超高相对分子质量聚乙烯(UHMWPE)是一种线型结构的热塑性工程塑料,其生产方法和分子结构与高密度聚乙烯基本相同,可采用低压聚合法、淤浆法和气相法合成,相对分子质量是依靠改变催化剂成分比例、添加改性剂和工艺参数的调整来控制。
超高相对分子质量聚乙烯为粉末状,密度为0.936~0.964g/cm3,无毒,不易吸水,不易粘附,无表面吸引力;力学性能和化学性能独特,它几乎集中了各种塑料的优点,具有普通聚乙烯和其他工程塑料无法比拟的耐磨性、自润滑性和噪声衰减性;抗冲击、耐低温、抗低温冲击;耐高温蠕变、热稳定性好,熔点温度为190~210℃,热变形温度为85℃(在0.46MPa下),熔体流动速率接近零;耐寒性好,脆化温度低于140℃;耐拉伸强度高达39.2MPa;耐蚀性和耐环境开裂性能很好。
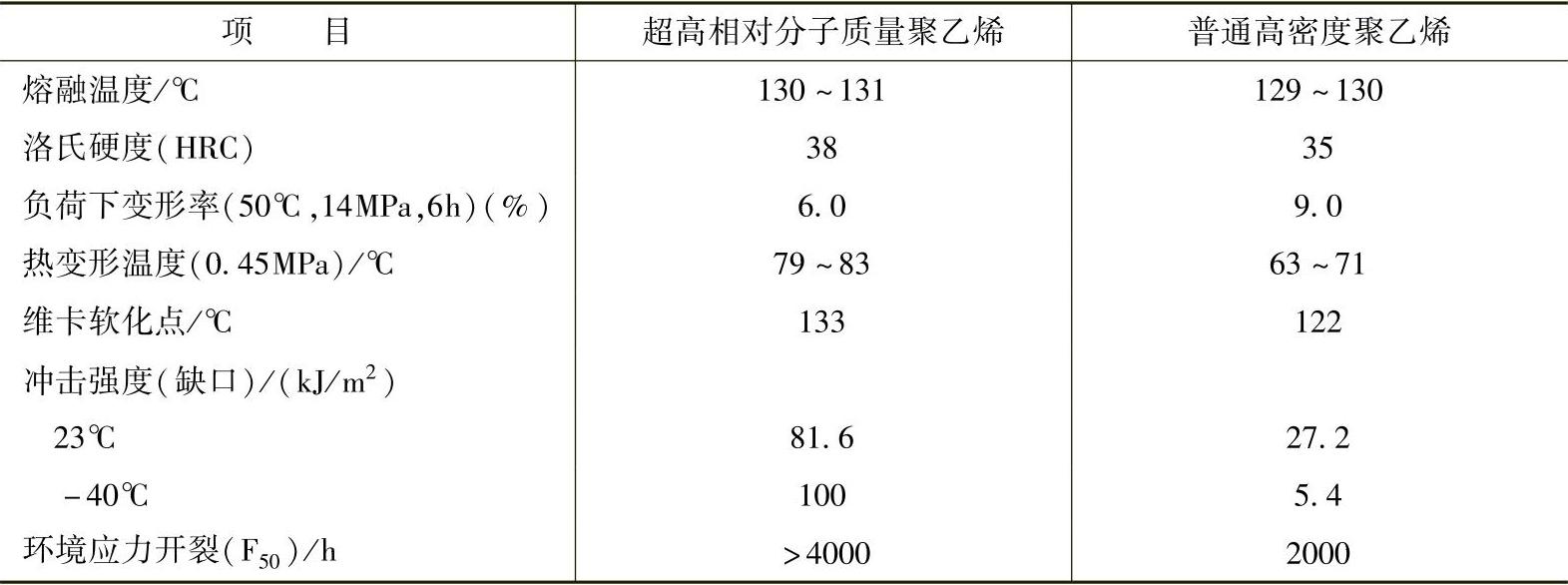
北京助剂二厂生产的UHMWPE产品牌号及性能见表1-39。UHMWPE与普通HDPE的性能比较见表1-40。
表1-39 北京助剂二厂UHMWPE性能
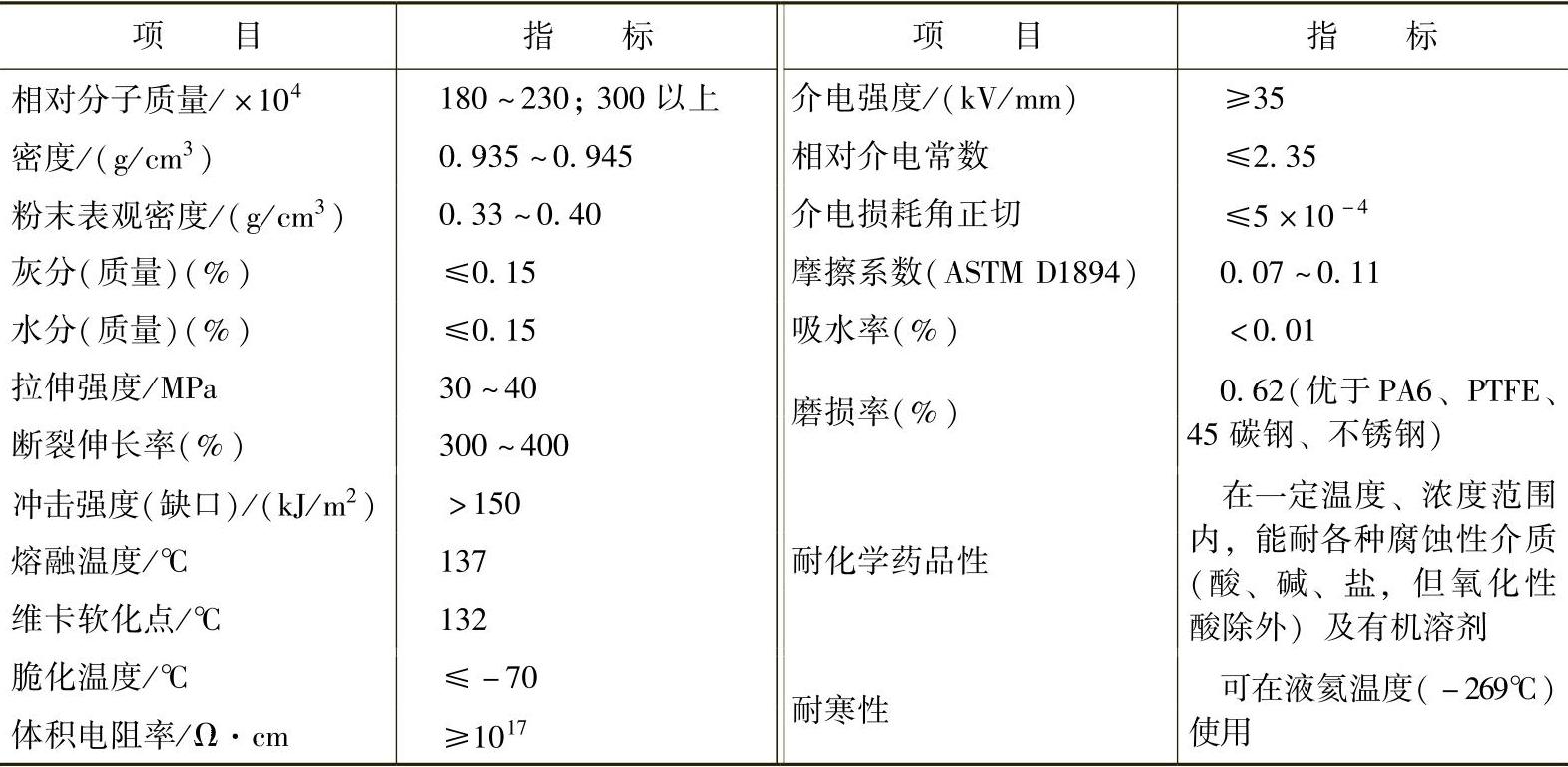
表1-40 UHMWPE和普通HDPE的性能比较(www.daowen.com)

(续)
超高相对分子质量聚乙烯,由于其相对分子质量很高,熔体流动速率极低,熔体黏度极大,流动性极差,对热剪切又极为敏感,所以,不宜用一般热塑性塑料成型设备和工艺来成型制品,一般多用热模压法、冷压烧结法成型。近年来,由于对UHMWPE进行了改性,达到了不降低相对分子质量而改善熔融性的目的,使熔体的流动性得到改善。另一点是对设备进行改造,采用压缩比小、螺旋槽深度大、双螺杆挤出机的两螺杆同向旋转;在进料处机筒要开槽,采用强制供料方法,以达到原料初入机筒时的顺利输送;挤塑工艺温度控制在180~200℃范围内,螺杆工作转速控制在10~15r/min,以防止高剪切速率下的原料降解。现在用这种挤出工艺可生产UHMWPE板材、棒材、中空制品和薄膜等。
用注射机注射成型UHMWPE制品时,选用的单螺杆注射机的螺杆和成型模具的结构应适当改进,塑化原料的工艺条件也要进行调整,如采用高压下喷射熔料,使其流动有利于充模,保证制品成型尺寸的稳定性好,故注射压力要控制在12MPa以上;螺杆塑化原料转速控制在40~60r/min范围内,转速过高、料温易升高,这样的原料也易降解,使相对分子质量下降,则会影响制品的性能。由于UHMWPE具有其他热塑性塑料无法比拟的独特性能,且价格适中,所以,广泛应用在纺织、包装、运输、机械、化工、采矿、石油、农业、建筑、电气、食品、医疗、体育等各领域中。如耐腐蚀的罐衬里、容器、冷却塔体;耐磨的轴、轴套、偏心轮、齿轮、搅拌桨叶、造纸行业中的刮刀片、导流板水翼;耐磨又耐寒的冰上运动器材,如旱冰滑轮、滑雪具衬板、履带式冰雪专用汽车零部件等;电器绝缘用电镀槽、辊子、高频和超高频区间工作的绝缘子、绝缘托架、电缆导管、电缆端子、断路器等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




