面粗糙度要求。
二、零件几何量精度分析
1.几何尺寸
1)外径尺寸:5处直径均有公差要求,ϕ200-0.013mm、ϕ250-0.013mm、ϕ300-0.013mm、ϕ340-0.016mm、ϕ460-0.016mm公差等级均为IT6;精度比较高,采用数显外径千分尺或量块及千分表进行测量。
2)轴向尺寸:(25±0.016)mm,公差等级介于IT7~IT8;(40±0.031)mm,公差等级为IT9,相对外径公差等级低,但是对于台阶轴,轴向尺寸一般精度比较低,该轴这两个尺寸精度是比较高的,用数显外径千分尺或量块和千分表进行测量;2mm、40mm、50mm、250mm未注公差,按中等精度等级查得(2±0.1)mm、(40±0.3)mm、(50±0.3)mm、(250±0.5)mm,用游标卡尺测量。
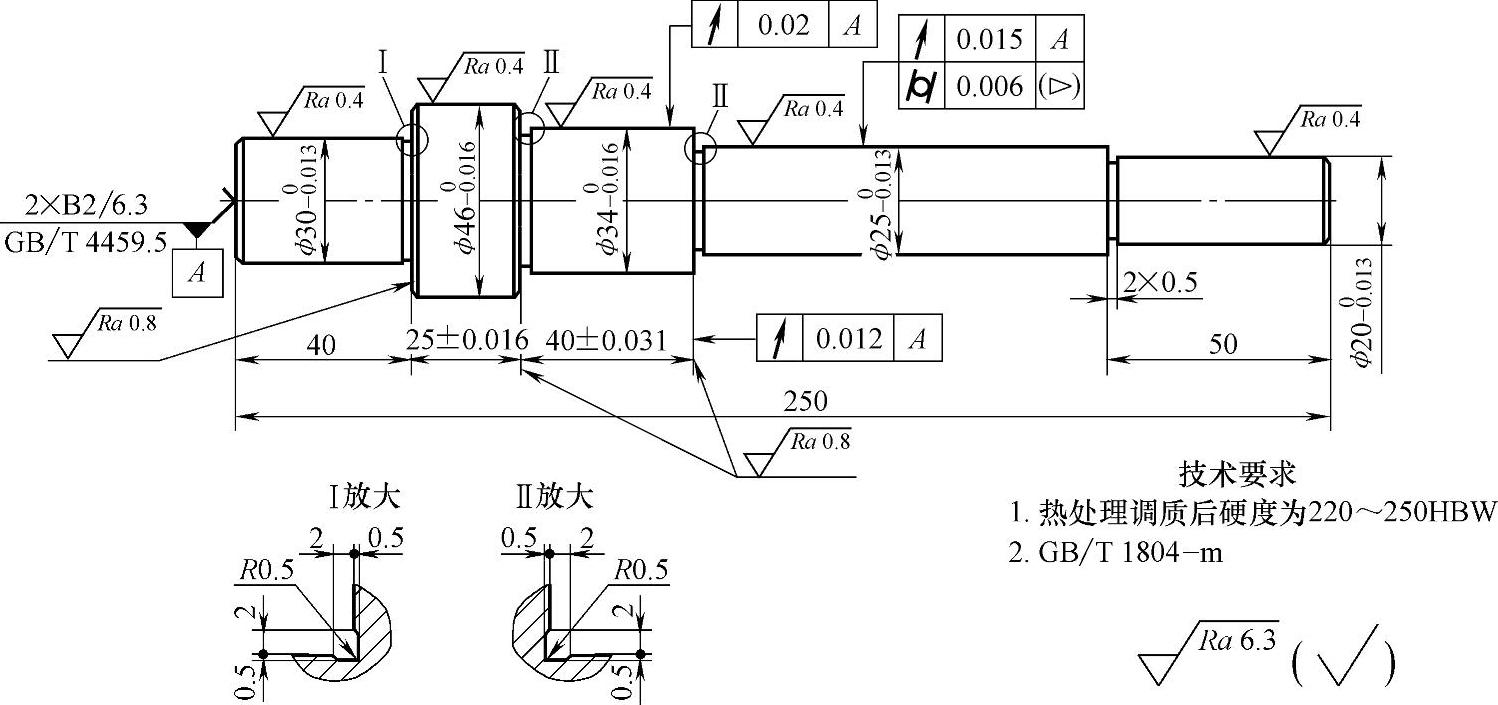
图3-63 磨工加工的台阶轴
2.几何公差
1)形状公差:ϕ25mm外圆圆柱度公差要求为0.006mm。公差等级为IT7。
2)跳动公差:中心孔轴线为基准A,ϕ25mm和ϕ34mm外圆相对于基准A的径向圆跳动公差分别为0.015mm和0.02mm;ϕ34mm圆柱右端面相对于基准A的轴向圆跳动公差为0.012mm。
3.表面粗糙度和有关特性要求
所有外圆柱面表面粗糙度均为Ra0.4μm;ϕ34mm和ϕ46mm端面表面粗糙度均为Ra0.8μm;其余表面粗糙度均为Ra6.3μm。热处理调质后的硬度为220~250HBW。
三、检测量具(辅具)
1)使用量具:0~25mm、25~50mm分度值为0.001mm的外径千分尺,150mm游标卡尺和300mm游标卡尺,量块,杠杆千分表及游标高度卡尺,表面粗糙度比较样块。
2)使用辅具:带前后顶尖支架的检验平台,V形架,200mm×200mm方箱,检验平板。
四、零件检测
1.几何尺寸测量(https://www.daowen.com)
(1)外径尺寸
1)直接测量法:用0~25mm分度值为0.001mm的数显外径千分尺十字测量ϕ200-0.013mm和ϕ250-0.013mm,得到实测值并记录;用25~50mm分度值为0.001mm的数显外径千分尺十字测量ϕ300-0.013mm、ϕ340-0.016mm、ϕ460-0.016mm,得到实测值并记录。
2)间接测量法:采用量块和千分表进行测量,将ϕ34mm圆柱放置在方箱工作面上(ϕ46mm圆柱及ϕ30mm圆柱留在方箱外面),即仅ϕ46mm圆柱面与方箱工作面接触;并将工件、方箱一并放在平板上,把千分表安装在高度尺上,放到方箱工作面上,测量头接触ϕ46mm圆柱面上素线,把千分表指针调到零位;将量块6mm和40mm组合起来放在工件旁边,移动杠杆千分表测头到量块组合上面,记录指针读数,该读数与46的代数差即为ϕ46mm圆柱的实测值。同理可以测量出其他外圆的直径实测值。
(2)轴向尺寸 (25±0.016)mm用数显外径千分尺测量;(40±0.031)mm用数显高度尺测量得到;(2±0.1)mm×0.5mm用游标卡尺和目测得到实测值;(40±0.3)mm、(50±0.3)mm用游标深度卡尺测量得到如图3-64所示;(250±0.5)mm用游标卡尺测量得到。
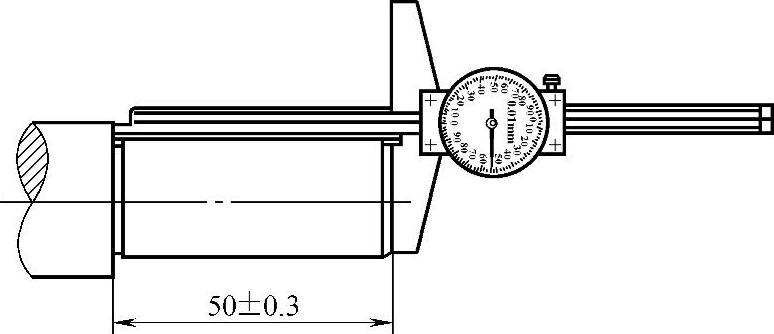
图3-64 台阶轴轴伸长度的测量
2.几何误差测量
1)形状误差检测:ϕ25mm圆柱度误差的检测;因为该圆柱度公差要求比较高,可以采用在圆度仪上测量的方法进行。
前面讲了用圆度仪测量圆度误差的方法。测量圆柱度误差也可采用圆度仪,常用的测量仪器是转轴式圆度仪。测量原理如图3-65所示,用该种仪器测量时,测量过程中被测零件固定不动,仪器的主轴带着传感器和测头一起回转,假设仪器主轴回转一周,则仪器测头端点所形成的轨迹为一个圆。当测头与被测零件的某一横向截面轮廓相接触,随着轮廓半径的变化,在主轴回转中测头作径向变动,传感器获得的信息即为实际轮廓的半径变动量。如果将上述测量过程看作一种在极坐标测量系统中的检测过程,则传感器获得的信息即是实际轮廓向量半径的变化量。该种仪器工作时被测零件被固定于工作台上不动,故可以测量直径较大的零件。
该仪器测量圆柱度误差时,测头在被测圆柱上作不间断螺旋运动,测头的轨迹直接传递给计算机,使其绘制出半径的变化量及圆柱的轨迹,通过计算机计算给出圆柱度误差值。
2)跳动误差检测:ϕ25mm和ϕ34mm圆柱相对于基准A的径向圆跳动误差参照图3-19所示圆柱对中心孔轴线的圆跳动误差检测方法进行检测。
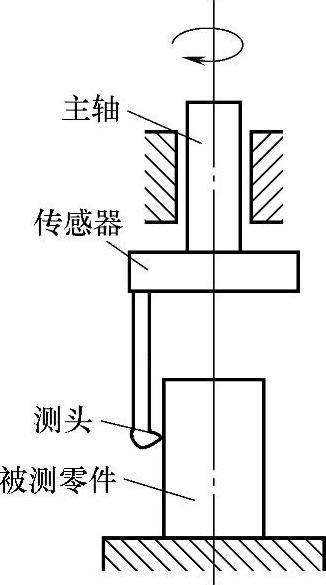
图3-65 用圆度仪测量 圆柱度误差原理
将工件以两个中心孔装在带前后顶尖支架的检验平台(以下简称检验平台)上,模拟中心孔的基准轴线;把杠杆千分表或千分表装在磁性表座上,打开磁力开关将表座吸附在检验平台平面上,测头放置在被测ϕ25mm圆柱面上;工件旋转一周,千分表的读数最大差值,即为该截面圆跳动误差值;按上述方法测量若干个截面,取各截面跳动量中的最大值,作为该零件ϕ25mm圆柱面相对于基准A的圆(径向)跳动误差值。用同样的方法可以测量出ϕ34mm圆柱面相对于基准A的径向圆跳动误差。
3.表面粗糙度和有关特性要求
1)表面粗糙度:外圆柱面、ϕ34mm和ϕ46mm端面和其余表面的表面粗糙度均采用比照表面粗糙度比较样块目测的方法得到。
2)有关特性要求:热处理调质后的硬度为220~250HBW,利用布氏硬度机和显微镜试验检测得到数据,并判断合格与否。
4.重点、难点测量及讲评
该台阶轴是磨削加工零件,外圆精度(含两个轴向尺寸)和表面粗糙度精度都比较高,外径测量和两个轴向尺寸测量是比较重要的,属于配合尺寸应特别关注;难点是圆柱度误差的检测,虽然是在圆度仪上检测,概念和原理是应该搞清楚的,圆柱度公差是表示零件上圆柱面外形轮廓上的各点对其轴线保持等距状况。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




