1.概述
铝合金压铸件是铝合金制造业中的重要组成部分,由于它重量轻、比强度高、容易加工成形而广泛地应用于航空航天等国防工业,汽车、摩托车等交通运输业及船舶、潜艇等海上设备,而且还用于日常用品中的器材,如消防喷枪、活塞等工件以及外装工件。但铝合金由于加进了各种合金元素,特别是目前应用较多的高强度铸造合金中含有硅、铜、镁等元素,增加了腐蚀的敏感性,在大气环境下都可能产生晶间腐蚀而破坏,其次是表面硬度较低。容易磨损,外表的光泽也不能长久地保持,所以对不同用途的压铸铝合金制件,必须采取各种有效的防护措施。主要是对其表面进行氧化处理。其中对铝合金工件的表面进行化学氧化处理是普遍采用的处理方法,它能满足铸造铝合金工件形状复杂、品种繁多及批量生产的需要。生产工艺简单,设备制造容易、能与前后处理形成一条龙的流水线,而且具有生产成本低、投资少、效益高等诸多优点。
2.氧化处理的工艺流程
压铸铝合金工件→化学脱脂→热水清洗→冷水洗→活化→清洗→化学氧化→清洗→封闭→热水洗→干燥→检验。
3.铝合金压铸件氧化的预处理
铝及铝合金电极电势为负,在空气中能与氧作用生成氧化膜,这层膜可以吸收油污等杂质。预处理的目的就是要除去工件表面的油污及天然的氧化膜,铝合金的金属本体暴露,在氧化过程中能使表面与氧化液充分接触并反应,以便生成致密、均匀、连续的氧化膜。因此预处理的好坏直接影响膜层的质量。
(1)工件表面脱脂 铝合金工件在压铸成形、切削、磨平以及搬运等过程中,都在表面沾上油污及金属粉屑、氧化物盐类等杂质,为了增强膜层与金属本体的附着力,保证化学氧化膜的成膜质量。必须将表面的污物清除干净。
脱脂的方法主要根据表面的油污程度而定。对油污较重的工件应先用有机溶剂浸泡脱脂,然后再进行化学脱脂。如果工件表面油污较轻,可以直接化学碱液脱脂,对一些形状复杂及有深孔的工件,要脱脂彻底有一定的难度,应观察这些部位的油污是否已经脱脂干净。有条件的单位可以加超声波脱脂。(www.daowen.com)
(2)活化出光 铝合金压铸件经碱脱脂后,要先用热水洗,再用冷水洗,把残留的洗液清洗干净。为了保证表面的洁净,可放进体积分数为30%~45%的硝酸溶液中浸泡0.5~1.5min,既可以把表面的微碱中和,又可以去除表面的氧化物,使其显露出铝合金的光泽,所以又称出光。对含硅的铝合金铸件,在活化液中加进体积分数为10%~150%的氢氟酸,这样可以把表面的硅化合物除去。
4.铝合金压铸件的氧化
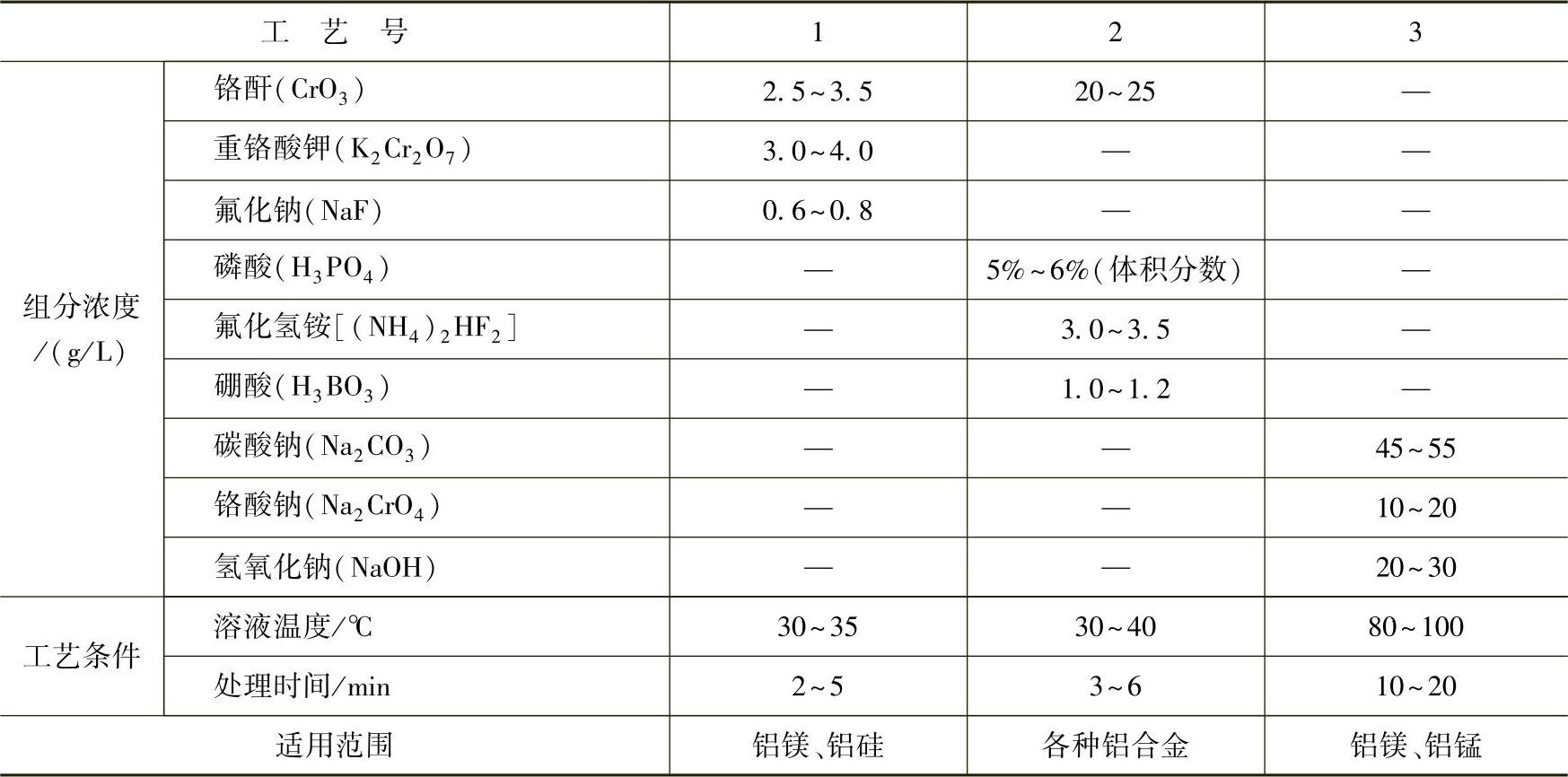
铝合金压铸件的化学氧化工艺见表3⁃41。
表3⁃41 铝合金压铸件化学氧化工艺
5.铝合金压铸件氧化的后处理
铝合金压铸件化学氧化后表面生成一层氧化膜,但由于膜层多孔、疏松且质软,所以耐磨性和耐蚀性都较差,必须进行封孔处理。封孔处理溶液配方及工艺如下:重铬酸钾(K2Cr2O7)45~55g/L,溶液pH为4.5~6.5,温度为90~98℃,浸渍15~25min。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






