1.电子束固化设备的特点
1)电子束固化不需引发剂,因此无残留,耐蚀性高。
2)电子束固化是在常温下固化,因此适合不宜加热的塑料、木材、纤维和纸等上的被涂物的涂层固化。
3)涂层固化速度快,适合大批量生产涂层的固化。
4)不透明涂料也能吸收电子束而固化。
5)工作时有X射线和臭氧产生,因此需有可靠的安全保护措施。
6)电子束加速装置价格昂贵。
7)不适合管件和有不通孔工件的固化。
2.电子束固化设备的组成
电子束照射固化处理简称EB。电子束固化是用高能量的电子束照射,使被照射涂层的分子内产生活性基团,引发聚合反应,使涂层固化成膜。电子束固化设备由高电压发生器、加速器主体、室体和操作盘等组成,如图2-19所示。(www.daowen.com)
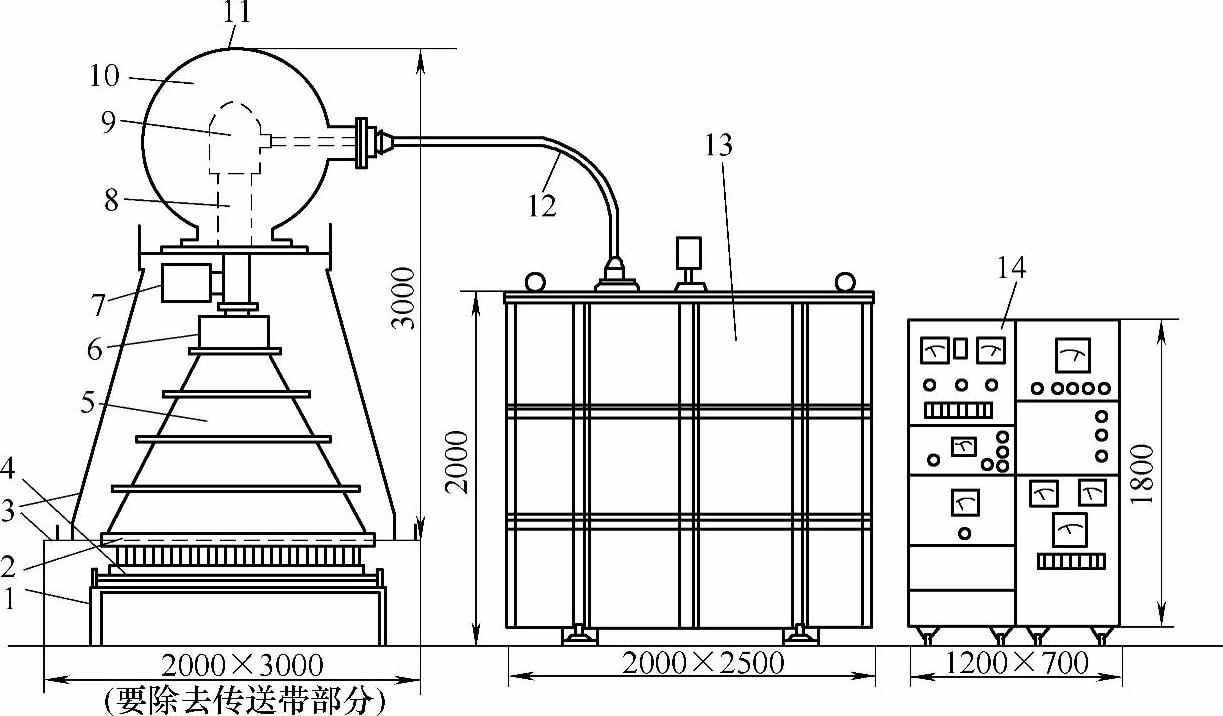
图2-19 电子束固化装置图
1—传送带 2—照射窗(薄金属箔) 3—铅屏蔽板 4—被照射物体 5—扫描器 6—扫描器磁铁 7—真空泵 8—加速管 9—电子聚集仓 10—罐(填充压力为20Pa的氟利昂气体) 11—加速器主体 12—高压电缆 13—高电压发生器 14—控制盘
电子束对物质的透过力与加速电压成正比,与透过物质的密度成反比。漆膜厚度一般在10~300μm的范围内,漆膜密度一般为1.0~2.0kg/L。电子束照射强度用加速电压V和电子束电流I表示,输出功率用单位kW表示。加速电压代表电子束的穿透深度,电流代表电子束射线的量。通常以加速电压300kV、电子束电流30mA、输出功率9kW作为标准参数。
3.电子束固化工艺
电子束固化工艺要求操作人员不仅要对配套用的电子束固化装置和涂料十分了解,而且还要掌握其独特的工艺技术。
(1)设备的屏蔽 电子束轰击到金属上时会产生X射线,由于X射线对人体是有害的,因此要在电子束加速器周围用水泥和铅板将其屏蔽。例如,水平传送带上的被涂物连续操作时,要将整个设备屏蔽起来;如果涂装金属卷材,则只用铅板将照射室围起来便可。
(2)电子束加速器的选择 在电子束固化干燥涂膜的方法中,电子束加速器的选择和安置方式等都是很重要的,必须根据被照射物的形状、大小、涂装系统、生产量、传送方法、涂料固化所需的电子束量等条件来确定电子束加速器的设置和所需的台数、照射窗与被涂物的距离、照射窗的配置和排列等。
(3)照射装置周围气氛的控制 在电子束固化过程中,由于氧气的存在会阻碍聚合反应的进行,使漆膜表面不能完全干燥及达到足够的硬度,而且电子束会氧化空气中的氧气而产生臭氧(臭氧不仅对设备有腐蚀作用,对人体也有很大的危害),因此应采取在电子束照射室内充满惰性气体的方法,使氧气浓度保持在一定值以下。具体方法是用天然气或氢气、煤油、丙烷气等按一定比例与空气混合燃烧,再将燃烧后所产生的惰性气体送入照射室内,置换出里面的空气,从而使氧气浓度降低。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




