一般意义上的模具强度包括模具的强度、刚度,模具的各种成型零部件和结构零部件均有强度、刚度的要求,足够的强度才可以保证模具能正常工作。
由于模具形式较多,计算也不尽相同且较复杂。在实际生产中,应采用经验设计和强度校核相结合的方法。通过强度校核来调整设计,以保证模具能正常工作。
1.强度校核
模具强度计算较为复杂,一般采用简化的计算方法,可采取保守的做法,原则是选取最不利的受力结构形式,选用较大的安全系数,然后再优化模具结构,充分提高模具强度。
为保证模具能正常工作,不仅要校核模具的整体性强度,也要校核模具局部结构的强度。
对于其他零部件,如镶件、斜推杆、滑块、组件、甚至导柱等的强度,根据下面的简单计算进行校核,校核时应从强度与弯曲两个方面分别计算,选取较大的尺寸。
2.提高整体强度
1)尽量避免凹腔内尖角,如图1-69中增加圆角对增强侧壁刚度有较明显的帮助,另外也可减小应力疲劳,延长模具使用寿命,所以前后模框的4个角必须制成圆角,前后模中的镶件也应尽力避免尖角的出现。
2)增加锁紧块,减少弹性变形,如图1-70所示。对于深腔模具,为了减小弹性变形量,在定、动模之间加斜面锁紧块,利用模板的刚性以加强对型腔壁的约束。
3)减小垫块间距,如图1-71所示。为减少弹性变形量Y,在可满足推出的条件下,尽量减小垫块间距L,同时将型腔压力移向垫块,尽量保证图示要求。
4)注意型腔镶拼时的方向,选择合理的镶拼结构,如图1-72所示。
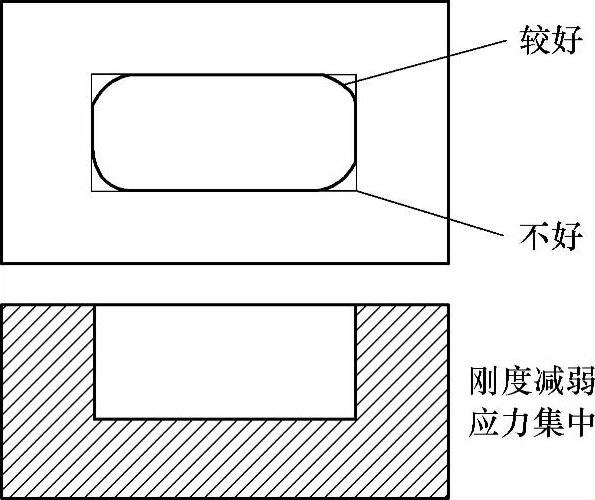
图1-69 增加圆角,提高刚度
5)增加撑头,如图1-73所示。撑头的布置需根据实际情况而定,数量尽可能多,装配时两端面必须平整,且所有撑头高度需一致。
3.加强组件强度
对于模具而言,组件的强度与整体强度同等重要,组件的受力情况复杂,除通过简单计算进行校核外,必须遵守一个基本原则:强度最强,即是说在结构空间容许时,组件结构最大化。

图1-70 锁紧块结构
Y—虚拟弹性变形量 W—型腔壁厚
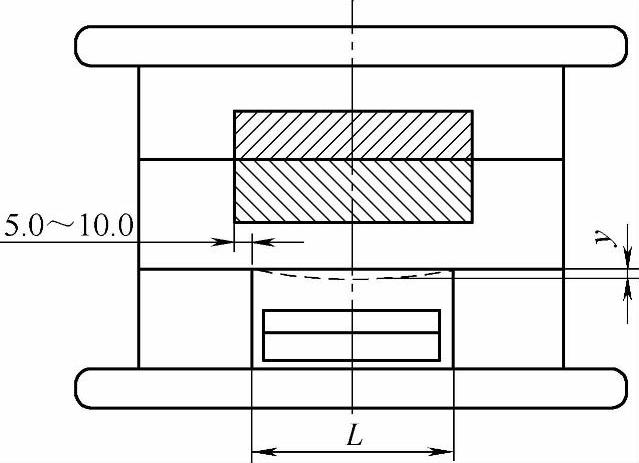
图1-71 减小垫块距离
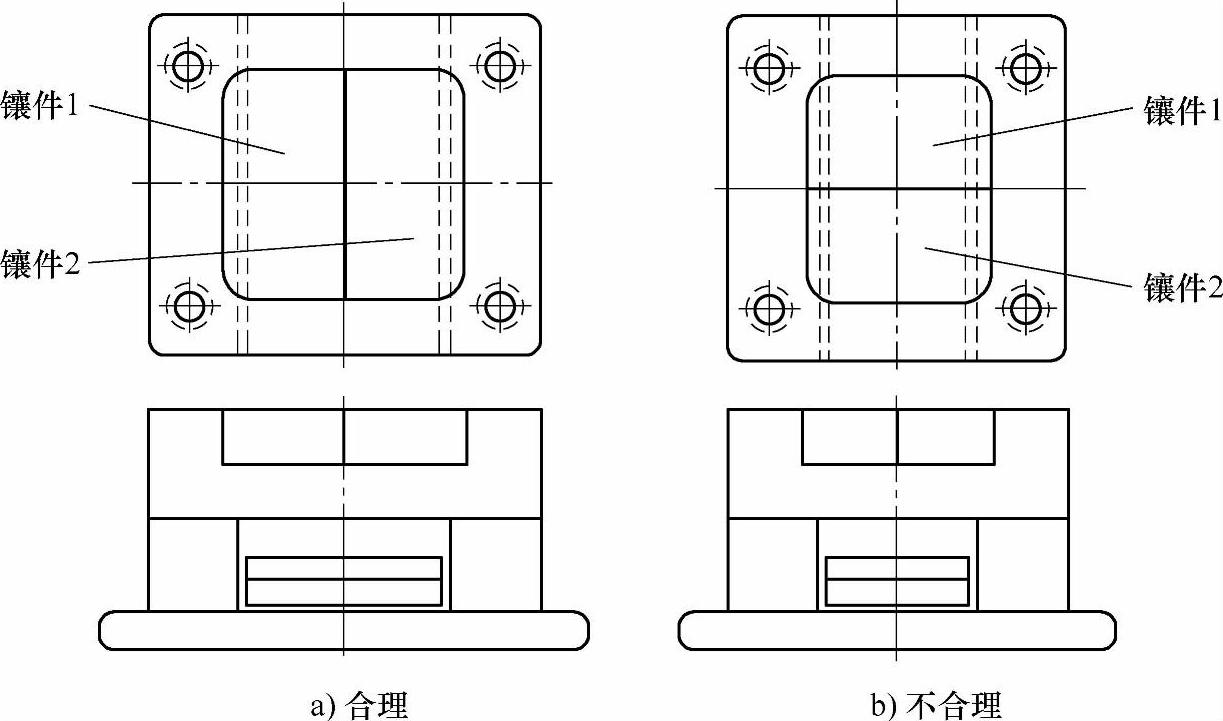
图1-72 镶拼结构(www.daowen.com)
下面列举几类可提高组件强度的方法。
1)修改塑件结构,避免产生模具上的尖角部位(见图1-74)。由于塑件结构不合理,将引致模具上的尖角部位时,应与产品设计协商解决。
2)增加锁紧块,改进模具结构,提高组件强度,如图1-75所示。
3)利用模胚刚性,提组件强度,如图1-76所示。
4)改善组件结构,增大组件尺寸,提高组件强度。图1-77a中“W1”较小,易变形;图b不仅改善了组件结构,并增大了组件尺寸“W2”,有利于提高强度。在此结构中,为了减小变形,还应该增加图示“R”处的圆角,减小“H”的尺寸,“H”一般取8.0~10.0mm。
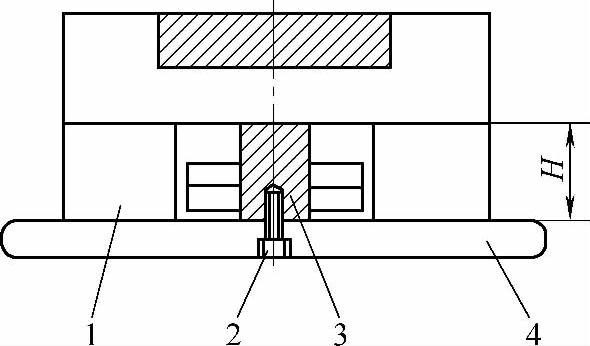
图1-73 撑头结构
1—方铁 2—螺钉 3—撑头 4—底板

图1-74 修改塑件结构
1—定模 2—小镶件 3—动模
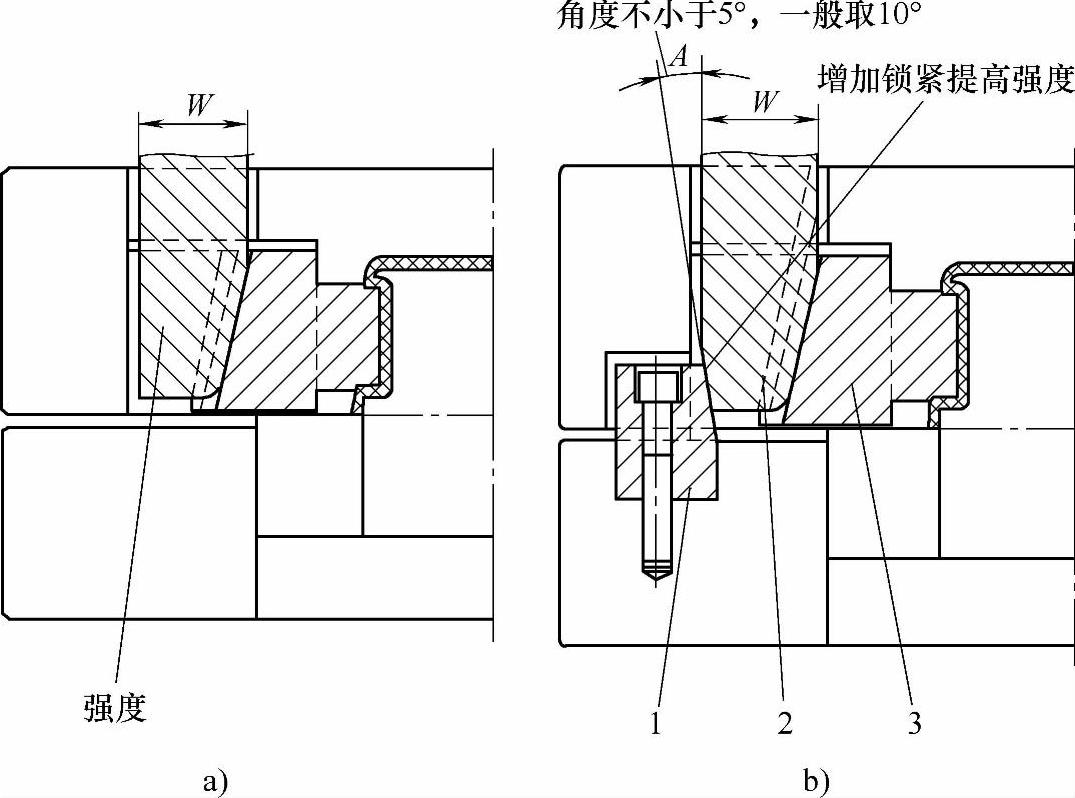
图1-75 锁紧块结构
1—锁紧块 2—组件 3—滑块
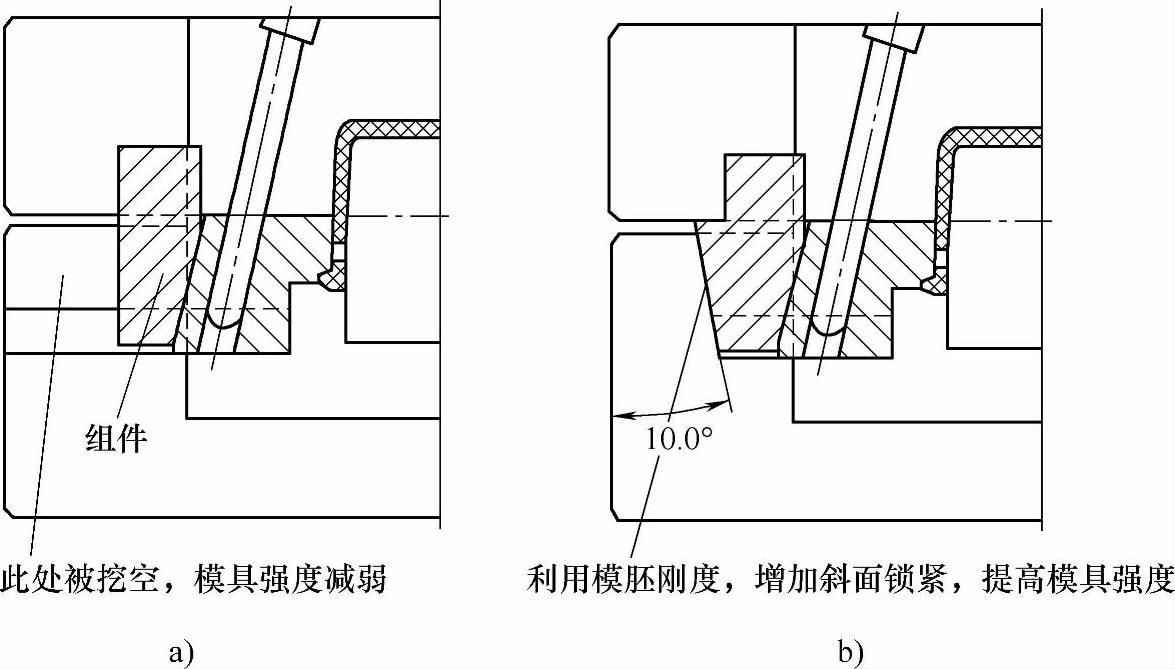
图1-76 提高组件结构强度
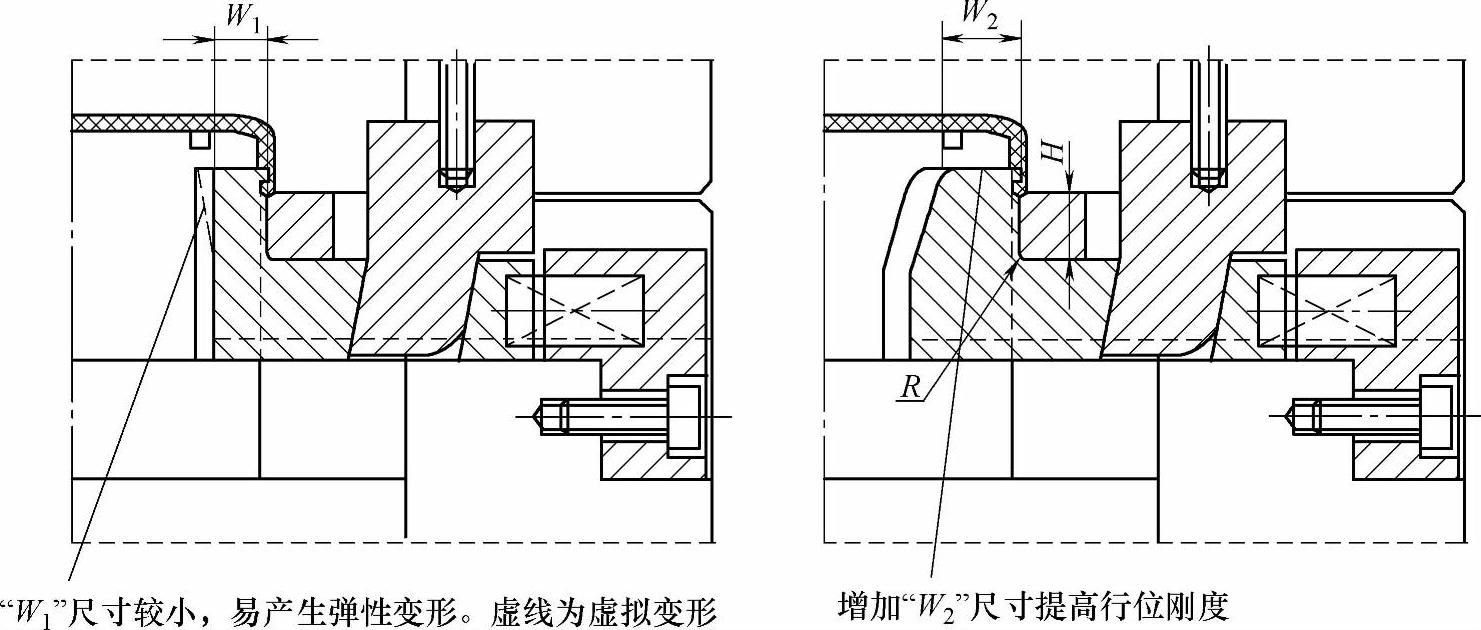
图1-77 改善组件结构
5)高型芯或长型芯端部定位,提高强度,减少型芯变形。在具有高型芯或长型芯的模具结构中(见图1-78a),设计时应充分利用端部的通孔对型芯定位,如图1-78b所示。端部不允许有通孔时,应同模具设计负责人协商解决。

图1-78 长型芯结构
6)利用镶拼结构,提高局部强度。在塑件的细小结构处,如果存在薄钢或应力集中点(见图1-79a),设计时应将此处设计成镶拼结构,以消除应力集中点,减小疲劳损坏,也有利于对镶件进行热处理而增加强度,如图1-79b所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





