加热干燥可分为加热烘干和强制干燥。加热烘干是指加热只能在一定温度下固化的涂料,使其完全成膜。加热烘干常用的温度一般在120℃以上。强制干燥是指加热能自然干燥的涂料,目的是缩短涂料的干燥时间,提高涂层的性能。强制干燥一般采用低温固化,固化温度为60~100℃。
加热干燥(烘干)可分为低温烘干、中温烘干和高温烘干。低温烘干温度为100℃以下,中温烘干温度为100~150℃,高温烘干温度为150℃以上。强制干燥一般采用低温,温度一般在100℃以下,最高不超过110℃。例如,硝基涂料的加热干燥条件为60~80℃,10~30min;醇酸树脂涂料的加热干燥条件为90~110℃,30~60min;丙烯酸树脂涂料的加热干燥条件为120~140℃,20~40min;环氧粉末涂料的加热干燥条件为170~190℃,20~30min;一般水性电泳涂料的加热干燥条件为170~190℃,20~40min。必须注意的是:涂料固化要求中的“温度”指的是涂层表面温度或涂层底材的温度,而非烘干环境的温度。受热相对容易变形的塑料和木材的烘干温度一般为60~80℃,金属制品的烘干温度为80~300℃。
1.对流式干燥
对流加热是指以热空气为媒介,通过对流方式将热量传递给工件涂层,以使其干燥固化并形成涂膜。这种方式的优点是加热均匀、温度控制精度高,适用于高质量的涂层、形状和结构复杂的被涂物烘干,因此是涂膜烘干的主要方式。但升温速度慢和热效率低,涂层比较容易形成针孔。
对流烘干室有很多种形式。其主要结构有室体加热系统、布风装置和温度控制系统。加热系统由电热元件、布风板、空气过滤器和循环通风机等部件组成。温度控制系统可调整循环热空气的进气量和热风温度,采用电加热时则可调节加热功率的大小。图2-3所示为对流式干燥设备示意图。
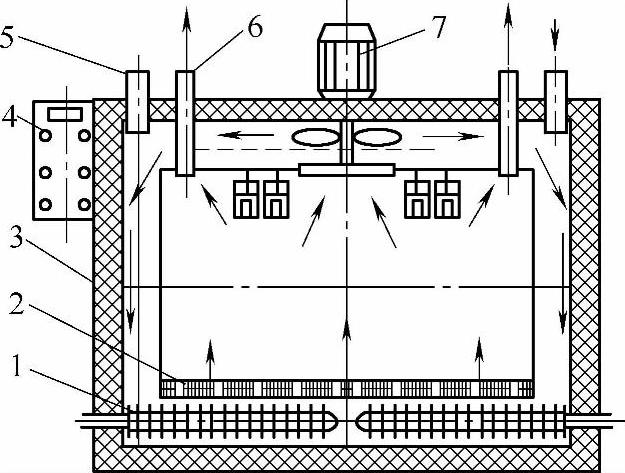
图2-3 对流式干燥设备
1—布风板 2—电热元件 3—电烘箱箱体 4—电控箱 5—进风管 6—排潮口 7—循环装置
2.辐射式干燥
辐射加热通常采用红外线和远红外线。红外线和远红外线从热源辐射出来后呈电磁波形式传导,辐射到物体后直接被吸收而转换成热能,从而使涂膜和底材同时加热。辐射加热升温速度快,热效率和烘干效率高。但对结构复杂的工件,其温度均匀性不易保证。
红外加热和热风加热相比,具有以下优点:
1)红外线具有穿透性,能使物体内外同时加热;热风干燥时只能从被加热物体的表面向内部逐渐传送。因此,红外线加热更易达到内外温度均一的效果。
2)红外线单位面积的热传输量大,故红外炉的尺寸远小于传统的热风炉,组合安装方便。(https://www.daowen.com)
3)红外线直接辐射加热,故热效率良好,再加上内外同时加热,可大大缩短干燥时间。
4)红外线可局部加热。能直接加热被涂物,减少加热范围,故可以节省能源,也可提供舒适的作业环境。
5)红外线温度控制容易而迅捷,并具有安全性。
远红外线干燥技术优点如下:
1)干燥速度快,只需热风干燥时间的1/10。
2)建设费用低。烘道大大缩短,节约费用。
3)节约能源。它不需要通过介质加热,所以热损失小,热效率高。
4)干燥的质量好。被加热的物体内外同时吸收辐射线,加热均匀,里外一致。
3.电感应干燥
电感应干燥的基本原理是利用电感应作用,使电能转变为热能。优点是加热效率高,热量是在被涂物体本身发热产生,涂层干燥由基体下开始,使涂料中的溶剂完全散逸,因而缩短了干燥时间,并使形成的涂膜更为坚固。缺点是有照射盲点,只适合形状简单的被涂物固化,照射装置的价格高,安全管理需严格。
电感应干燥的具体操作工序是将已涂覆好的金属工件放在线圈里面,线圈通交流电,电流通过线圈使其周围产生磁场,从而使被涂工件受热,加热的温度可由电流强度的大小及工件在磁场中停留的时间来调节,一般烘干温度可达250~280℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






