模具零件按其作用可分为成型零件与结构零件,成型零件是指直接参与形成型腔空间的结构件,如凹模(型腔)、凸模(型芯)、镶件、滑块等;结构零件是指用于安装、定位、导向、推出以及成型时完成各种动作的零件,如定位圈、浇口套、螺栓、拉料杆、推杆、密封圈、定距拉板、拉钩等。常用结构零件参见下节。在成型零件设计时,应充分考虑塑料熔体的成型收缩率、脱模斜度、制造与维修的工艺性等。
在模具设计时,应力求成型零件具有较好的装配、加工及维修性能。为了提高成型零件的工艺性,主要应从以下几点考虑:
1)不能产生尖钢、薄钢,如图1-80和图1-81所示。
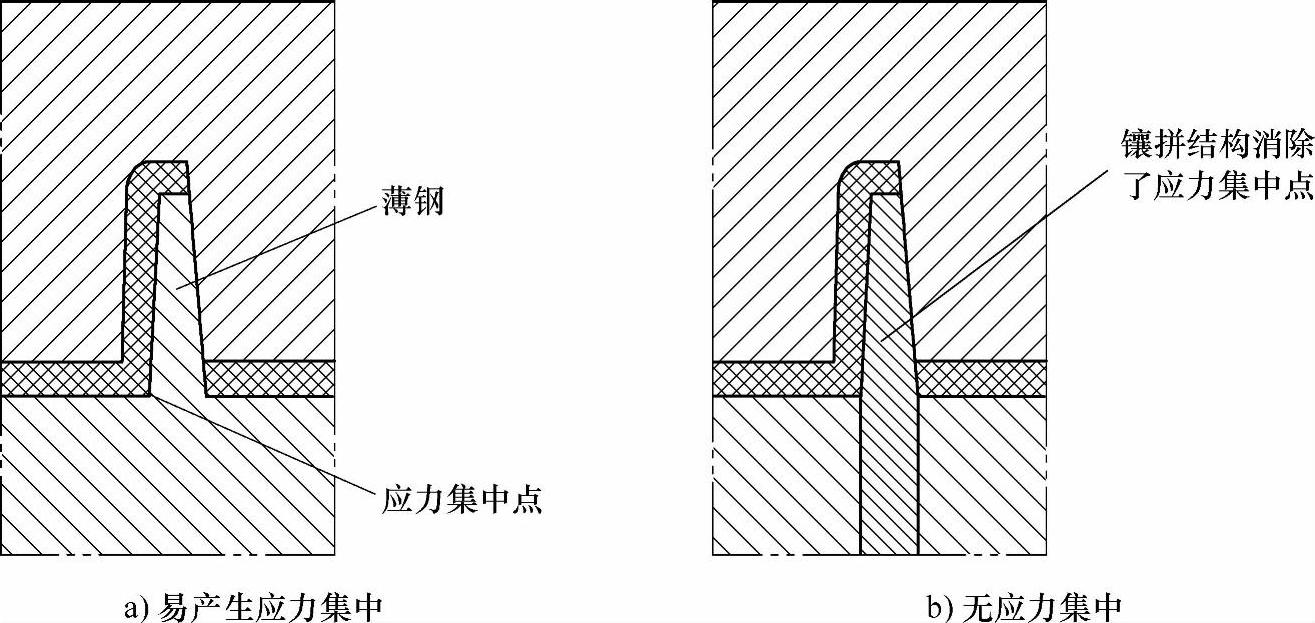
图1-79 镶拼结构
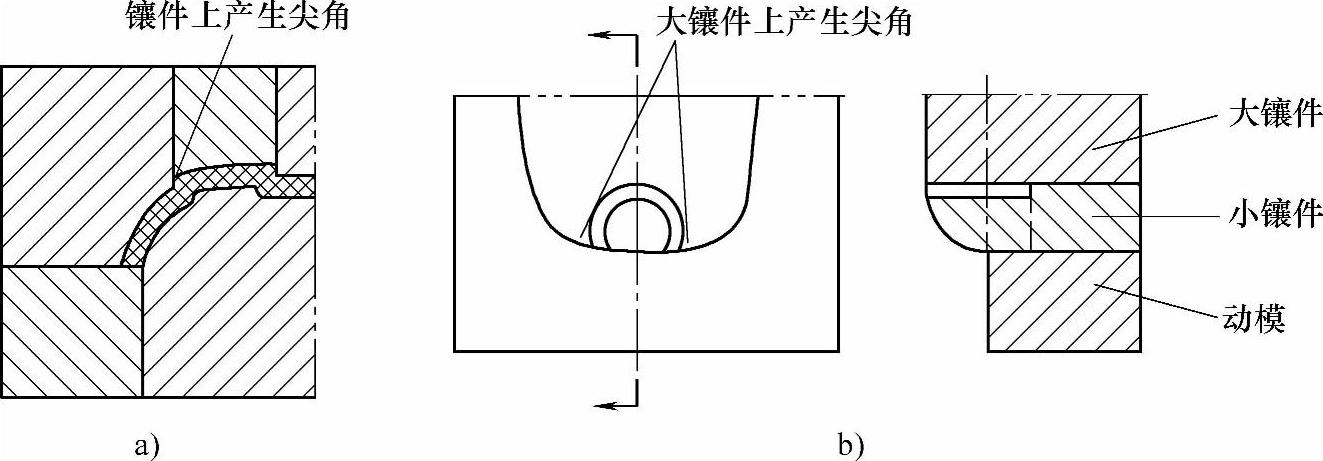
图1-80 镶件尖角
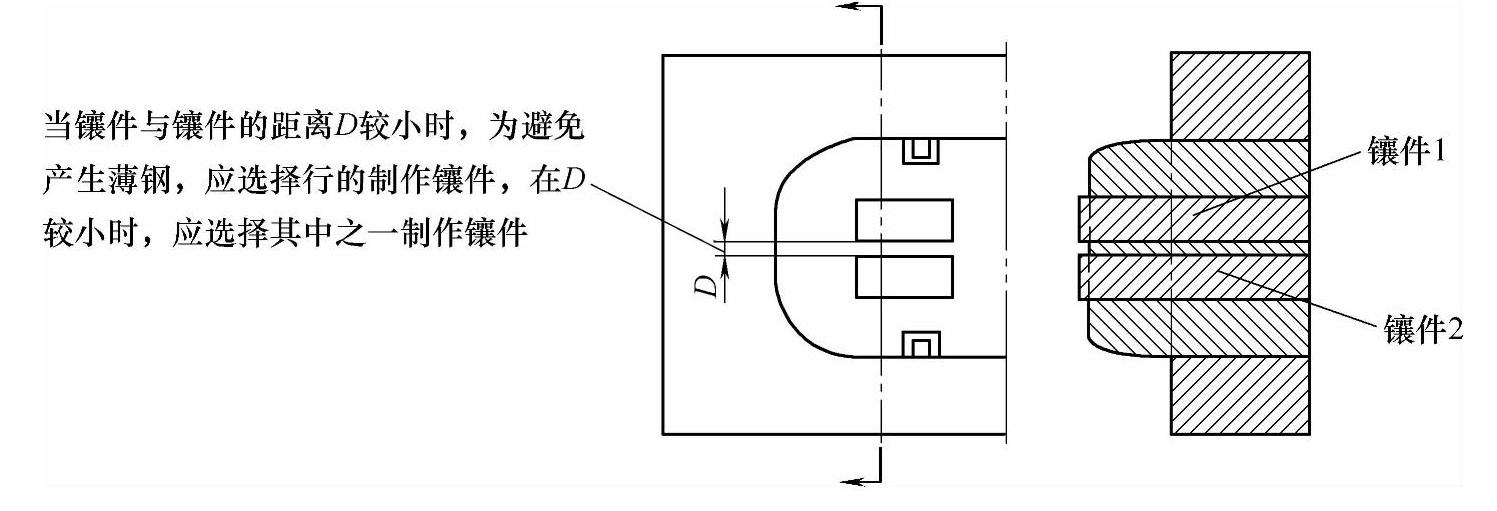
图1-81 尖钢结构
2)易于加工:易于加工是成型零件设计的基本要求,在模具设计时,应充分考虑每一个零件的加工性能,通过合理地镶拼组合来满足加工工艺要求。例如,为了塑件止口部位易于加工,一般采用如图1-82a、b所示的镶拼结构。其他组合方式或不做镶拼均为不合理的设计结构。
3)易于修整尺寸及维修:对于成型零件中,尺寸有可能变动的部位应考虑组合结构,如图1-83所示;对易于磨损的碰、擦位,为了强度及维修方便,应采用镶拼结构。
4)保证成型零件的强度。
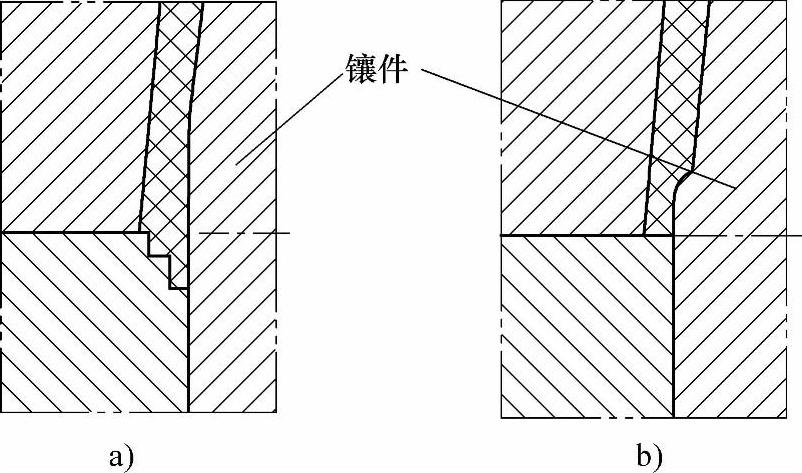
图1-82 塑件止口(www.daowen.com)
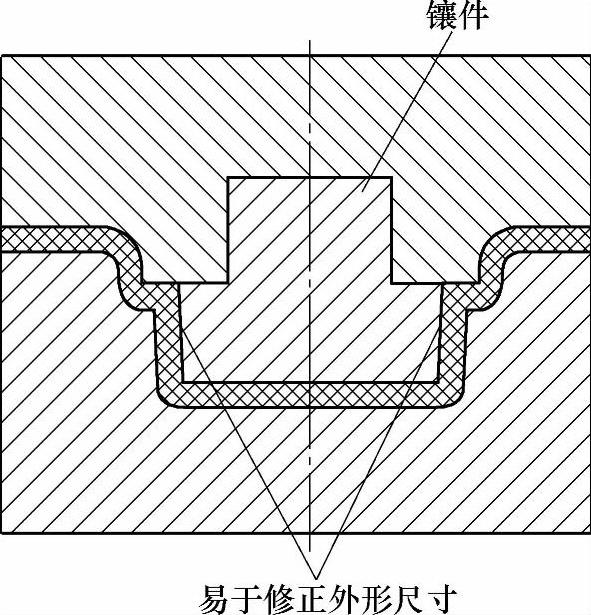
图1-83 组合镶拼结构
5)易于装配:针对镶拼结构的成型零件而言,易于装配是模具设计的基本要求,而且应避免安装时出现差错。对于形状规整的镶件或模具中有多个外形尺寸相同的镶件,设计时应考虑避免镶件错位安装和同一镶件的转向安装。常常采用的方法是镶件非对称紧固或定位,如图1-84b所示。
在图1-84a中,紧固位置对称,易产生镶件1与镶件2的错位安装,同一镶件也容易转向安装。在图b中,每个镶件的紧固位置非对称布置,且镶件1与镶件2的紧固排位也不相同,从而避免产生错位安装及同一镶件转向安装。另外,为了避免错位安装,也可采用定位销非对称排布的方法。
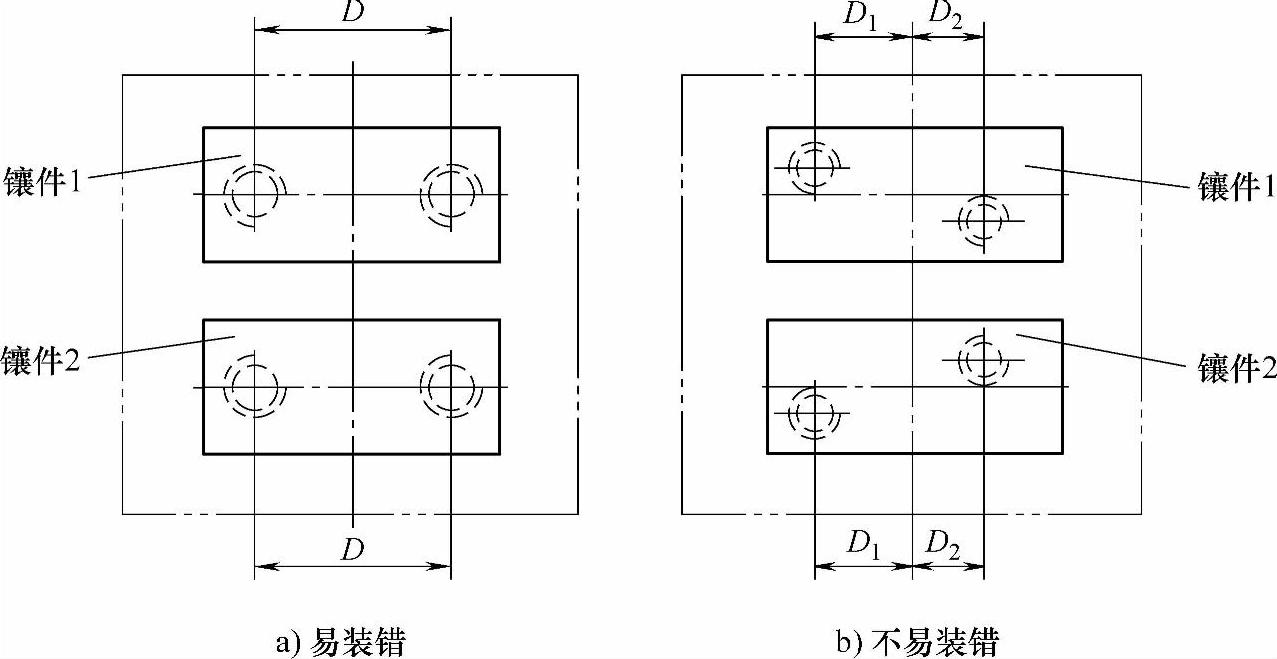
图1-84 易于装配结构
6)不能影响外观:在进行成型零件设计时,不仅要考虑其工艺性要求,而且要保证塑件外观面的要求。塑件是否允许夹线存在是决定能否制作镶件的前提,若允许夹线存在,则应考虑镶拼结构,否则只能采用其他结构形式。图1-85a中,塑件表面允许夹线存在,则可以采用镶拼结构,以利于加工;图b中,塑件正表面不允许夹线存在,为了利于加工或其他目的,将夹线位置移向侧壁,从而采用镶拼结构。图1-86中,当圆弧处不允许夹线时,更改镶件结构,将夹线位置移向内壁。
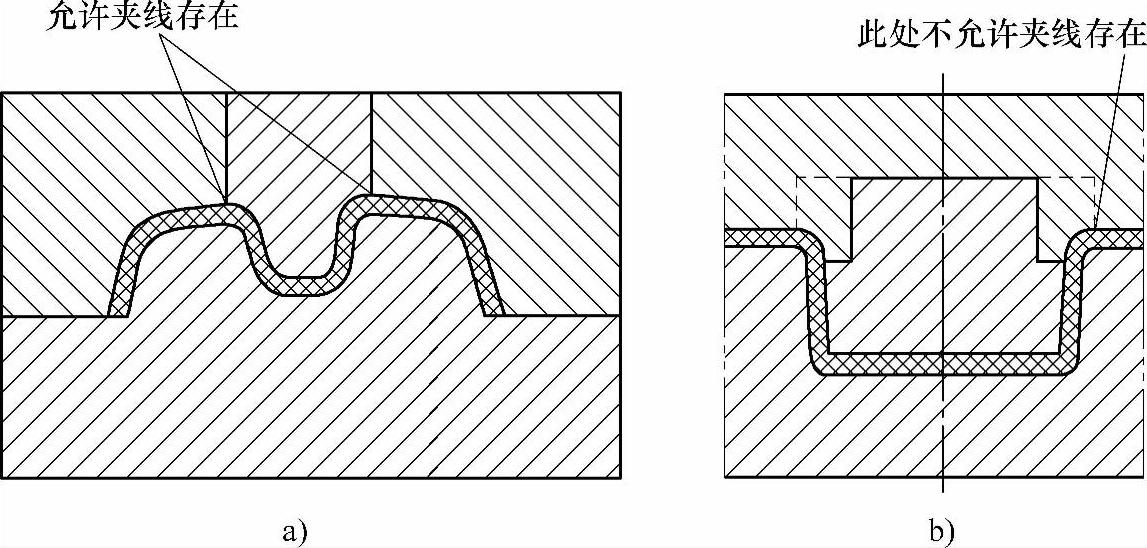
图1-85 产生夹线结构
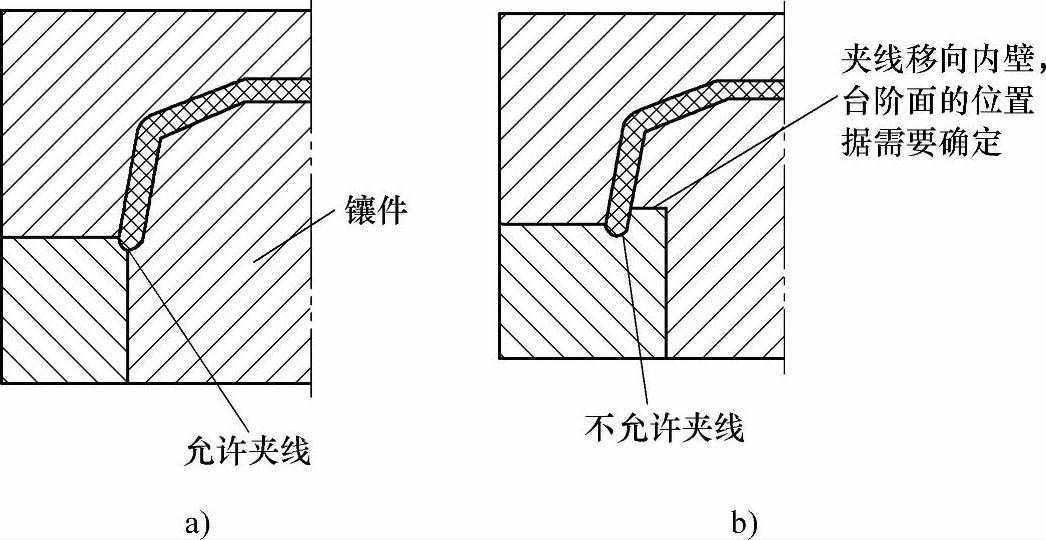
图1-86 产生夹线结构
7)综合考虑模具冷却:成型零件采用镶拼结构后,若造成局部冷却困难,应考虑采用其他冷却方法或整体结构。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






