1.滑块机构类型
对有侧向分型、抽芯的机构统称滑块机构。滑块机构类型较多,分类方法多种多样。根据各类滑块结构的使用特点,常用滑块机构可以概括为以下几类:
1)定模滑块机构;
2)动模滑块机构;
3)内滑块机构;
4)哈夫模机构;
5)斜推杆、摆杆机构;
6)液压(气压)滑块机构。
2.滑块设计要求
(1)滑块机构的各组件应有合理的加工工艺性(尤其是成型部位)
1)尽量避免出现滑块夹线。若不可避免,夹线位置应位于塑件不明显的位置,且夹线长度尽量短小,同时应尽量采用组合结构,使滑块夹线部位与型腔可一起加工。图1-87a所示为加工工艺性不好,因为滑块上的成型部分不可以同前模一起加工,图示“夹线”部位不易接顺,影响模具质量。图1-87b所示为加工工艺性好,因为滑块上的成型部分(去掉镶针)可以同前模一起加工,图示“夹线”部位容易接顺,可提高模具质量。
2)为了便于加工,成型部位与滑动部分尽量做成组合形式,如图1-88所示。
(2)滑块机构的组件及其装配部位应保证足够的强度、刚度
滑块机构一般依据经验设计,也可进行简化计算,为保证足够的强度、刚度,一般情况采用如下原则:结构尺寸最大。在空间位置可满足的情况下,滑块组件采用最大结构尺寸。
1)对较长滑块杆末端定位,避免滑块杆弯曲,如图1-89所示。
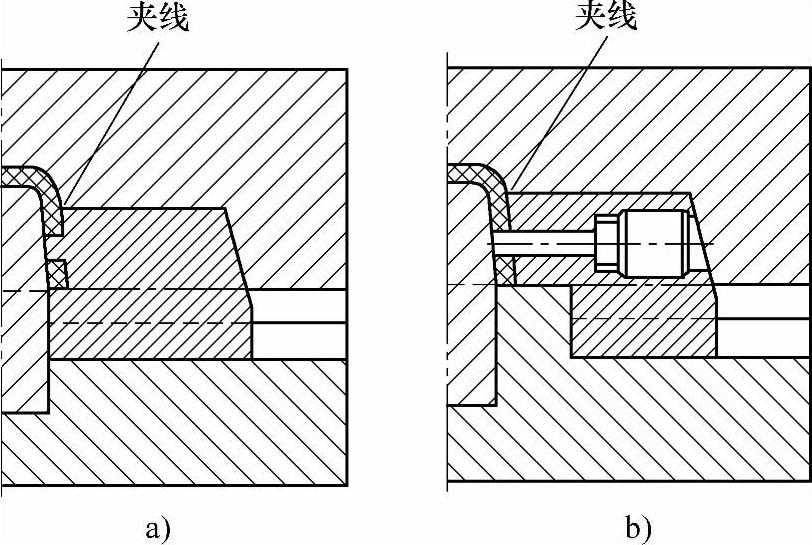
图1-87 滑块产生夹线

图1-88 组合行位结构
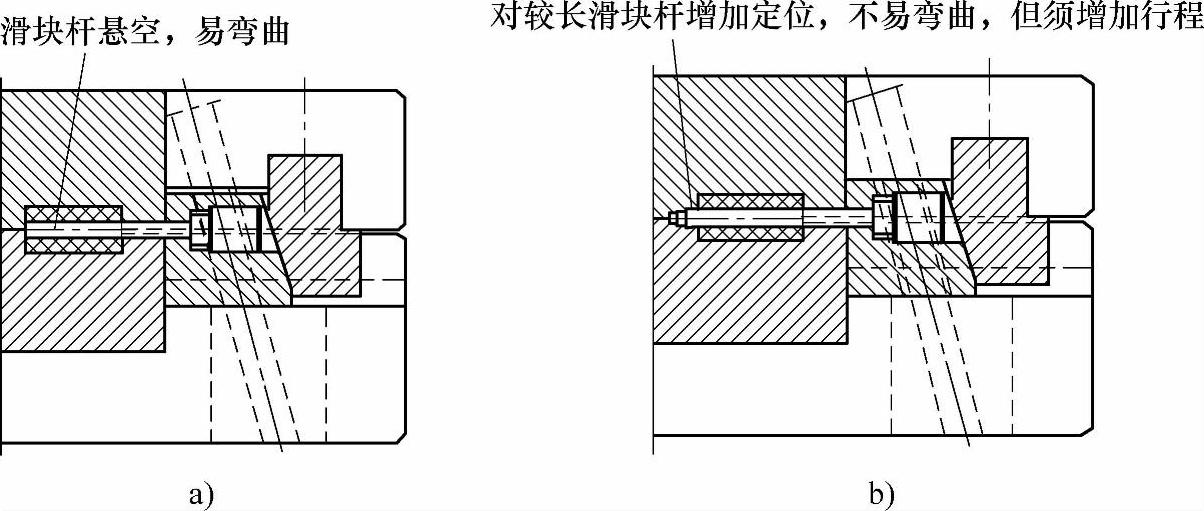
图1-89 长滑块结构
2)加大斜推杆的断面尺寸,减小斜推杆的导滑斜度,避免斜推杆弯曲,如图1-90所示。
在塑件结构空间“D”允许的情况下,加大斜推杆的断面尺寸“a”“b”,尤其是尺寸“b”,同时,在满足侧抽芯的前提下,减小角度“A”,避免斜推杆在侧向力的作用下杆部弯曲。
3)改变组件的结构,增强装配部位模具的强度,如图1-91和图1-92所示。
4)增加锁紧,提高组件的强度。
(3)滑块机构的运动应合理
为了滑块机构可以正常的工作,应保证在开、合模的过程中,滑块机构不与其他结构部件发生干涉,且运动顺序合理可靠。通常应多考虑以下几点:
1)采用定模滑块时,应保证开模顺序。图1-93所示为在开模时,应从A—A处首先分型,然后B—B处分型。
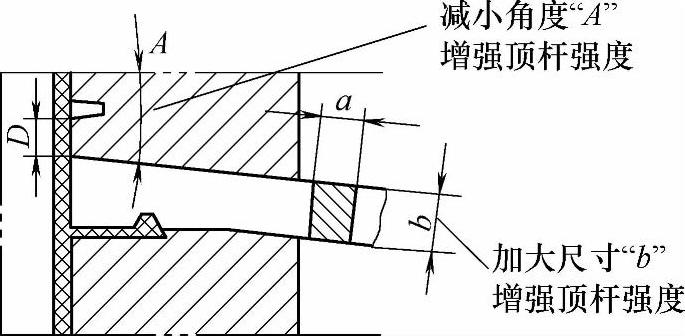
图1-90 加大斜推杆端面
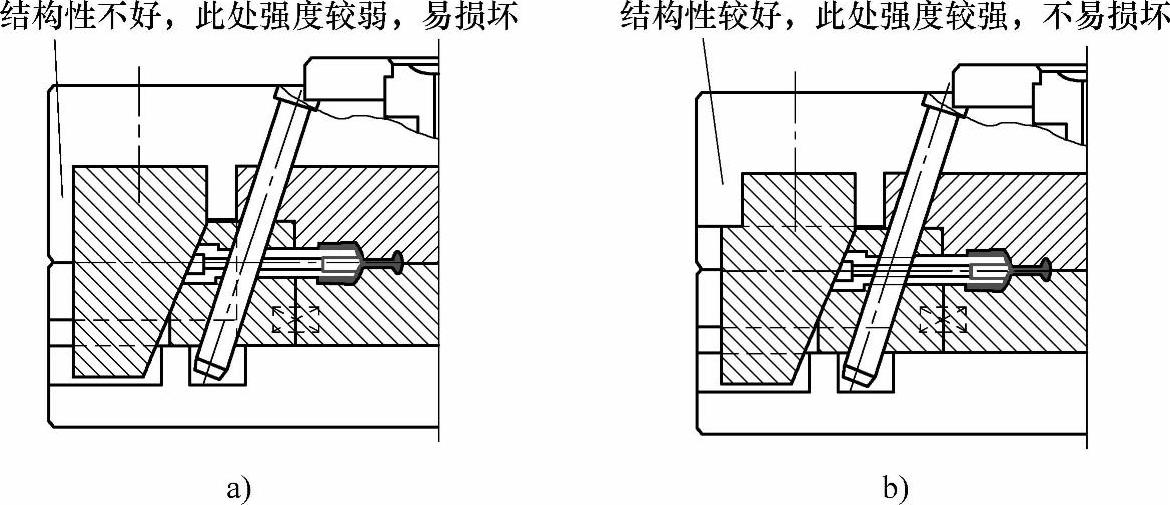
图1-91 改变组件结构
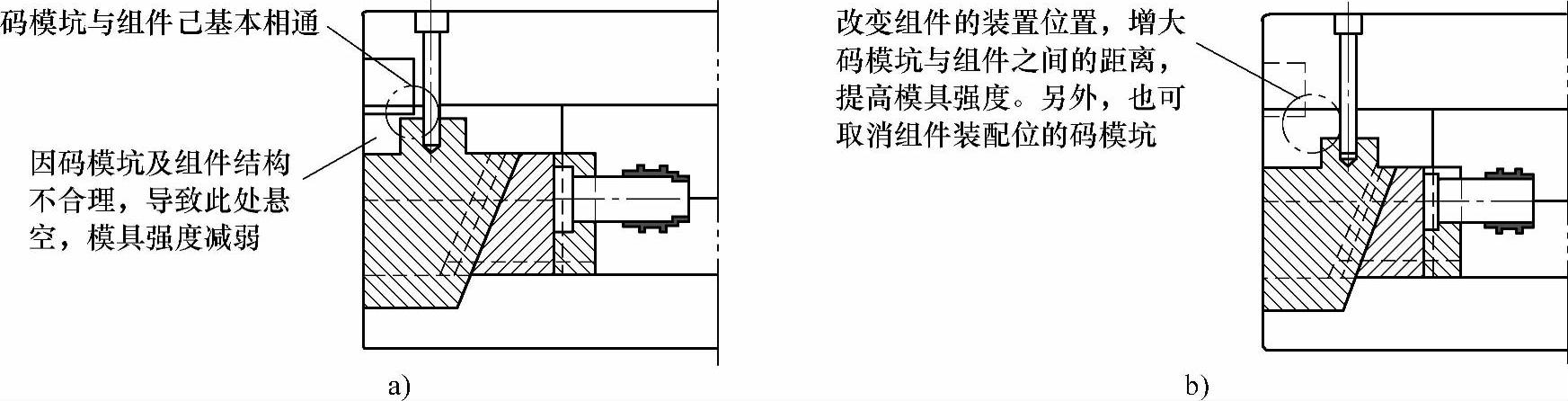
图1-92 改变组件位置
2)采用液压(气压)滑块机构时,滑块的分型与复位顺序必须控制好,否则滑块会碰坏。图1-94中,只有当锁紧块2离开滑块后,滑块机构才可以分型,合模前,滑块机构须先行复位,合模后由锁紧块2锁紧行位。图1-95中,由于滑块杆穿过前模,须在开模前抽出滑块杆,合模后滑块机构才可复位,由液压缸压力锁紧滑块。
3)滑块机构在合模时,防止与顶出机构发生干涉。
当滑块机构与顶出机构在开模方向上的投影重合时,应考虑采用先复位机构,让推出机构先行复位。
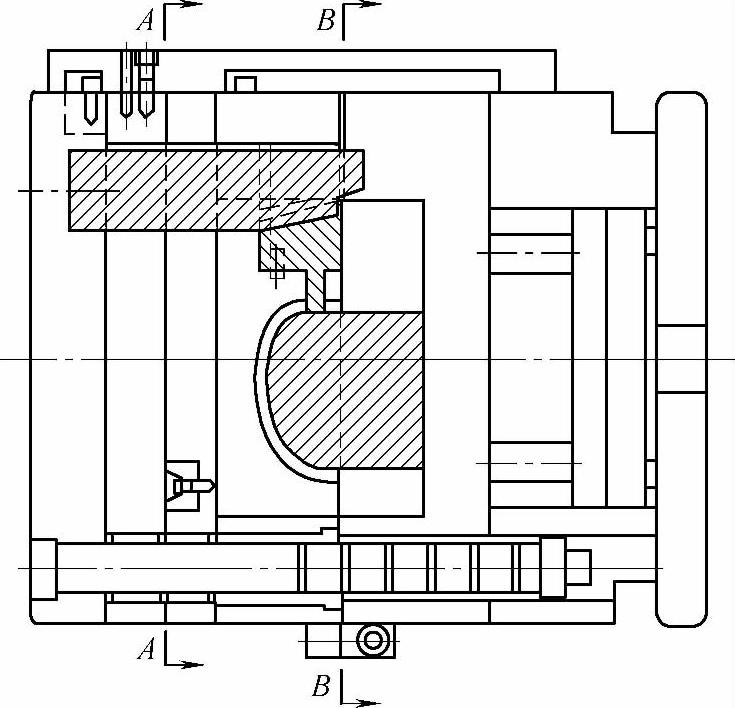
图1-93 定模滑块结构
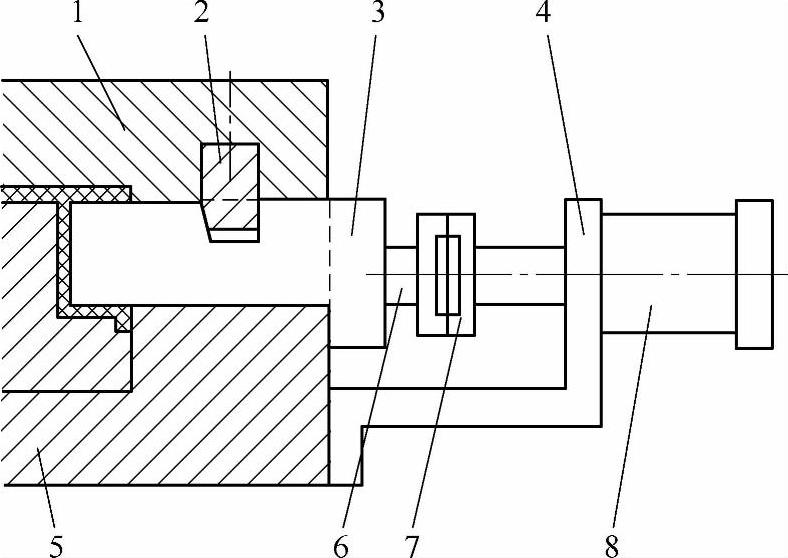
图1-94 液压滑块结构1
1—定模 2—锁紧块 3—滑块 4—支架 5—动模 6—拉杆 7—连接器 8—液压缸
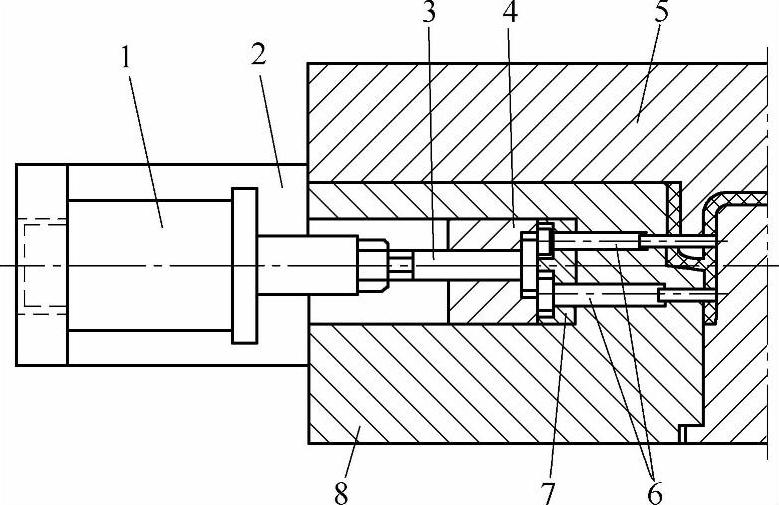
图1-95 液压滑块机构2
1—液压缸 2—支架 3—拉杆 4—滑块 5—定模 6—滑块杆 7—固定板 8—动模
4)当驱动滑块的斜导柱或斜滑板较长时,应增加导柱的长度。
导柱长度L>D+15mm,如图1-96所示。加长导柱的目的是为了保证在斜导柱或斜滑板导入滑块机构的驱动位置之前,定、动模已由导柱、导套完全导向,避免滑块机构在合模的过程中碰坏。
(4)保证足够的滑块行程(以利于塑件脱模)
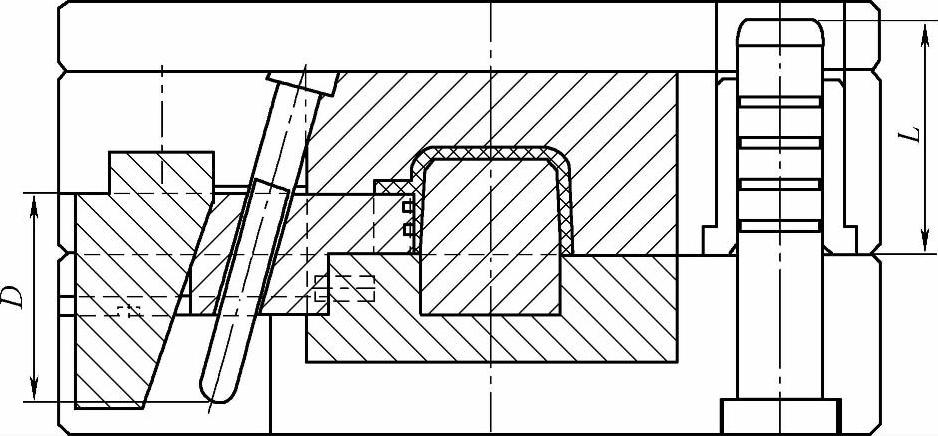
图1-96 增加导柱长度
滑块行程一般取侧向孔位或凹凸深度加上0.5~2.0mm。斜推杆、摆杆类取较小值,其他类型取较大值。但当用拼合模成型线圈骨架一类的塑件时,行程应大于侧凹的深度,如图1-97所示,其行程S由下式计算。
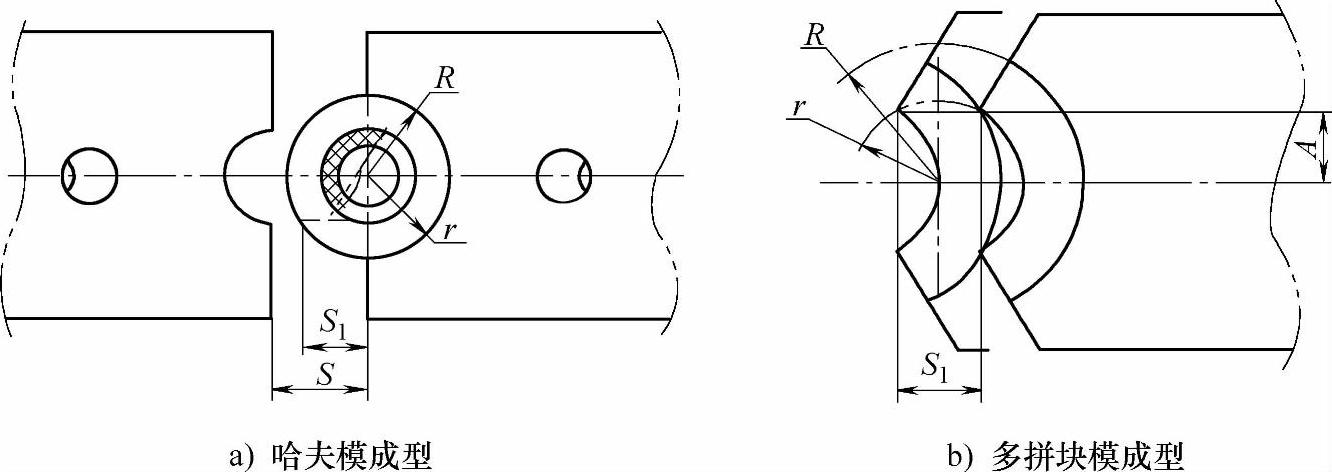
图1-97 滑块行程
哈夫模成型:

多拼块模成型:

(5)滑块导滑应平稳可靠(同时应有足够的使用寿命)
滑块机构一般采用T型导滑槽形式进行导滑。图1-98所示为几种常用的结构形式。
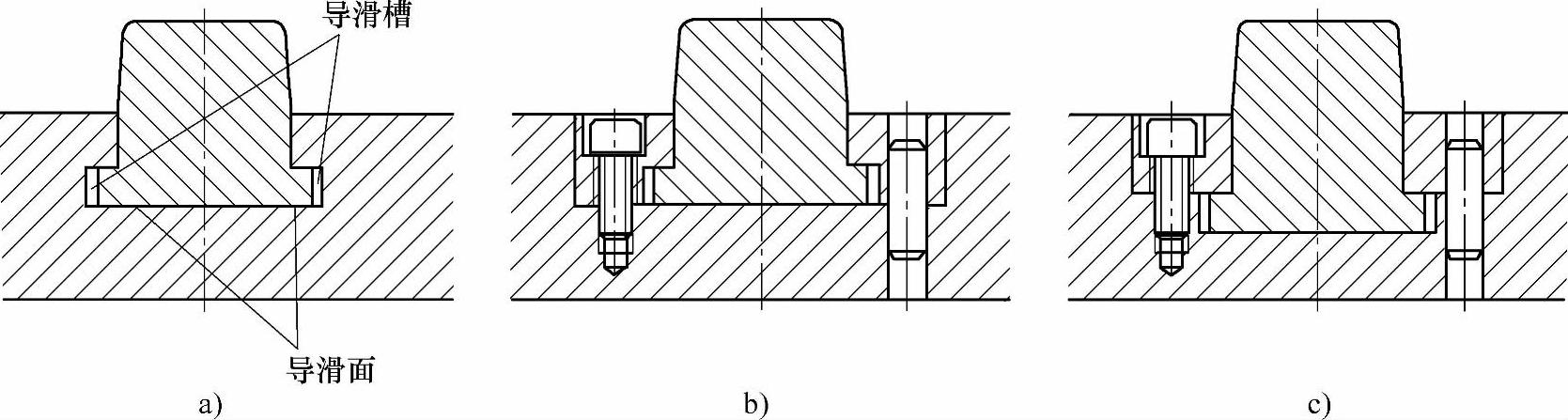
图1-98 T型导槽
当滑块机构完成侧分型、抽芯时,滑块留在导滑槽内的长度不小于全长的2/3。当模板大小不能满足最小配合长度时,可采用延长式导滑槽,如图1-99所示。
滑块导滑面(即运动接触面及受力面)应有足够的硬度和润滑。一般来说,滑块组件须热处理,其硬度应达到HRC40以上,导滑部分硬度应达到HRC52~56,导滑部分应加工油槽。
在斜推杆、摆杆类的滑块机构中,导滑面为配合斜推杆、摆杆的孔壁。为了减少导滑面磨损,实际配合面不应太长。同时,为了增加导滑面的硬度,局部应使用高硬度的镶件制作。如图1-100所示。
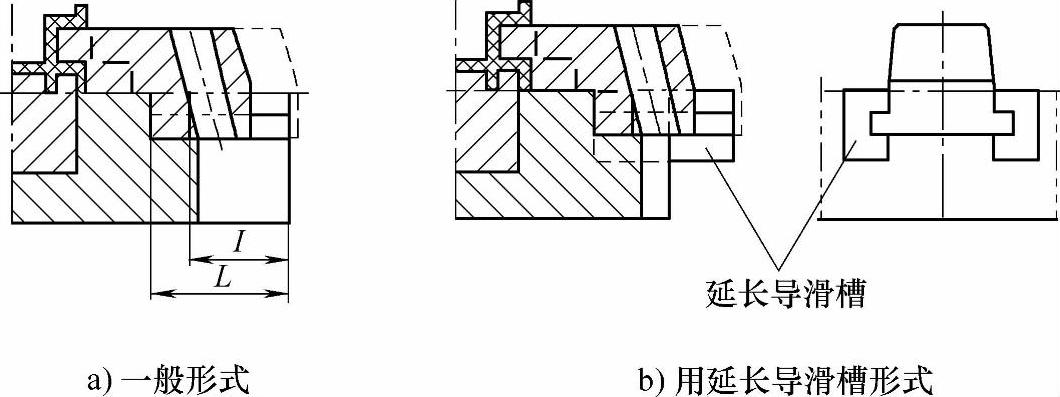
图1-99 侧抽芯导槽结构
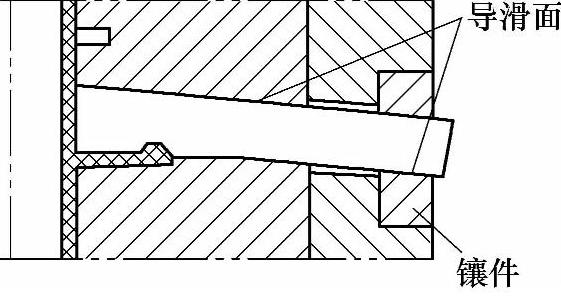
图1-100 斜推杆行位结构
(6)滑块定位应可靠(https://www.daowen.com)
当滑块机构终止分型或抽芯动作后,滑块应停留在刚刚终止运动的位置,以保证合模时完成复位,为此须设置可靠的定位装置,但斜推杆、摆杆类的滑块机构无需设置定位装置。下面是几种常用的结构形式,如图1-101所示。
图1-101a所示为普遍使用,但因内置弹簧的限制,行距较小。
图1-101b所示的适用于模具安装后,滑块块位于上方或侧面和行距较大的滑块,滑块块位于上方时,弹簧力应为滑块块自重的1.5倍以上。
图1-101c所示为适用于模具安装后,滑块块位位于侧面。
图1-101d所示为适用于模具安装后,滑块块位位于下方,利用滑块自重停留在挡块上。
3.定模滑块机构
定模滑块机构是指滑块设置在定模一方,因此须保证滑块在开模前先完成分型或抽芯动作;或利用一些机构使滑块在开模的一段时间内保持与塑件的水平位置不变并完成侧抽芯动作。
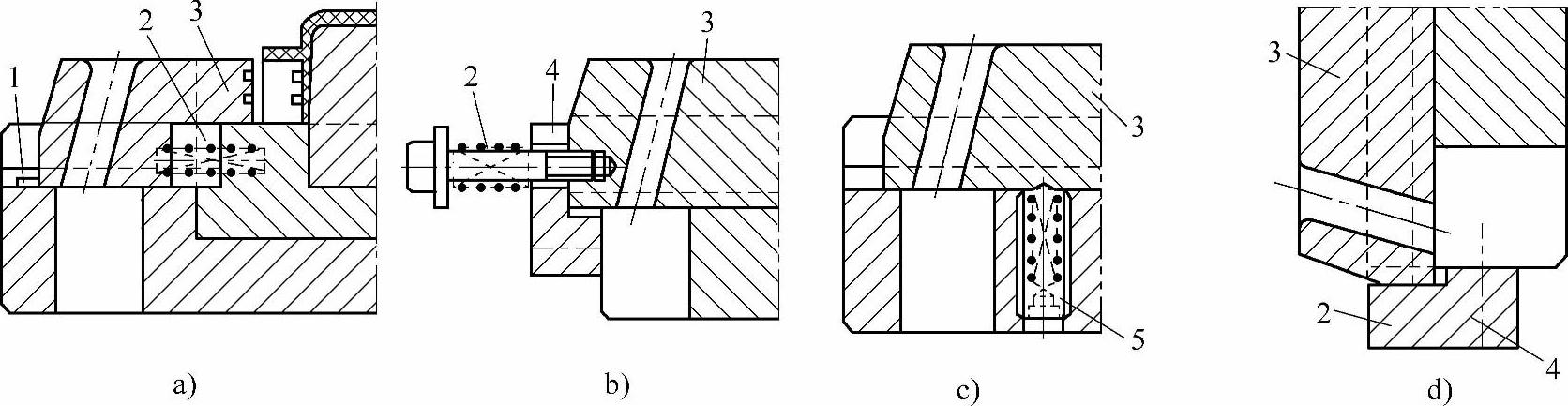
图1-101 滑块机构的结构形式
1—限位钉 2—弹簧 3—滑块 4—限位块 5—定位珠
因为滑块设置在定模一方,定模滑块所成型的塑件上的位置就直接影响着定模强度。为了满足强度要求,定模行位所成型的塑件上的位置应满足下面要求,当不能满足时,应同相关负责人协商。
当滑块成型形状为圆形、椭圆形时,如图1-102a所示,边间距要求≥3.0mm。
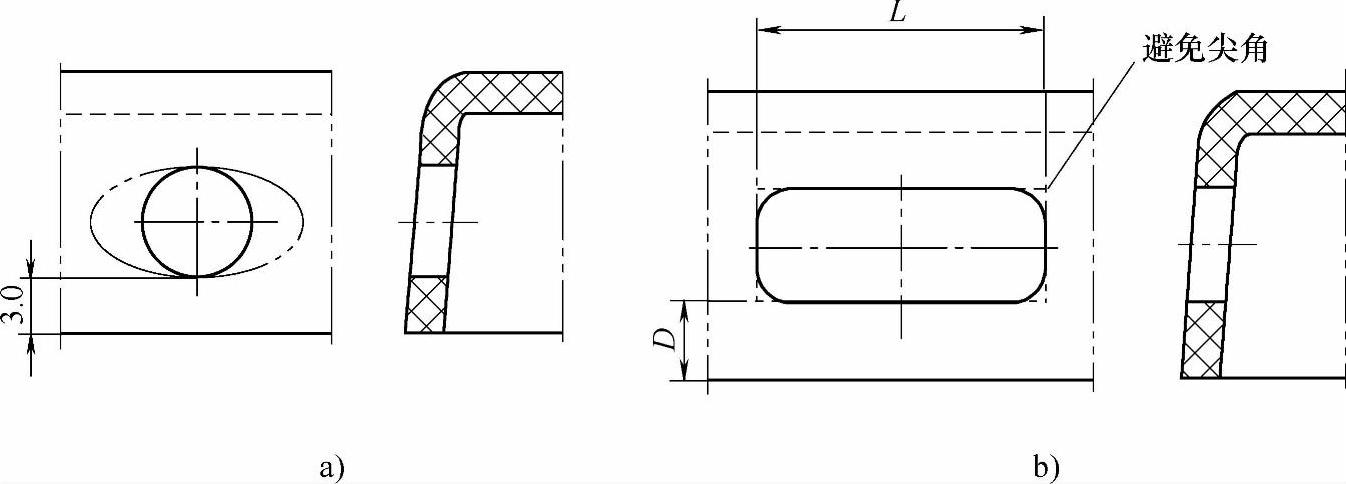
图1-102 椭圆、长方形滑块
当滑块成型形状为长方形时,边间距取决于“L”的长度,如图1-102b所示。L≤20.0mm时,D≥5.0mm;L>20.0mm时,D≥L/4,并按实际适当调整“D”的大小并改善模具结构,如图1-103所示。
另外,在设计定模滑块时,除了受塑件特殊结构影响外,应尽力避免因滑块孔而产生薄钢、应力集中点等缺陷,提高模具强度,如图1-104所示。
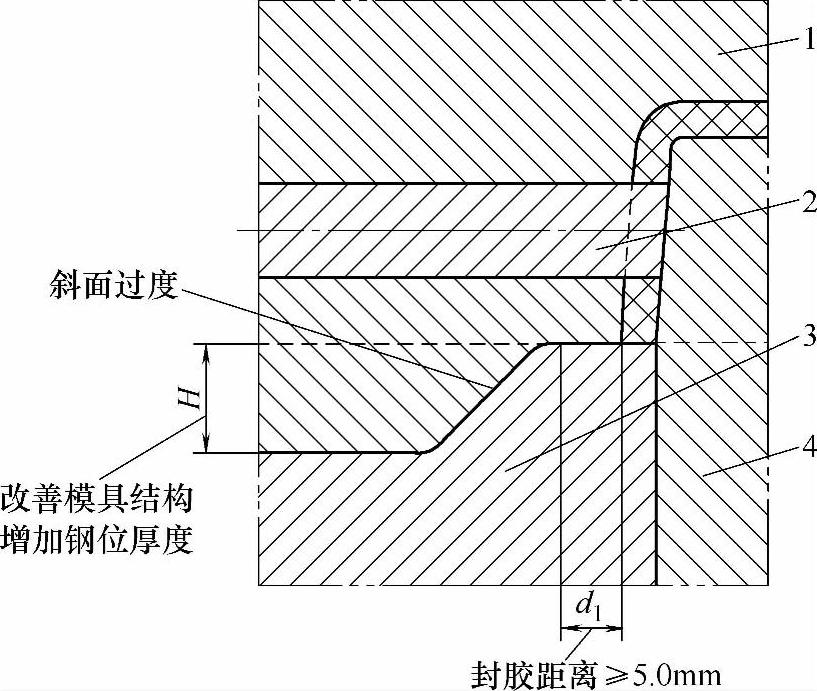
图1-103 滑块结构
1—定模 2—滑块型芯 3—动模 4—动模镶件
4.内滑块机构
内滑块机构主要用于成型塑件内壁侧凹或凸起,开模时行位向塑件“中心”方向运动。其典型结构如下:
(1)结构1
如图1-105所示,内滑块成型塑件内壁侧凹。内滑块1在斜销3的作用下移动,完成对塑件内壁侧凹的分型,斜销3与内滑块1脱离后,内滑块1在弹簧4的作用下使之定位。因须在内滑块1上加工斜孔,内滑块宽度要求较大。
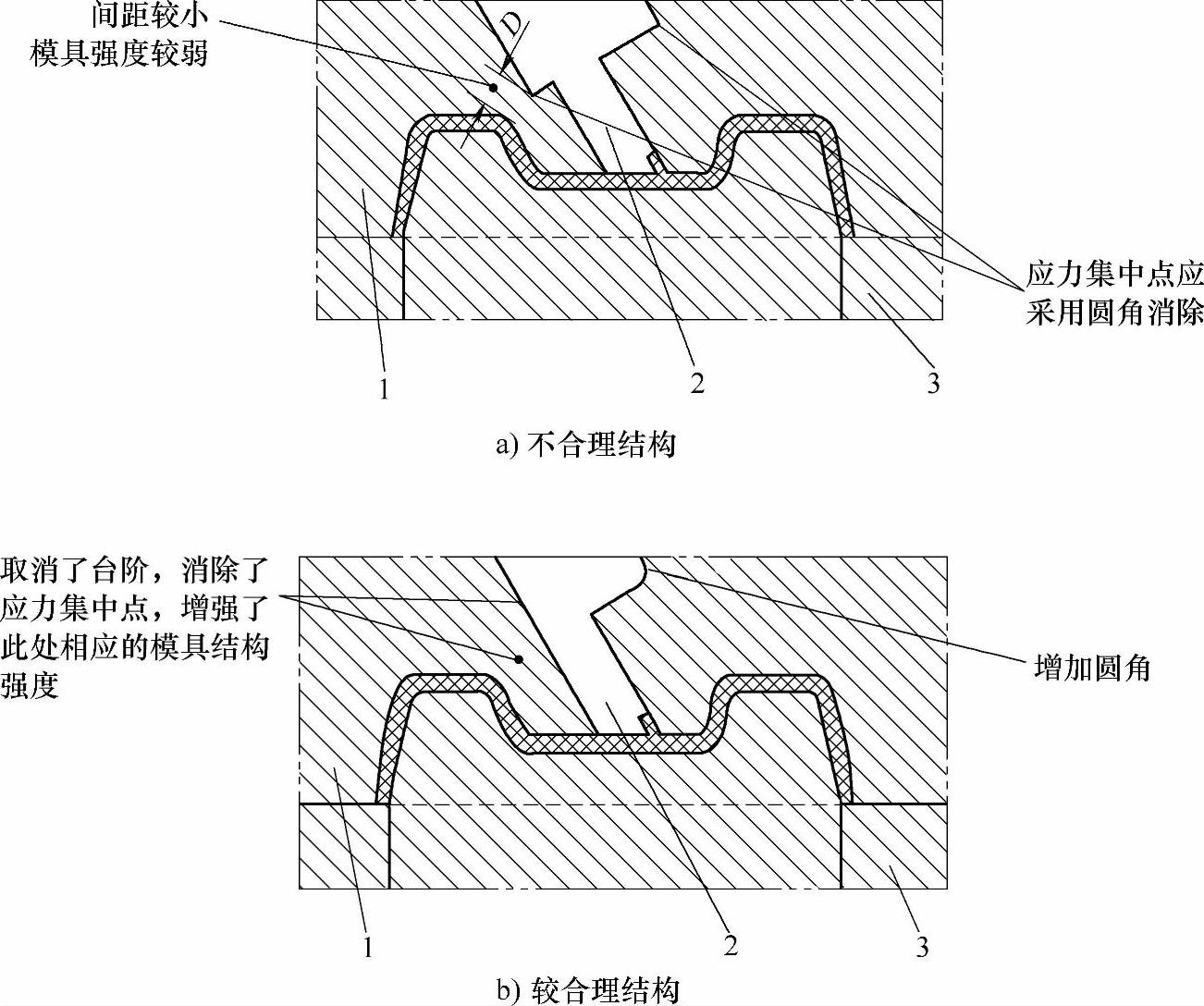
图1-104 提高模具强度
1—定模 2—定模滑块 3—动模
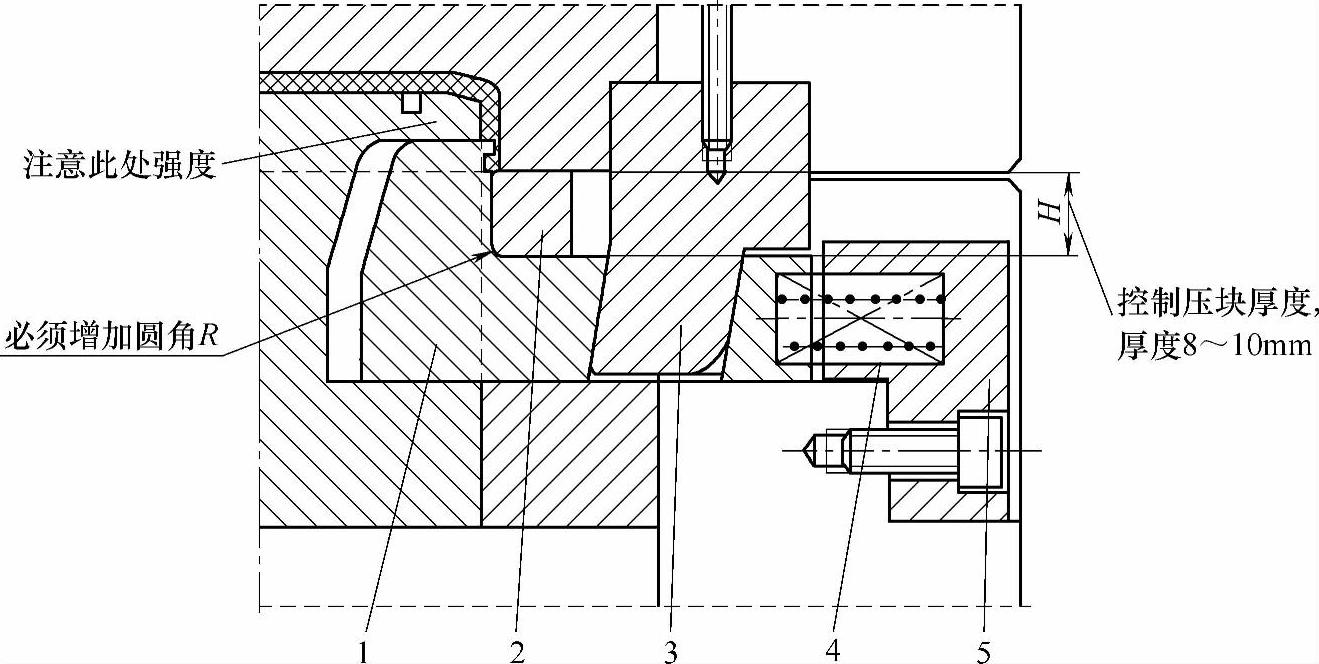
图1-105 内滑块结构1
1—内滑块 2—压块 3—斜销 4—弹簧 5—挡块
(2)结构2
如图1-106所示,滑块1上直接加工斜尾,开模时内滑块1在镶块5的A斜面驱动下移动,完成内壁侧凹分型。此形式结构紧凑,内滑块宽度不受限制,占用空间小。
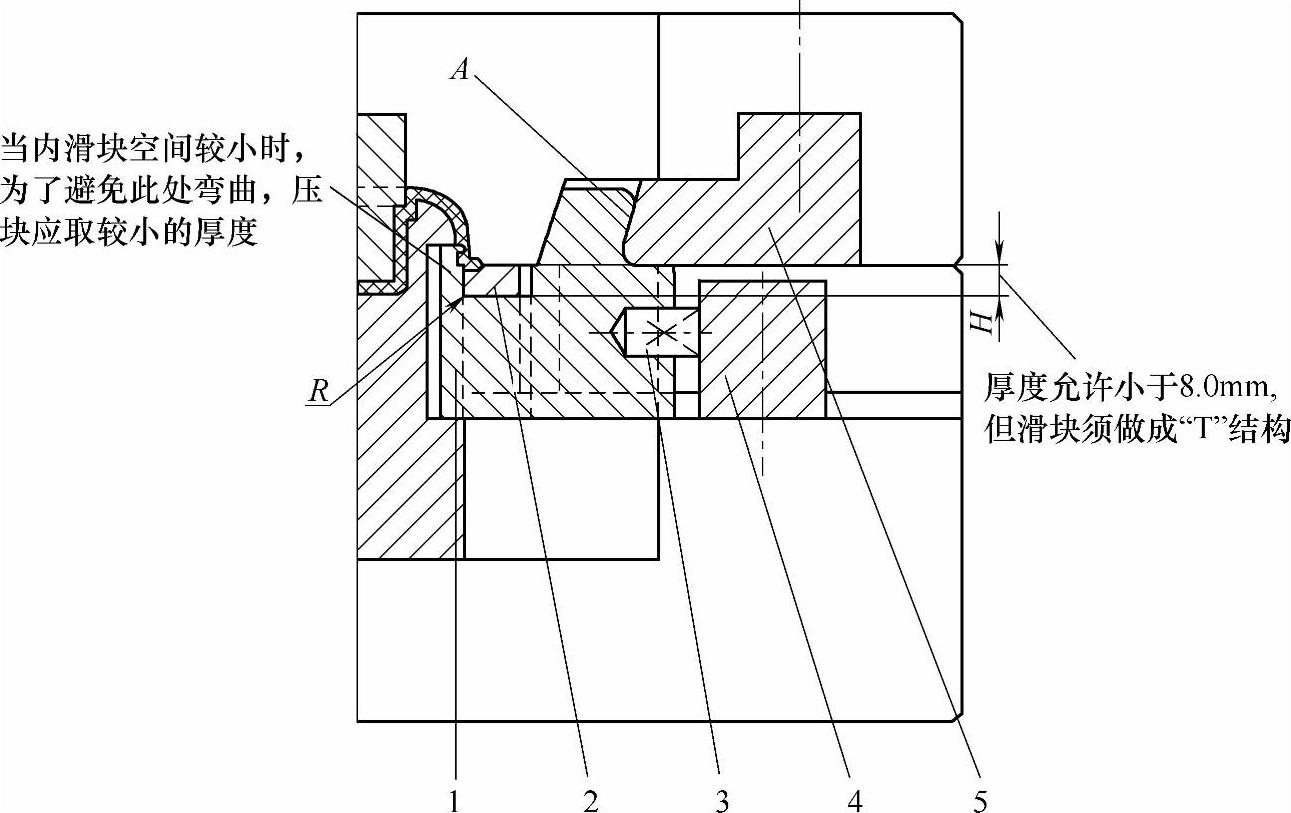
图1-106 内滑块结构2
1—内滑块 2—压块 3—弹簧 4—挡块 5—镶块
(3)结构3
图1-107所示为内滑块成型凸起。在这种形式的结构中,为了避免塑件推出时,动模刮坏成型的凸起部分,一般要求图示尺寸D>0.5mm。注意a1应大于a。
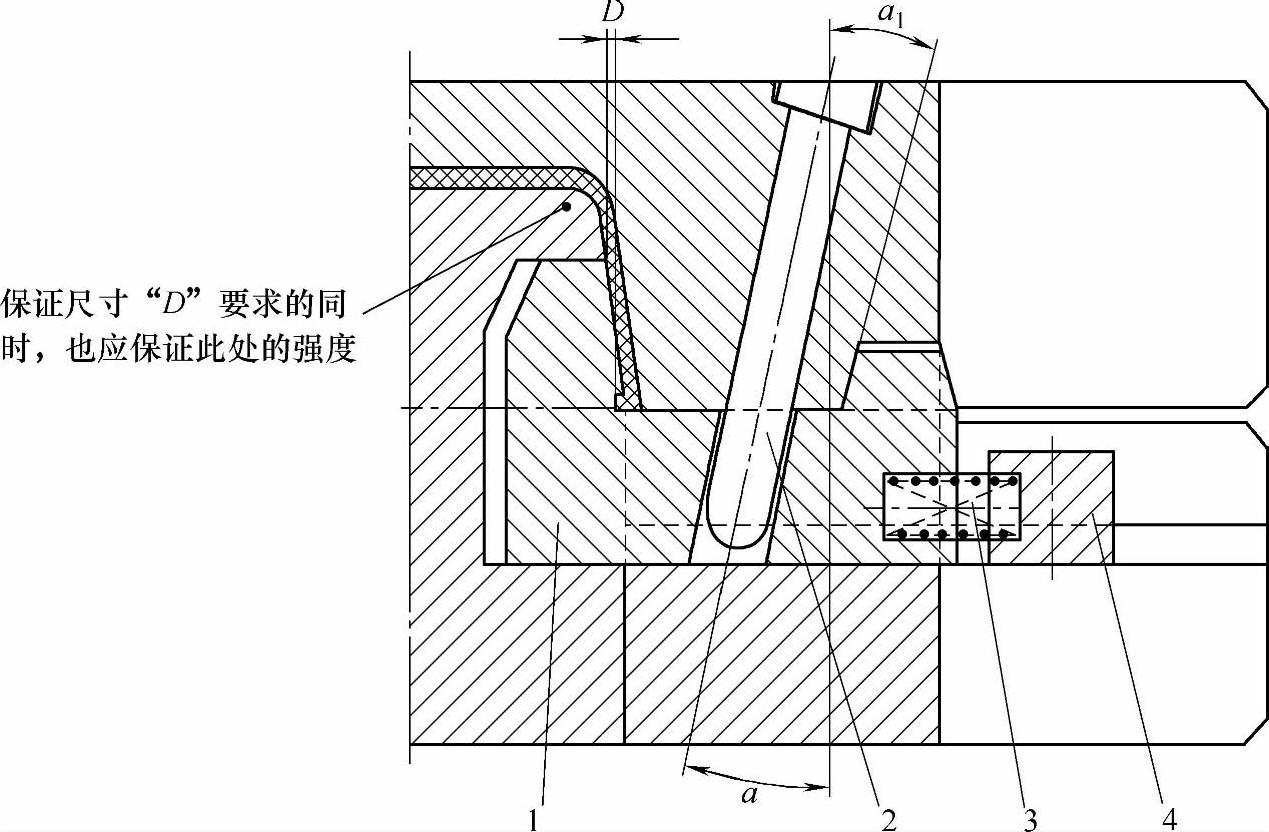
图1-107 凸起内滑块结构
1—内滑块 2—斜导柱 3—弹簧 4—挡块
5.哈夫模
由两个或多个滑块拼合形成型腔,开模时滑块同时实现侧向分型的滑块机构称为哈夫模。哈夫模的侧行程一般较小。哈夫模常采用的典型结构如下:
(1)结构1
如图1-108所示,型腔由两个位于定模一方的斜滑块组成。开模时在拉钩1及弹簧2的作用下,斜滑块3沿斜滑槽运行,完成侧向分型。分型后由弹簧2及限位块4对斜滑块3进行定位。
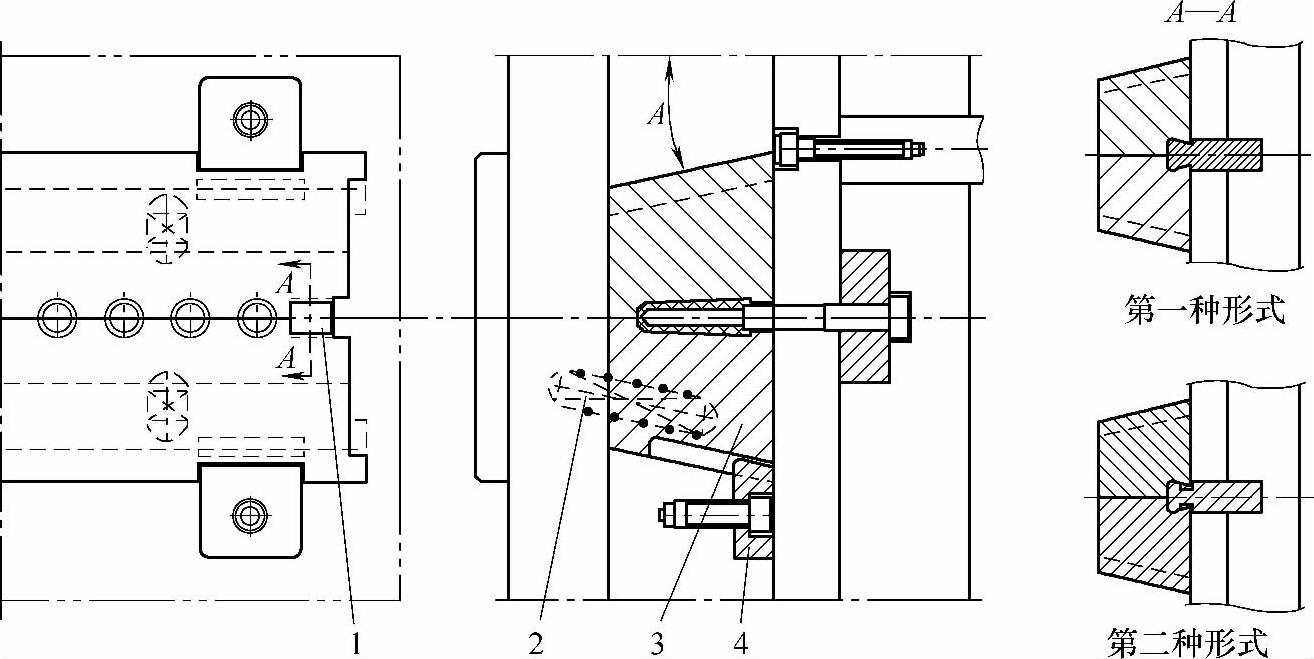
图1-108 哈夫模结构1
1—拉勾 2—弹簧 3—斜滑块 4—限位块
拉钩1的结构及装配形式通常采用图右侧所示的两种方式。
(2)结构2
如图1-109所示,型腔由两个位于动模一方的斜滑块组成。推出时斜滑块3在推杆5的作用下,沿斜滑槽移动,完成侧向分型,同时推出塑件。斜滑块的斜角A一般以不超过30°为宜。
6.斜推杆、摆杆机构
斜推杆、摆杆机构主要用于成型塑件内部的侧凹及凸起,同时具有推出功能,此机构结构简单,但刚性较差,行程较小。常采用的典型结构如下:
(1)结构1斜推杆机构
图1-110a所示为最基本的斜推杆机构。在推出过程中,斜推杆1在推出力的作用下,沿动模的斜推杆孔运动,完成侧向成型。斜推杆根部要求使用图示装配结构,图b所示为其装配的分拆示意。
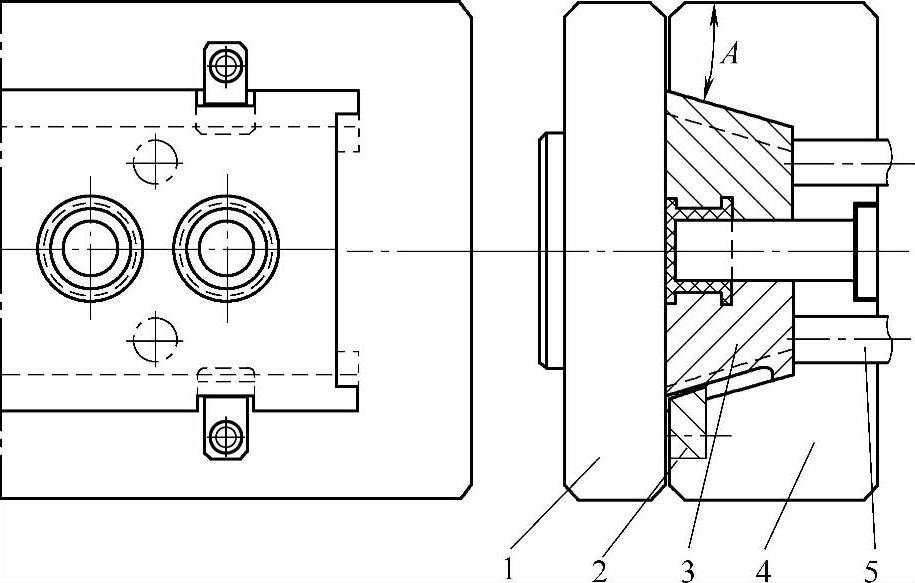
图1-109 哈夫模结构2
1—定模板 2—挡块 3—斜滑块 4—动模板 5—推杆
(2)结构2摆杆机构
如图1-111所示,在顶出过程中,当摆杆1的头部(L1所示范围)超出动模型芯时,摆杆1在斜面A的作用下向上摆动,完成分型。
设计摆杆机构时,应保证:L2>L1;E2>E1。
缺点:图示“B”处易磨损,须提高此处硬度。一般要求将此处设计成镶拼结构。
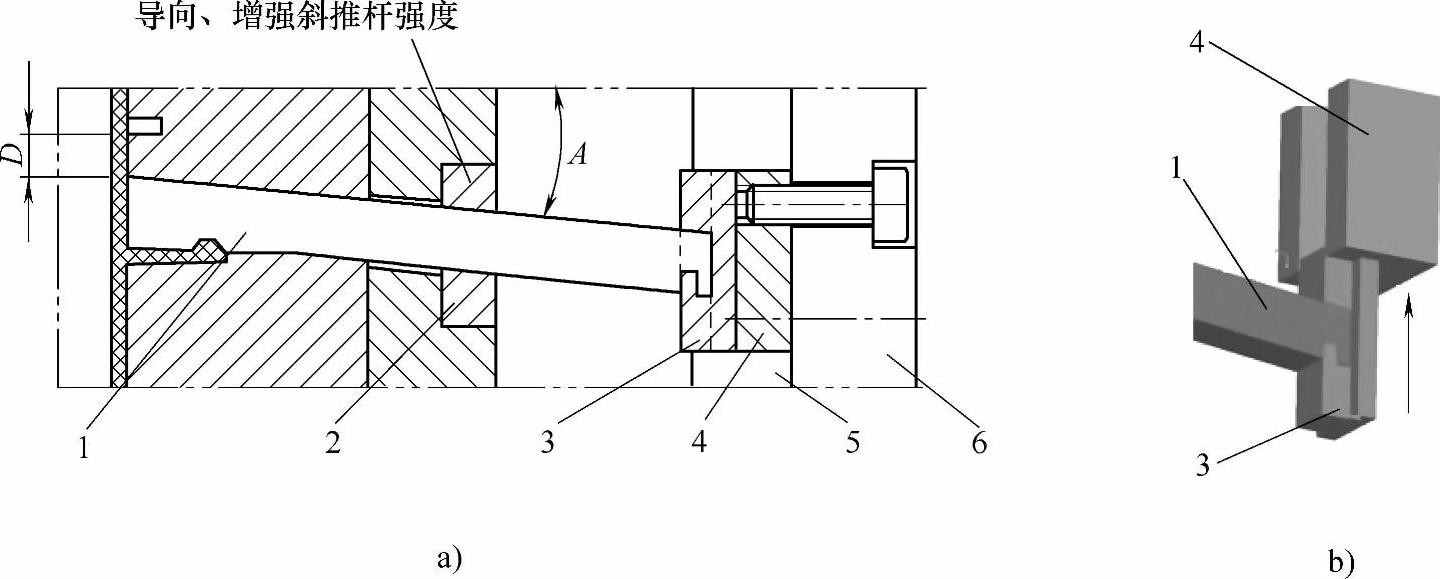
图1-110 斜推杆结构
1—斜推杆 2—镶块 3—滑块 4—固定块 5—上推杆板 6—下推杆板
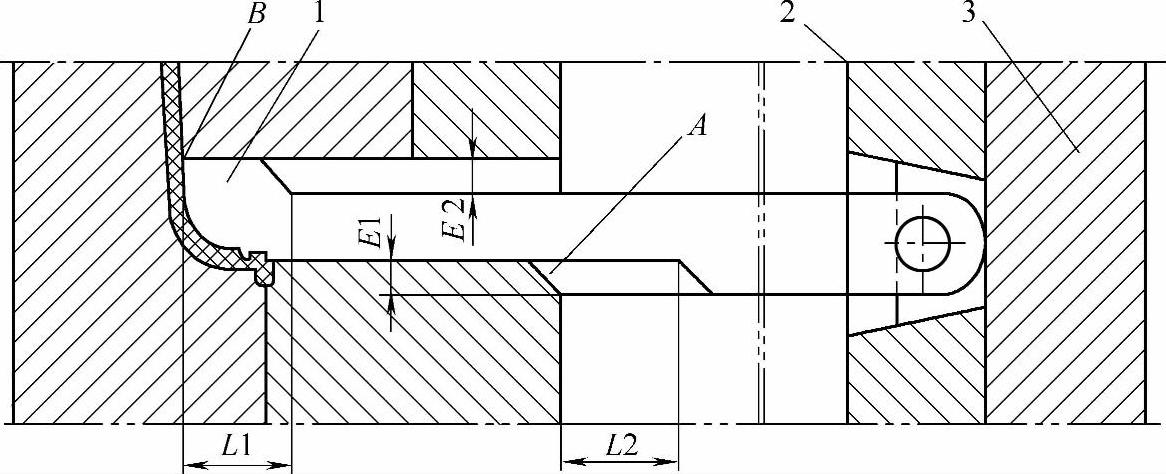
图1-111 摆杆结构
1—摆杆 2—上推杆板 3—下推杆板
7.液压(气压)滑块机构
利用液体或气体的压力,通过液压缸(气缸)活塞及控制系统,实现侧向分型或抽芯。液压(气压)滑块机构的特点是滑块行程长,分型力量大,分型、抽芯不受开模时间和推出时间的限制,运动平稳灵活。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





